Er Saurav KumarThakur 2
3.1 Introduction to foundry:
3.1.1 Describe introduction to foundry practice
A foundry is a workshop or factory where metal is melted and poured
into molds to create solid metal parts. This process is called casting.
Foundries produce a wide range of metal components used in
industries like automotive, construction, and manufacturing.
3.
Er Saurav KumarThakur 3
3.1 Introduction to foundry:
Basic Foundry Process
I. Pattern Making – Creating a replica of the part to be cast.
II. Molding – Making a cavity in sand or metal molds for casting.
III. Melting & Pouring – Heating metal to its liquid state and pouring it into the
mold.
IV. Cooling & Solidification – Allowing the molten metal to cool and take the
mold’s shape.
V. Shakeout & Cleaning – Removing the casting from the mold and finishing
it.
VI. Inspection & Testing – Checking for defects and ensuring quality.
4.
Er Saurav KumarThakur 4
3.1 Introduction to foundry:
2.1.2 Development, Advantages, and Uses of Casting
Development of Casting
• Ancient Times: The casting process dates back to 3000 BC (Bronze
Age), where people used molds to shape metal.
• Industrial Revolution: Improved foundry techniques led to mass
production of cast parts.
• Modern Era: Advanced casting methods like investment casting, die
casting, and centrifugal casting have improved precision and quality.
5.
Er Saurav KumarThakur 5
3.1 Introduction to foundry:
Advantages of Casting
Complex Shapes – Can produce intricate and large components.
Cost-Effective – Less machining required, reducing material waste.
Versatile – Suitable for different metals (iron, aluminum, steel, bronze, etc.).
High Strength & Durability – Can produce parts with excellent mechanical
properties.
Mass Production – Ideal for large-scale manufacturing.
6.
Er Saurav KumarThakur 6
3.1 Introduction to foundry:
Uses of Casting
a) Automotive Industry: Engine blocks, pistons, brake drums.
b) Aerospace Industry: Turbine blades, structural components.
c) Construction: Manhole covers, pipes, architectural structures.
d) Machine Tools: Gear wheels, housings, machine frames.
e) Consumer Goods: Cookware, decorative items.
7.
Er Saurav KumarThakur 7
3.1 Introduction to foundry:
Common Hazards in a Foundry
Heat and Burns – Contact with molten metal and hot surfaces.
Inhalation of Fumes and Dust – Exposure to harmful gases and silica dust.
Heavy Lifting and Machinery Risks – Risk of injury from lifting heavy molds
and operating equipment.
Explosions and Spills – Moisture in molds can cause dangerous explosions
when metal is poured.
8.
Er Saurav KumarThakur 8
Safety Measures
Wear Protective Equipment – Use heat-resistant gloves, safety goggles,
and fire-resistant clothing.
Proper Ventilation – Ensure good airflow to remove harmful fumes and
dust.
Training and Awareness – Workers should be trained in safety protocols.
Safe Handling of Molten Metal – Use proper tools and follow standard
procedures.
Emergency Preparedness – Fire extinguishers and first-aid stations should
be accessible.
9.
Er Saurav KumarThakur 9
3.2 Casting
Casting is a manufacturing process where molten metal is poured into a
mold to solidify into a desired shape. Various casting techniques are used
depending on the material, complexity, and application.
1. Permanent Mold Casting
• Process: Uses reusable metal molds. Molten metal is poured into the
mold, cooled, and removed.
• Advantages: High dimensional accuracy, better surface finish, reusable
molds.
• Applications: Automotive parts (pistons, wheels), cookware.
Er Saurav KumarThakur 11
3.2 Casting
2. Centrifugal Casting
• Process: Molten metal is poured into a rotating mold, forcing metal
against the mold walls due to centrifugal force.
• Advantages: Produces hollow cylindrical parts, removes impurities,
stronger castings.
• Applications: Pipes, tubes, bearings, gears.
12.
Er Saurav KumarThakur 12
3.2 Casting
3. Die Casting
• Process: Molten metal is injected under high pressure into a steel
mold (die).
• Advantages: High-speed production, excellent surface finish, precise
shapes.
• Applications: Automotive components, electronic housings, appliance
parts.
Er Saurav KumarThakur 14
3.2 Casting
4. Shell Molding
• Process: A thin resin-coated sand shell is used as a mold, created by
heating a metal pattern and applying sand layers.
