The document discusses the fundamentals of contamination control in cleanroom environments, outlining key concepts such as source identification, the contribution of people and materials to contamination, and the importance of cleaning processes. It emphasizes that cleaning is not a value-add activity but is necessary for maintaining quality and reliability, with a focus on contamination control during product design and manufacturing. The course content includes various cleaning strategies, measurement techniques, and the impact of cleaning efficiencies on contamination levels.
Fundamentals of ContaminationControl Course Contents: Basics of Contamination Control Cleanroom Design and Performance Engineering Activities Selecting and Using Indirect Materials People Contamination Continuous Monitoring Contamination Control - The process of limiting contamination to within specified amounts.
3.
Fundamentals of ContaminationControl – the Basics Some basic guiding concepts An abbreviated glossary of contamination control terms
4.
Fundamentals of ContaminationControl – the Basics Some basic guiding concepts Source identification: Tooling: Materials and surface treatments of workstations, fixtures, materials handing systems Due to wear and tear and the need for on-going maintenance, the contribution from tooling is rarely constant Source identification is one of the keys to effective contamination control
5.
Fundamentals of ContaminationControl – the Basics Some basic guiding concepts Source identification: The variability of the contribution from people is a major source of concern, just like the contribution from tooling People: Many different kinds of contamination are contributed by people Control techniques are prone to errors in following procedures
6.
Fundamentals of ContaminationControl – the Basics Some basic guiding concepts Source identification: Piece Parts: Direct materials used in the manufacture of the product Cleanliness is dependent on supplier quality, in-house cleaning and in situ contamination generation from the materials handling and manufacturing processes
7.
Fundamentals of ContaminationControl – the Basics Some basic guiding concepts Source identification: Indirect materials: Anything used in the making the product that is not a permanent part of the product (wipers, swabs, chemical dispensers, gloves, temporary adhesives, etc.) Cleanliness again depends on supplier quality, in-house cleaning, in situ generation from the materials handling and manufacturing processes
8.
Fundamentals of ContaminationControl – the Basics Some basic guiding concepts Source identification: Facilities: The architecture and materials of the cleanroom and the building in which it is located The clean air supply, utilities, chemical distribution and waste management systems
