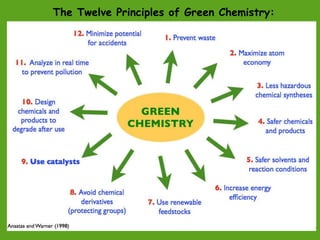
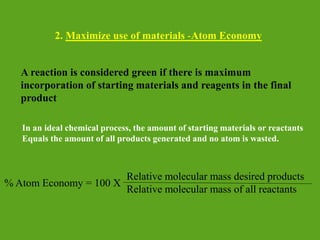
La química verde se centra en la reducción o eliminación de sustancias peligrosas en el diseño, fabricación y aplicación de productos químicos, buscando prevenir la contaminación desde su origen. Incluye doce principios, como la minimización de residuos, el uso de materiales más seguros y la eficiencia energética, y propone métodos de síntesis más sostenibles. Aunque no resuelve todos los problemas ambientales, la química verde es un enfoque fundamental para la prevención de la contaminación.





































![GREEN CHEMISTRY [IS A SOLUTION TO ENVIRONMENT PROBLEM?]](https://cdn.slidesharecdn.com/ss_thumbnails/60-191219142616-thumbnail.jpg?width=640&height=640&fit=bounds)






























![CASE_PRESENTATION_ON_subdural_hematoma(SDH)[1 FINAL PPT]-1.pptx](https://cdn.slidesharecdn.com/ss_thumbnails/casepresentationonsubduralhematomasdh1finalppt-1-260129172522-d405d375-thumbnail.jpg?width=640&height=640&fit=bounds)








