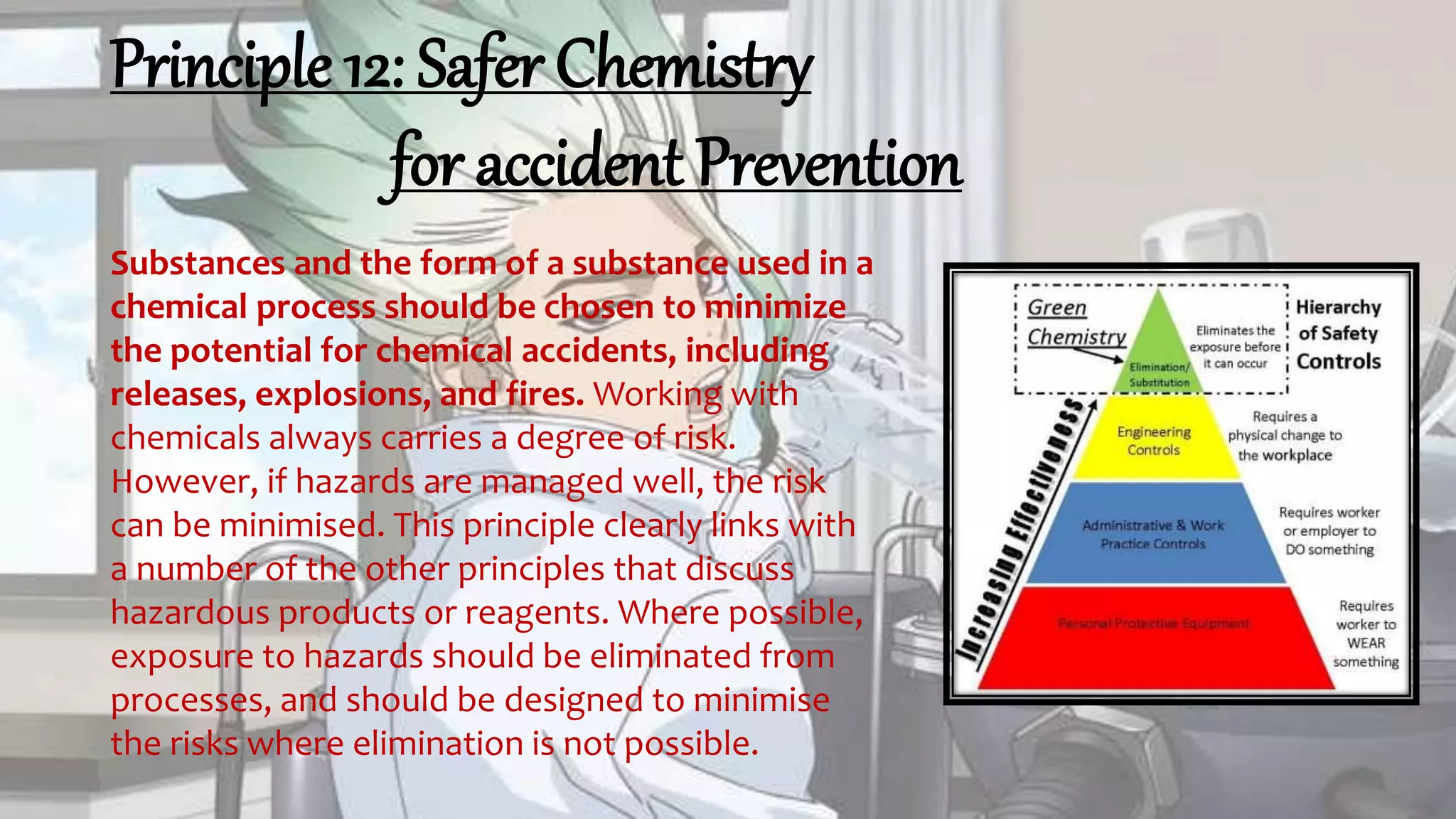
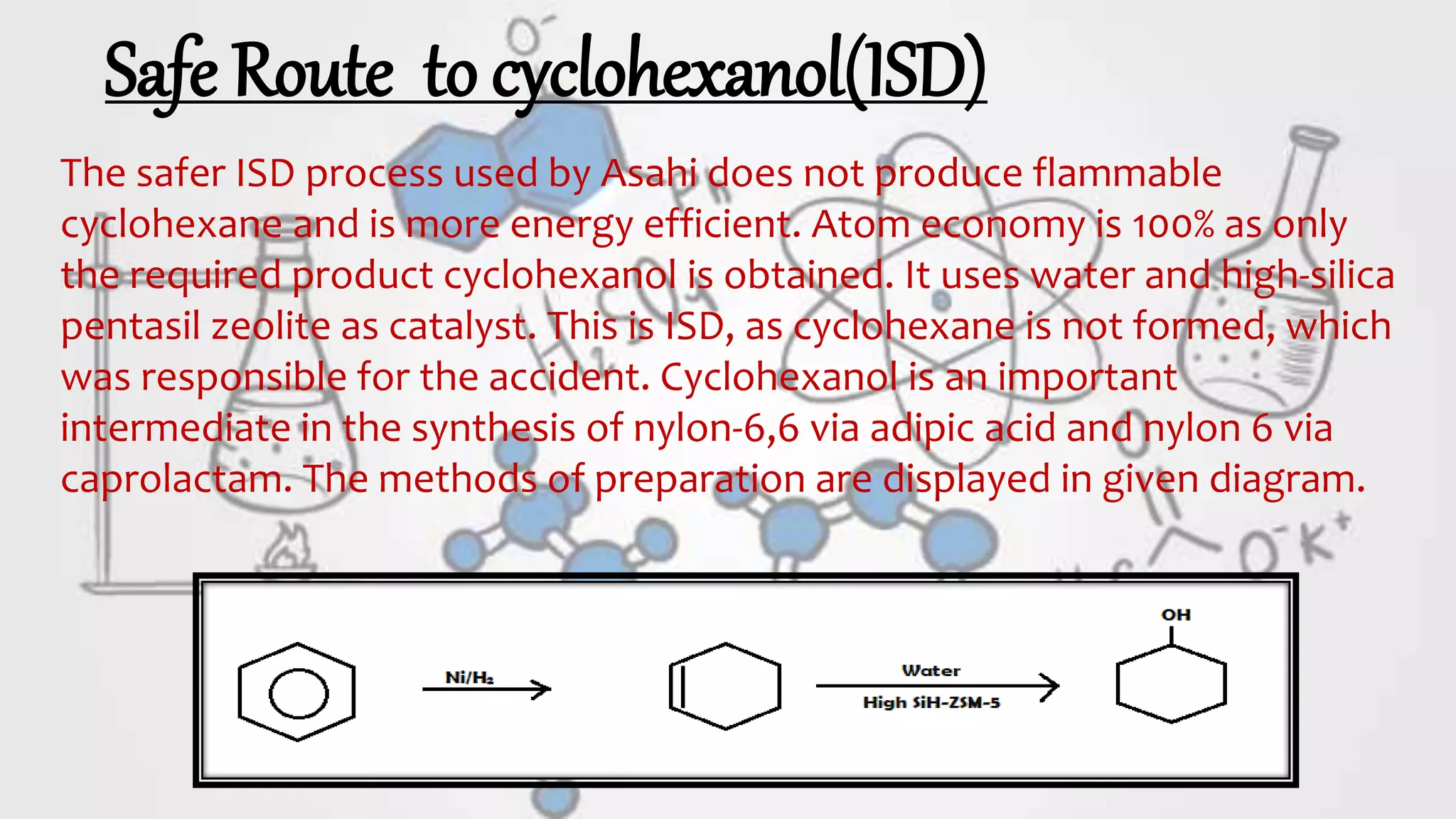
The document discusses inherent safer design (ISD) principles in chemical processes, particularly focusing on the Flixborough accident, which resulted from a cyclohexane leak and caused significant casualties and property damage. It outlines strategies for accident prevention, including minimization of hazardous materials, substitution with less dangerous chemicals, moderation of hazards, and simplification of processes. Ultimately, it emphasizes designing chemical processes to eliminate hazards rather than relying solely on safety controls.


















![CSIR NET Chemical Science [Chemsirtry] Book PDF [Sample PDF]](https://cdn.slidesharecdn.com/ss_thumbnails/chsnewsample2-221017115228-e79e62c1-thumbnail.jpg?width=640&height=640&fit=bounds)


























