9.
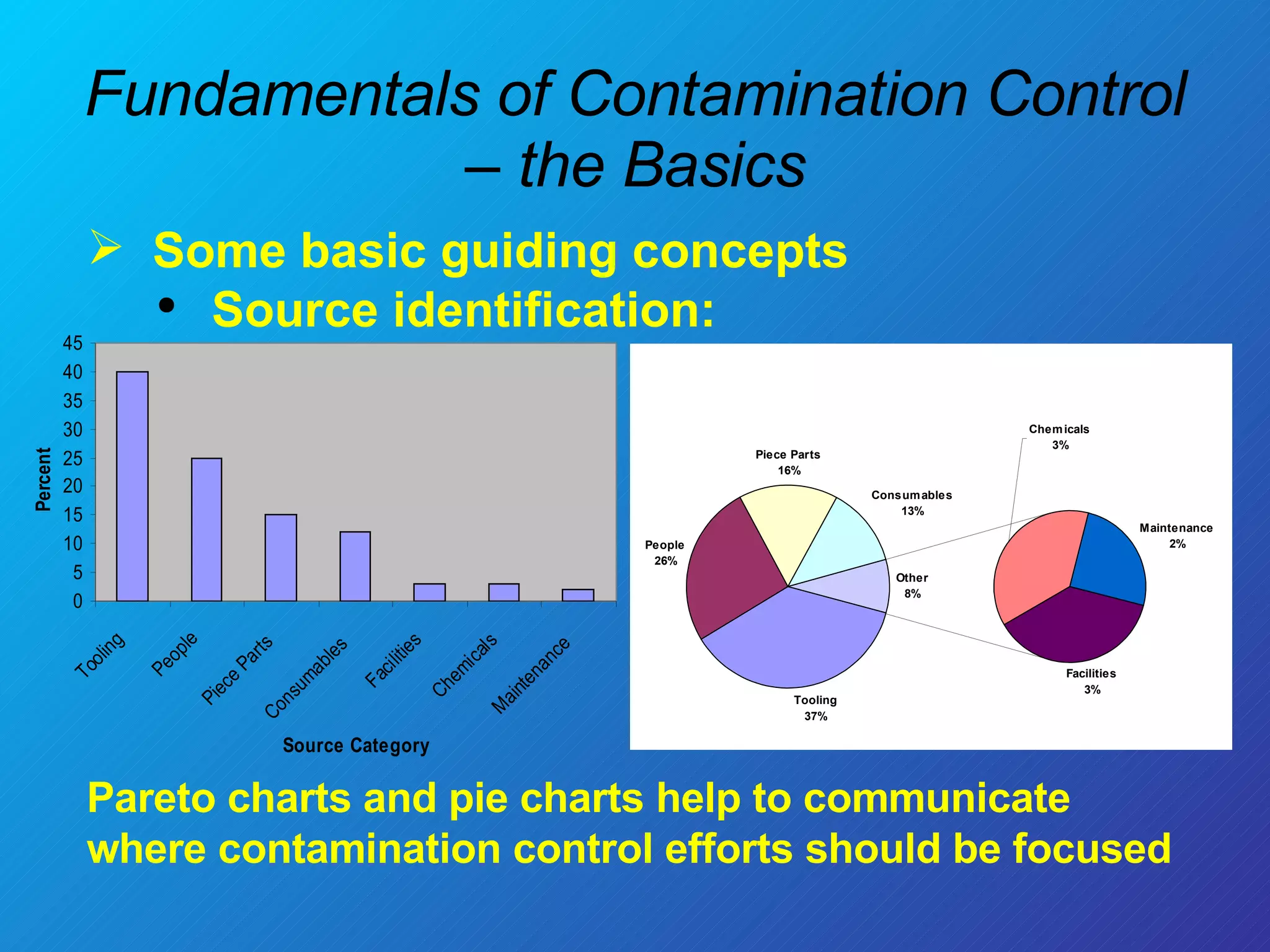
Fundamentals of ContaminationControl – the Basics Some basic guiding concepts Source identification: Others: Maintenance Housekeeping Pareto charts and pie charts help to communicate where contamination control efforts should be focused
10.
Fundamentals of ContaminationControl – the Basics Some basic guiding concepts Source identification: Be careful about loose generalizations – it is often said that people are the most significant source of contamination in cleanrooms A highly automated factory will not be likely to be dominated by contamination from people because there are relatively few people in the factory
11.
Fundamentals of ContaminationControl – the Basics An abbreviated glossary of contamination control terms Functional Contamination - Contamination which has a detrimental effect on product or processes. Nuisance Contamination - Contamination which does not have a functional affect on product or processes, but which interferes with the discovery of functional contamination or interferes with the orderly management of the cleanroom.
12.
Fundamentals of ContaminationControl – the Basics An abbreviated glossary of contamination control terms Aerosol - A quasi-stable gaseous suspension of liquid or solid particles about 100 micrometers diameter and smaller. Airborne Molecular Contamination (AMC) – Vapor phase contamination in air.
13.
Fundamentals of ContaminationControl – the Basics An abbreviated glossary of contamination control terms Cleanroom - An enclosed area employing control over particulate matter and other forms of contamination in air, with air flow, relative humidity and temperature, and pressure control as needed. Clean benches, down flow units, mini-environments, etc., are considered to be cleanrooms in this context.
14.
Fundamentals of ContaminationControl – the Basics A more complete glossary can be found in Chapter 1: Fundamentals of Contamination Control, in “ Contamination and ESD Control in High Technology Manufacturing” (Wiley, Hoboken, 2006) ISBN-13: 978-0-471-41452-0
15.
Fundamentals of ContaminationControl – the Basics Some basic guiding concepts Source identification Contamination adhesion forces Contamination control methods
16.
Fundamentals of ContaminationControl – the Basics Some basic guiding concepts Source identification Contamination adhesion forces Contamination control methods
17.
Fundamentals of ContaminationControl – the Basics Some basic guiding concepts Source identification Contamination adhesion forces Contamination control methods
18.
Fundamentals of ContaminationControl – the Basics Some basic guiding concepts An abbreviated glossary of contamination control terms
19.