• Advantages: High-quality surface finish, good dimensional accuracy.
• Applications: Small to medium-sized parts in automotive and
machine industries.
15.
Er Saurav KumarThakur 15
3.2 Casting
5. Investment Casting (Lost Wax Process)
• Process: A wax pattern is coated with ceramic, then melted out,
leaving a mold cavity for metal casting.
• Advantages: Highly detailed and complex shapes, excellent surface
finish.
• Applications: Aerospace, medical implants, turbine blades.
Er Saurav KumarThakur 17
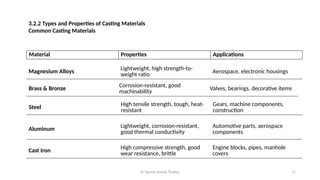
Material Properties Applications
Cast Iron
High compressive strength, good
wear resistance, brittle
Engine blocks, pipes, manhole
covers
Steel
High tensile strength, tough, heat-
resistant
Gears, machine components,
construction
Aluminum Lightweight, corrosion-resistant,
good thermal conductivity
Automotive parts, aerospace
components
Brass & Bronze
Corrosion-resistant, good
machinability Valves, bearings, decorative items
Magnesium Alloys Lightweight, high strength-to-
weight ratio
Aerospace, electronic housings
3.2.2 Types and Properties of Casting Materials
Common Casting Materials
18.
Er Saurav KumarThakur 18
3.2 Casting
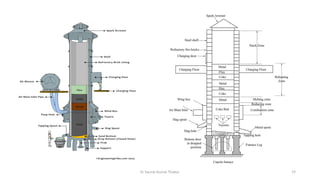
3.2.4 Construction and Uses of Melting Furnaces
1. Cupola Furnace
• Construction: A tall, cylindrical furnace made of
refractory bricks, with coke as the fuel.
• Working: Layers of metal, coke, and limestone
are added from the top, air is blown from below
to maintain combustion, and molten metal is
collected at the bottom.
• Uses: Primarily used for melting cast iron, then
Some bronzes, Pig iron
Er Saurav KumarThakur 20
3.2 Casting
2. Induction Furnace
• Construction: A steel shell lined with refractory material, uses
electromagnetic induction for heating.
• Working: An alternating current creates an electromagnetic field,
generating heat in the metal charge.
• Uses: Used for steel, aluminum, and precious metals due to precise
temperature control.
Er Saurav KumarThakur 23
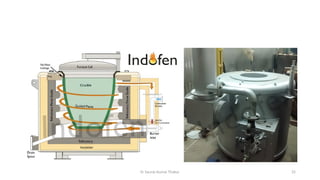
3. Crucible Furnace
• Construction: A refractory-lined pot (crucible) heated by gas, oil, or
electricity.
• Working: The metal is melted inside the crucible, which is then lifted
and poured into molds.
• Uses: Small-scale production of non-ferrous metals (aluminum, brass,
bronze)
Er Saurav KumarThakur 26
3.3 Sand casting
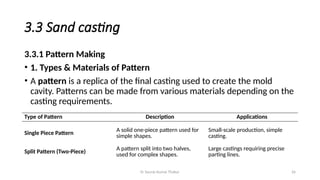
3.3.1 Pattern Making
• 1. Types & Materials of Pattern
• A pattern is a replica of the final casting used to create the mold
cavity. Patterns can be made from various materials depending on the
casting requirements.
Type of Pattern Description Applications
Single Piece Pattern
A solid one-piece pattern used for
simple shapes.
Small-scale production, simple
casting.
Split Pattern (Two-Piece)
A pattern split into two halves,
used for complex shapes.
Large castings requiring precise
parting lines.
27.
Er Saurav KumarThakur 27
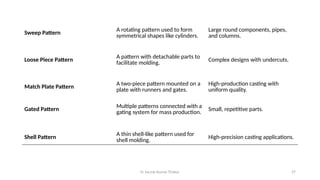
Match Plate Pattern
A two-piece pattern mounted on a
plate with runners and gates.
High-production casting with
uniform quality.
Loose Piece Pattern
A pattern with detachable parts to
facilitate molding.
Complex designs with undercuts.
Sweep Pattern
A rotating pattern used to form
symmetrical shapes like cylinders.
Large round components, pipes,
and columns.
Gated Pattern
Multiple patterns connected with a
gating system for mass production.
Small, repetitive parts.
