Downloaded 208 times


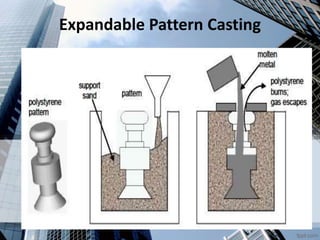
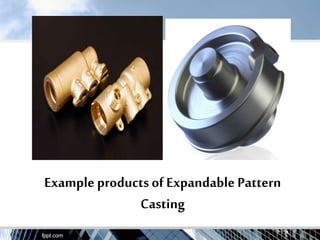
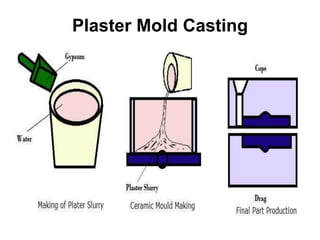
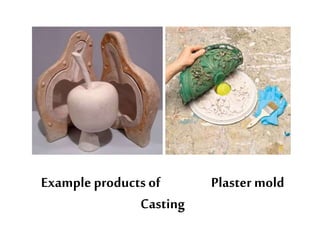



Expandable pattern casting and plaster mold casting are two types of expendable mold casting processes. Expandable pattern casting uses an expandable polystyrene pattern that is coated, embedded in sand in a flask, and then vaporized when molten metal is poured, leaving an exact replica of the pattern. Plaster mold casting similarly uses a plaster mold instead of sand and is best for smaller, non-ferrous metal castings due to temperature limitations of plaster. Both methods can produce complex, close-tolerance castings with minimal finishing required.