Fundamentals of ContaminationControl – the Basics Some basic guiding concepts An abbreviated glossary of contamination control terms
20.
21.
What does thiscourse cover? Techniques described are applicable to the production of millions of components or to the production of a few components Fundamentals of Contamination Control – the Basics Who is this course for? High volume manufacturing (millions of parts) Process engineers, cleaning engineers, product designers, supplier quality engineers Production equipment and support (process tools, pallets, in-process packaging: a few to 1,000s of parts) Tooling/equipment engineers, maintenance, packaging engineering
22.
“ Cleaning isnot a value-add activity. It adds nothing to the functionality of the product.” Fundamentals of Contamination Control Cleaning is not a value-add activity in the classical sense It has value if it enables a subsequent process to add value What truly is not value added is cleaning rework and inspection to verify that the cleaning process achieved its objective * R.W. Welker, R. Nagarajan and C.E. Newberg, Contamination and ESD Control in High –Technology Manufacturing , (Wiley, Hoboken, 2006) p. 236 *
23.
“ Cleaning isnot a value-add activity. It adds nothing to the functionality of the product. Fundamentals of Contamination Control It does influence quality and reliability, but should not be relied upon to achieve these. Cleaning only removes contaminants that should have been kept off the surface to begin with. Thus, emphasis should be on contamination-control in product design and manufacturing, with only minimal cleaning as necessary.” * * R.W. Welker, R. Nagarajan and C.E. Newberg, Contamination and ESD Control in High –Technology Manufacturing , (Wiley, Hoboken, 2006) p. 236
24.
Reference Chapter 5: Getting Clean Parts and Getting Parts Clean in “ Contamination and ESD Control in High Technology Manufacturing”, (Wiley, Hoboken, 2006) ISBN-13: 978-0-471-41452-0
25.