Shell Pattern
A thin shell-like pattern used for
shell molding.
High-precision casting applications.
Er Saurav KumarThakur 29
3.3 Sand casting
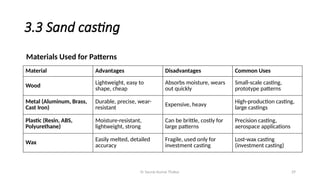
Material Advantages Disadvantages Common Uses
Wood
Lightweight, easy to
shape, cheap
Absorbs moisture, wears
out quickly
Small-scale casting,
prototype patterns
Metal (Aluminum, Brass,
Cast Iron)
Durable, precise, wear-
resistant
Expensive, heavy
High-production casting,
large castings
Plastic (Resin, ABS,
Polyurethane)
Moisture-resistant,
lightweight, strong
Can be brittle, costly for
large patterns
Precision casting,
aerospace applications
Wax
Easily melted, detailed
accuracy
Fragile, used only for
investment casting
Lost-wax casting
(investment casting)
Materials Used for Patterns
30.
Er Saurav KumarThakur 30
3.3 Sand casting
3.3.2 Sand Moulding
Sand moulding is a process in which a sand-based mold is used to shape molten metal into a
desired casting form. The sand mold is created using a pattern, and molten metal is poured into
the cavity to form the casting.
• Key Components of a Sand Mold
• Cope – The upper part of the mold.
• Drag – The lower part of the mold.
• Flask – The frame that holds the sand mold together.
• Molding Sand – A special mixture of sand and binders that holds the mold shape.
• Gating System – Channels (sprue, runners, and gates) through which molten metal flows into
the mold cavity.
• Vents – Small openings that allow gases to escape.
Er Saurav KumarThakur 32
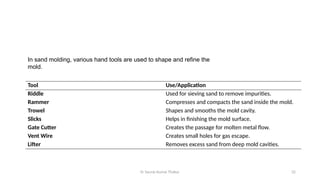
Tool Use/Application
Riddle Used for sieving sand to remove impurities.
Rammer Compresses and compacts the sand inside the mold.
Trowel Shapes and smooths the mold cavity.
Slicks Helps in finishing the mold surface.
Gate Cutter Creates the passage for molten metal flow.
Vent Wire Creates small holes for gas escape.
Lifter Removes excess sand from deep mold cavities.
In sand molding, various hand tools are used to shape and refine the
mold.
33.
Er Saurav KumarThakur 33
Type of Sand Properties Applications
Green Sand Moist, easily shaped, reusable General sand casting
Dry Sand Dried in an oven, stronger than
green sand
Large castings, heavy-duty
applications
Loam Sand
Clay-rich, sticky, high bonding
strength
Large-scale castings like boilers
Facing Sand
Fine-grain, provides smooth
surface finish
Outer layer of mold cavity
Backing Sand Coarse, supports facing sand Fills flask behind the facing sand
Core Sand Special sand for making cores Hollow castings
Types of Moulding Sand
34.
Er Saurav KumarThakur 34
• What is a Core?
• A core is a pre-formed sand structure placed inside the mold cavity to create hollow
sections in the final casting. Cores help form complex shapes that cannot be achieved
with standard molding.
Core Making Process
• Core Sand Preparation – Mixing sand with binders to improve strength.
• Core Box Preparation – A mold for shaping the core.
• Compaction – Filling and pressing the sand into the core box.
• Curing – Hardening the core using heat or chemical processes.
• Finishing – Cleaning and coating the core for better surface finish.
35.
Er Saurav KumarThakur 35
Applications of Cores
• Cylinder blocks and pipes – Hollow interiors.
• Turbine casings – Complex internal shapes.
• Valve bodies and engine manifolds – Precise internal cavities.
36.
Er Saurav KumarThakur 36
Finishing Process
• After casting, the final product undergoes finishing to remove imperfections and improve
quality.
Steps in Finishing
i. Shakeout – Removing the sand mold by vibrating the casting.
ii. Cleaning – Removing excess sand, metal, and scale using shot blasting or air blowing.
iii. Grinding and Fettling – Removing excess metal and sharp edges.
iv. Inspection – Checking for defects such as cracks, voids, or inclusions.
v. Heat Treatment (if required) – Improving mechanical properties through annealing,
tempering, or hardening.
vi. Surface Treatment – Applying coatings, polishing, or painting for durability and appearance.