Downloaded 80 times
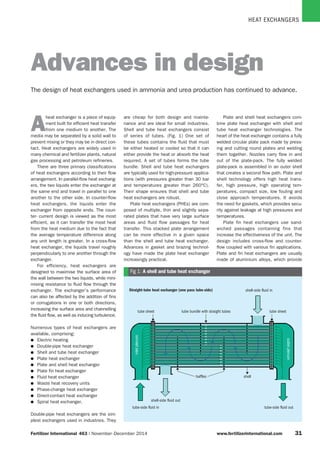




Heat exchangers transfer heat from one medium to another and come in many designs. Shell and tube heat exchangers consist of tubes bundled together within a shell and are commonly used for high pressure and temperature applications. Plate heat exchangers use thin, stacked plates to transfer heat efficiently in a compact space. Selection of the appropriate heat exchanger design considers factors like pressure limits, thermal performance, materials, and cost. Heat exchangers play an important role in many industrial processes like ammonia production.



































