Course Contents: CleaningStrategies for HVM Cleanliness Measurements for HVM and SPC Gage Capability of Cleanliness Measurements Multiple Extraction Cleaning Methods Drying Methods Special Topics and Case Studies Fundamentals of Contamination Control
26.
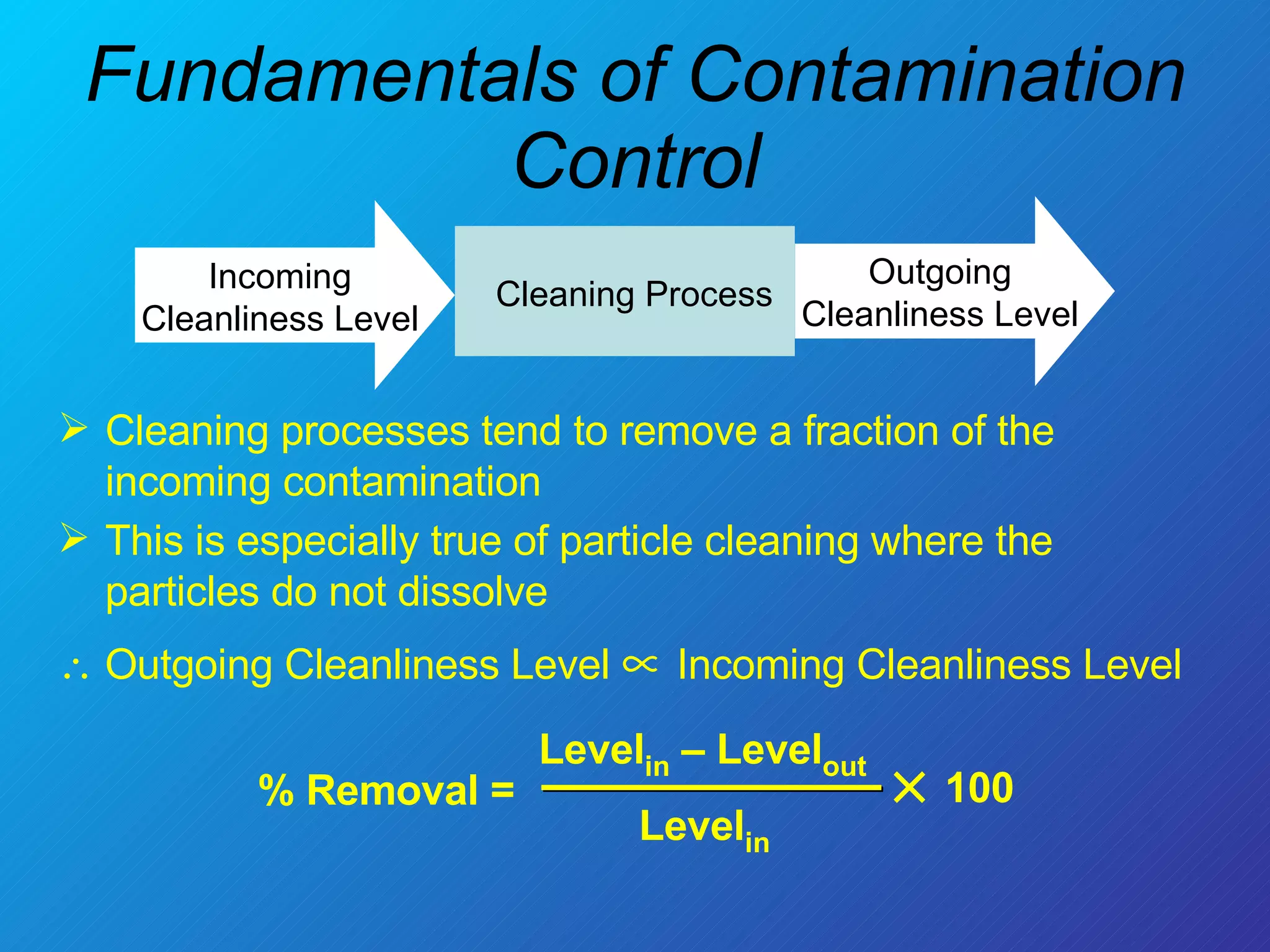
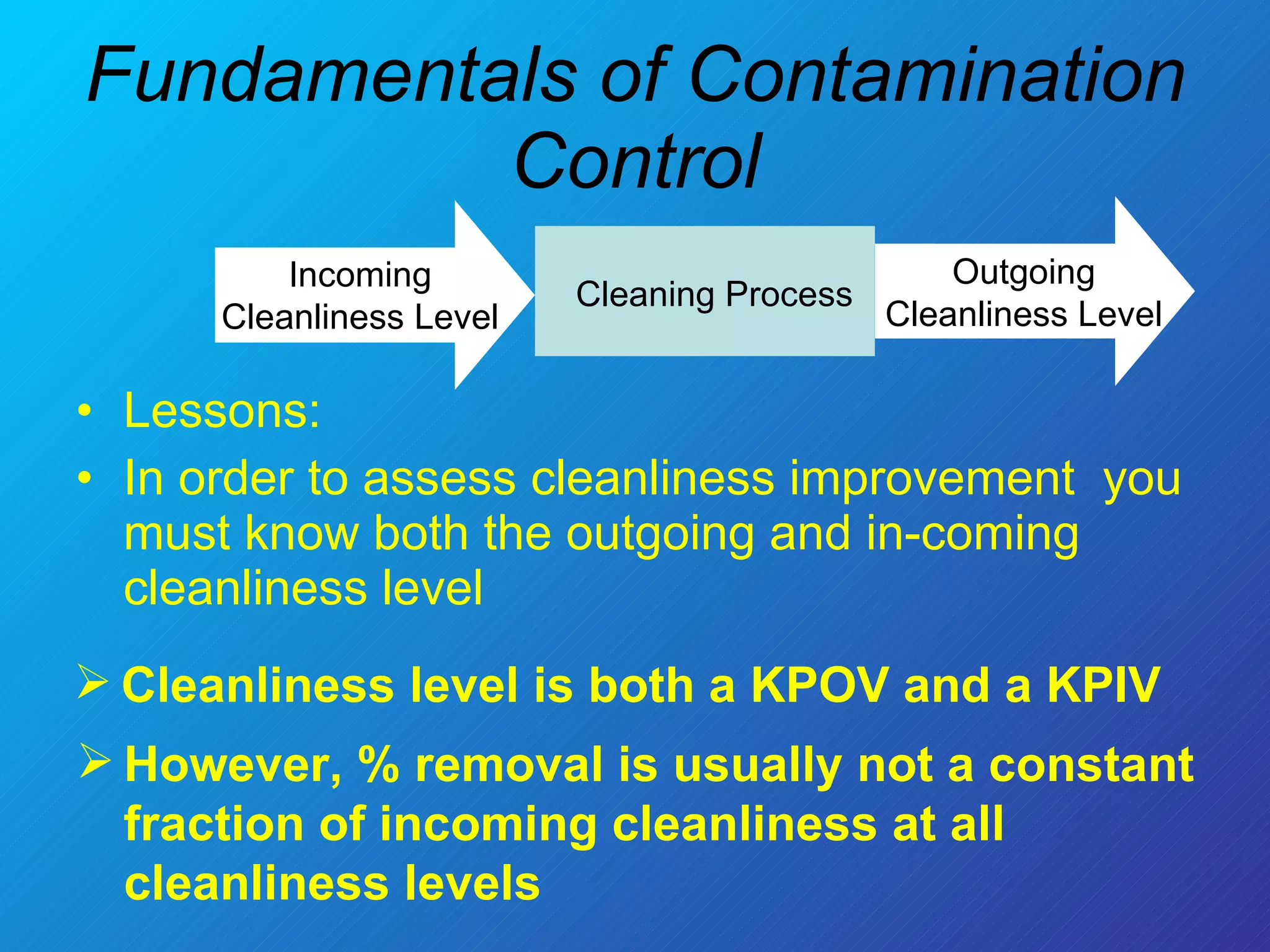
Fundamentals of ContaminationControl Cleaning processes tend to remove a fraction of the incoming contamination This is especially true of particle cleaning where the particles do not dissolve Outgoing Cleanliness Level Incoming Cleanliness Level Cleaning Process Incoming Cleanliness Level Outgoing Cleanliness Level % Removal = Level in – Level out Level in 100
27.
Lessons: Inorder to assess cleanliness improvement you must know both the outgoing and in-coming cleanliness level Fundamentals of Contamination Control However, % removal is usually not a constant fraction of incoming cleanliness at all cleanliness levels Cleanliness level is both a KPOV and a KPIV Cleaning Process Incoming Cleanliness Level Outgoing Cleanliness Level
28.
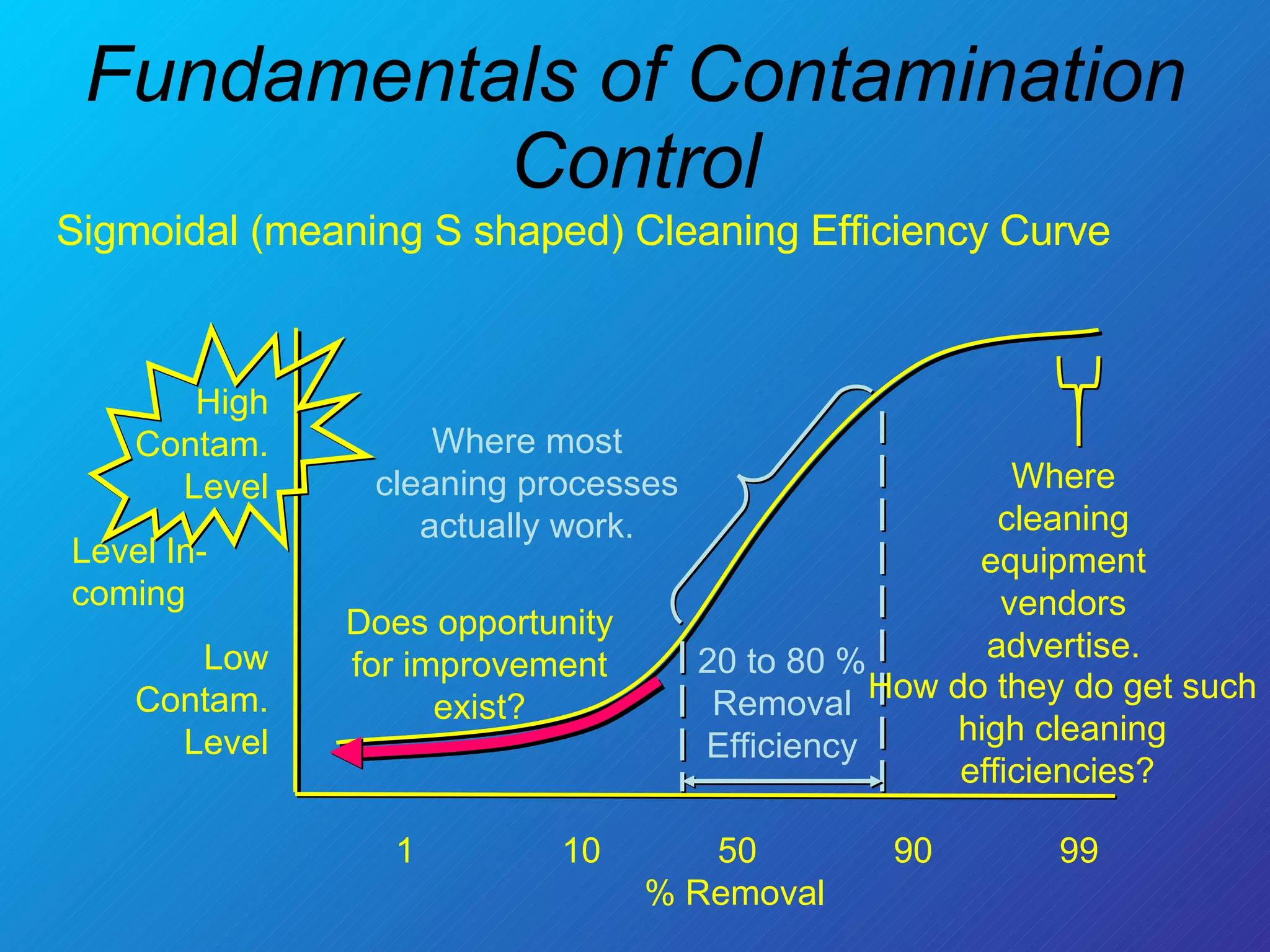
