This document provides guidance on conducting a hazards and operability (HAZOP) study. It describes the key steps, which include:
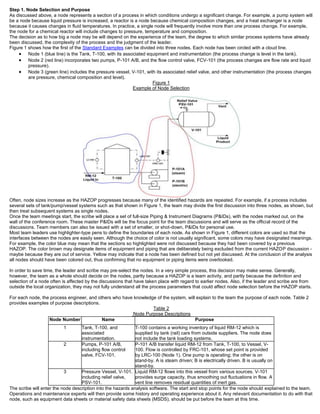
1. Defining nodes within the process to focus the analysis. Nodes represent sections where conditions undergo significant change.
2. Identifying process parameters like flow, pressure, and temperature for each node and establishing safe operating limits.
3. Using guidewords like "high", "low", and "no" to identify potential deviations and associated hazards within each node.
4. Discussing how each hazard could be "announced" or detected. If no detection exists, additional instrumentation may be recommended.
5. Determining consequences of hazards with and without existing safeguards.