Fundamentals of ContaminationControl High Contam. Level Level In-coming Low Contam. Level 1 10 50 90 99 % Removal Sigmoidal (meaning S shaped) Cleaning Efficiency Curve How do they do get such high cleaning efficiencies? Where cleaning equipment vendors advertise. Does opportunity for improvement exist? Where most cleaning processes actually work. 20 to 80 % Removal Efficiency
29.
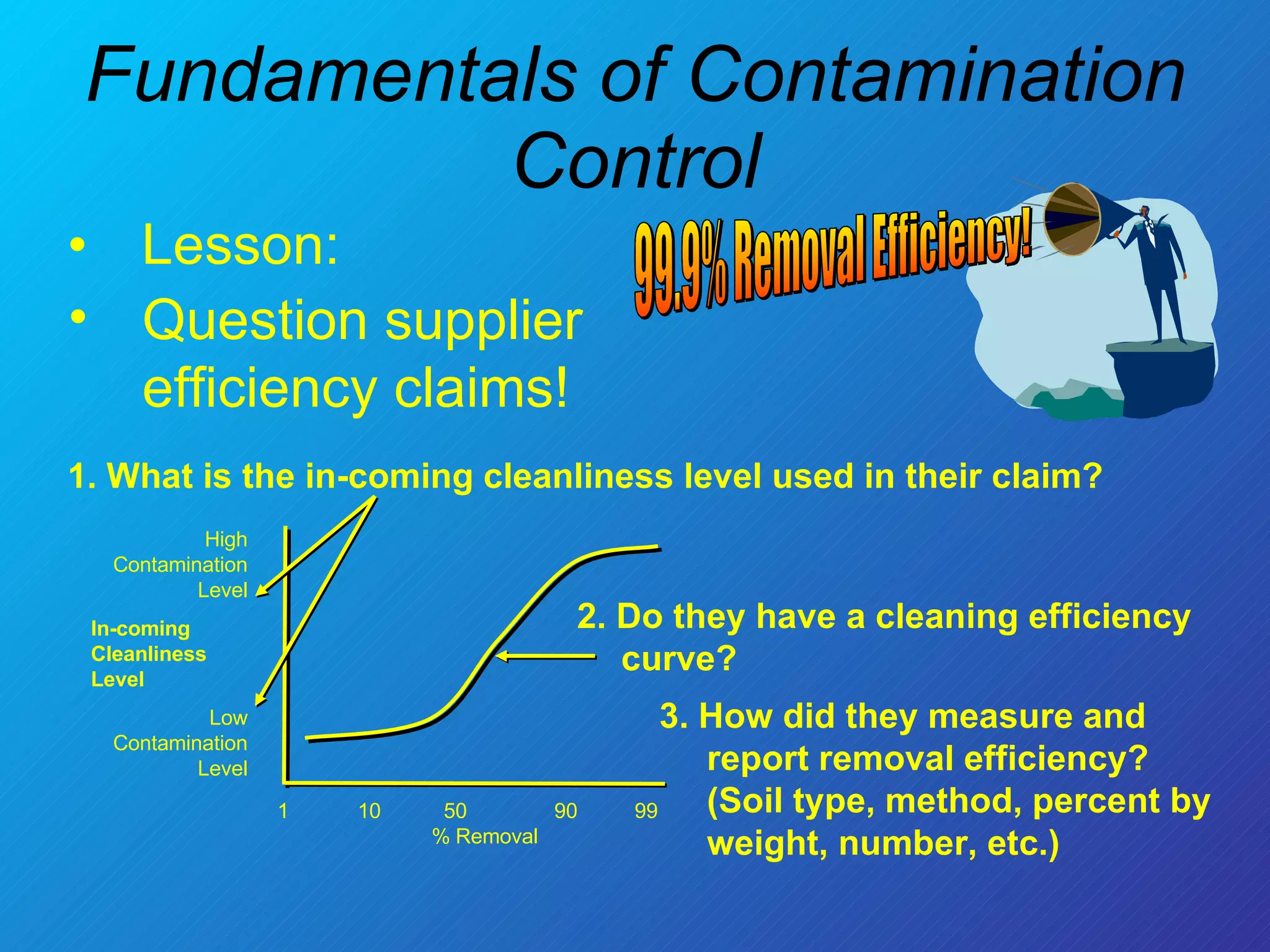
Lesson: Fundamentals ofContamination Control 3. How did they measure and report removal efficiency? (Soil type, method, percent by weight, number, etc.) Question supplier efficiency claims! 99.9% Removal Efficiency! 1 10 50 90 99 % Removal High Contamination Level In-coming Cleanliness Level Low Contamination Level 1. What is the in-coming cleanliness level used in their claim? 2. Do they have a cleaning efficiency curve?
30.
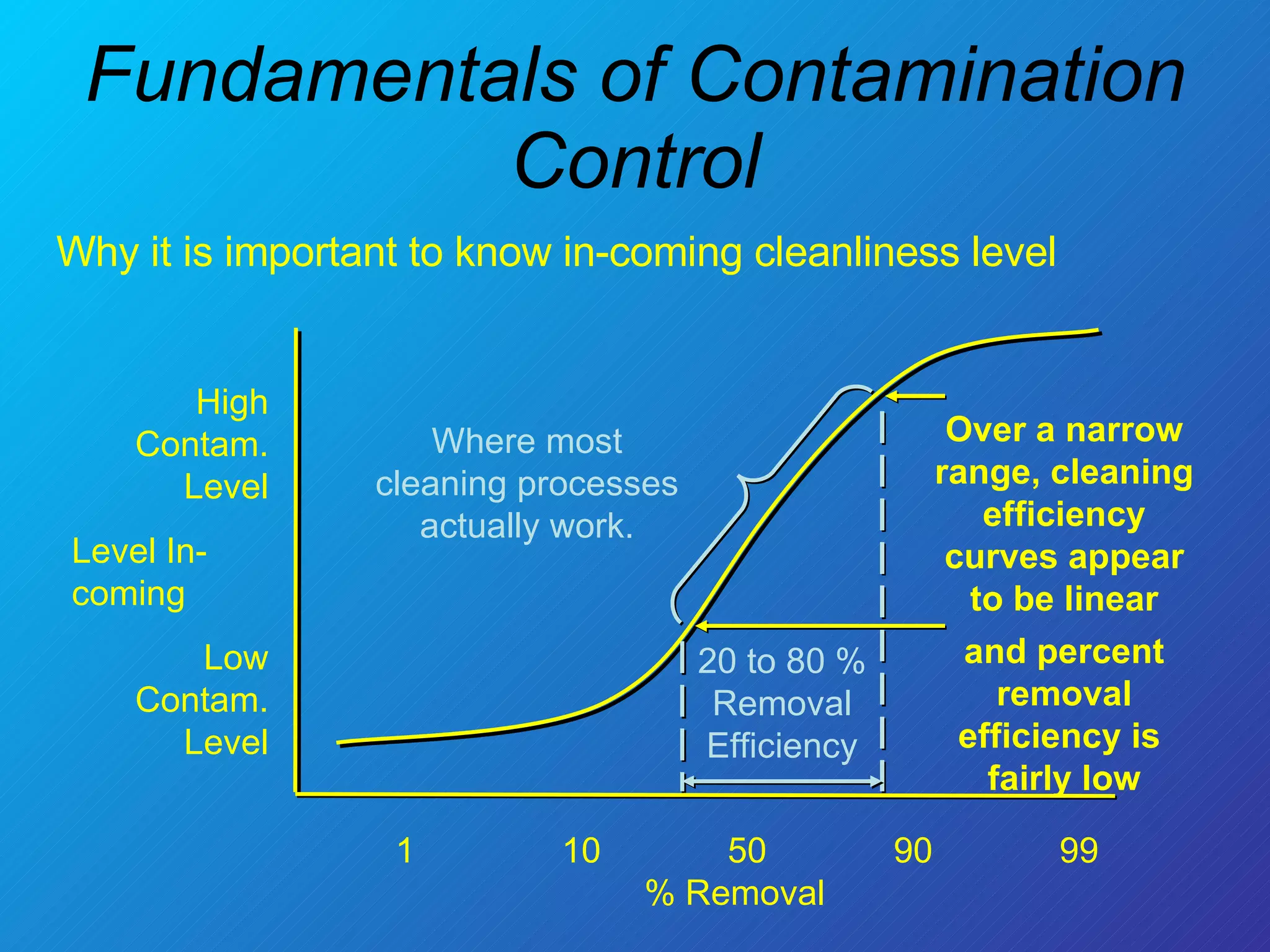
Fundamentals of ContaminationControl High Contam. Level Level In-coming Low Contam. Level 1 10 50 90 99 % Removal Why it is important to know in-coming cleanliness level and percent removal efficiency is fairly low Where most cleaning processes actually work. 20 to 80 % Removal Efficiency Over a narrow range, cleaning efficiency curves appear to be linear
Editor's Notes
#2 Roger is founder and principal scientist at R. W. Welker Associates. Prior to joining the disk drive industry in 1982, he spent 11 years in applied research and development, mostly as an aerosol scientist. While in the disk drive industry he became widely recognized as one of the foremost experts on contamination control, electrostatic discharge control and materials science. He has applied his expertise in these disciplines for over 26 years to semiconductors, disk drives, direct materials and consumable supplies, continuous monitoring, flat panel display, the precision chemicals industry and most recently, 6 years for the National Air and Space Administration. He returned to the disk drive industry in 2007 after 10 years of consulting. He has worked in many functions in high-technology industries, including manufacturing technology research, process development, product development, manufacturing engineering, quality assurance, supplier quality engineering and marketing. He originated many techniques that have emerged as industry standards, including analytical methods for specifying cleanroom gloves, swabs and wipers, and the widely circulated and practiced, “Guidelines for Design and Certification of Tooling for Cleanroom Use”. He is the author of more than 60 papers and presentations on contamination and ESD control. He is principal author of, “Contamination and ESD Control in High-Technology Manufacturing”, published by John Wiley and Sons, in Oct. 2006. Much of the material in this presentation appears in chapters 3, 5 and 8 in that book, though in highly abbreviated and not so colorful form.
![Fundamentals of Contamination Control Roger Welker, Principal Scientist R.W. Welker Associates [email_address]](https://image.slidesharecdn.com/fundamentalsofcontaminationcontrol-124182597249-phpapp01/75/Fundamentals-Of-Contamination-Control-1-2048.jpg)