Smith, John
e:
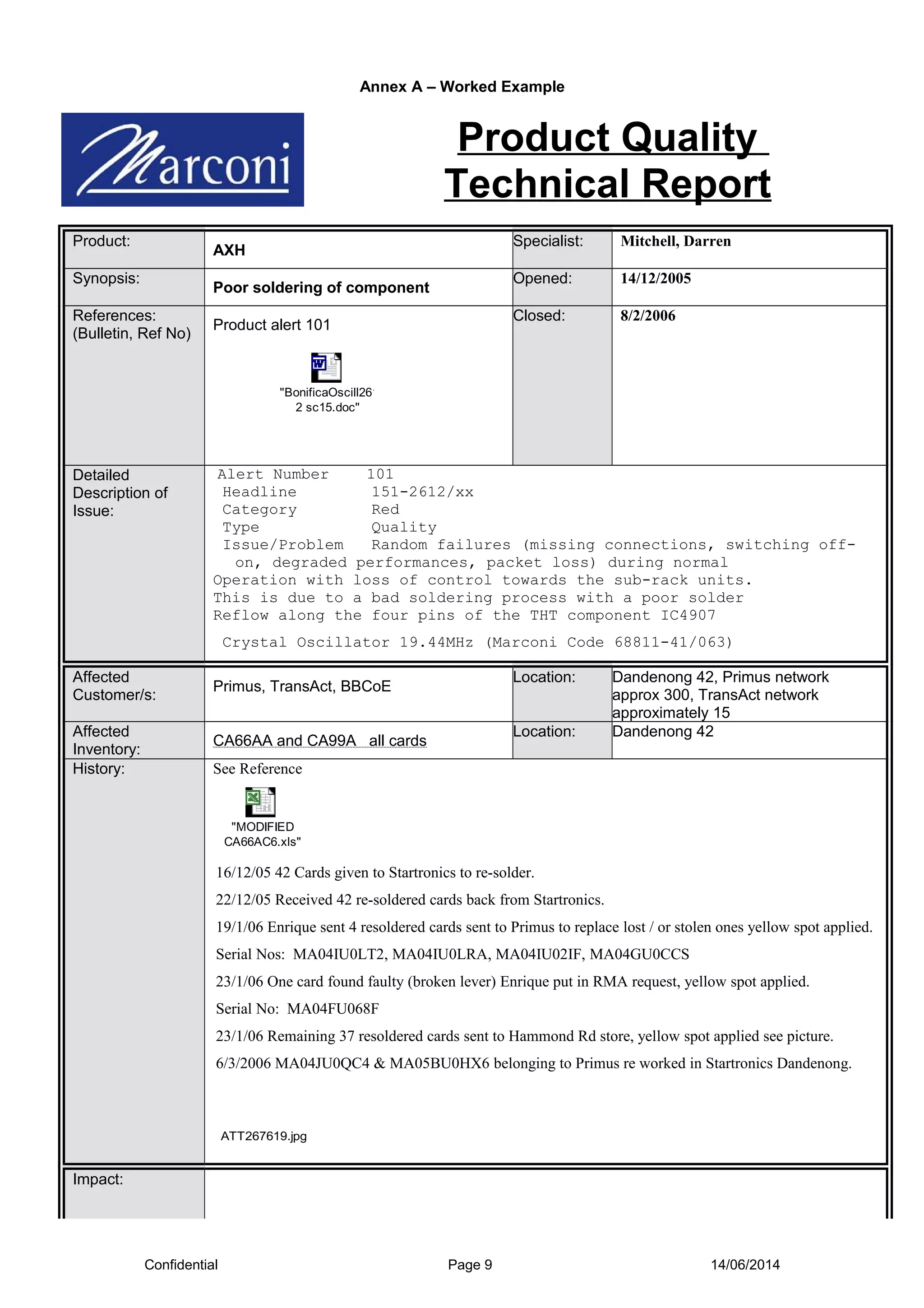
AXH-123
Details:
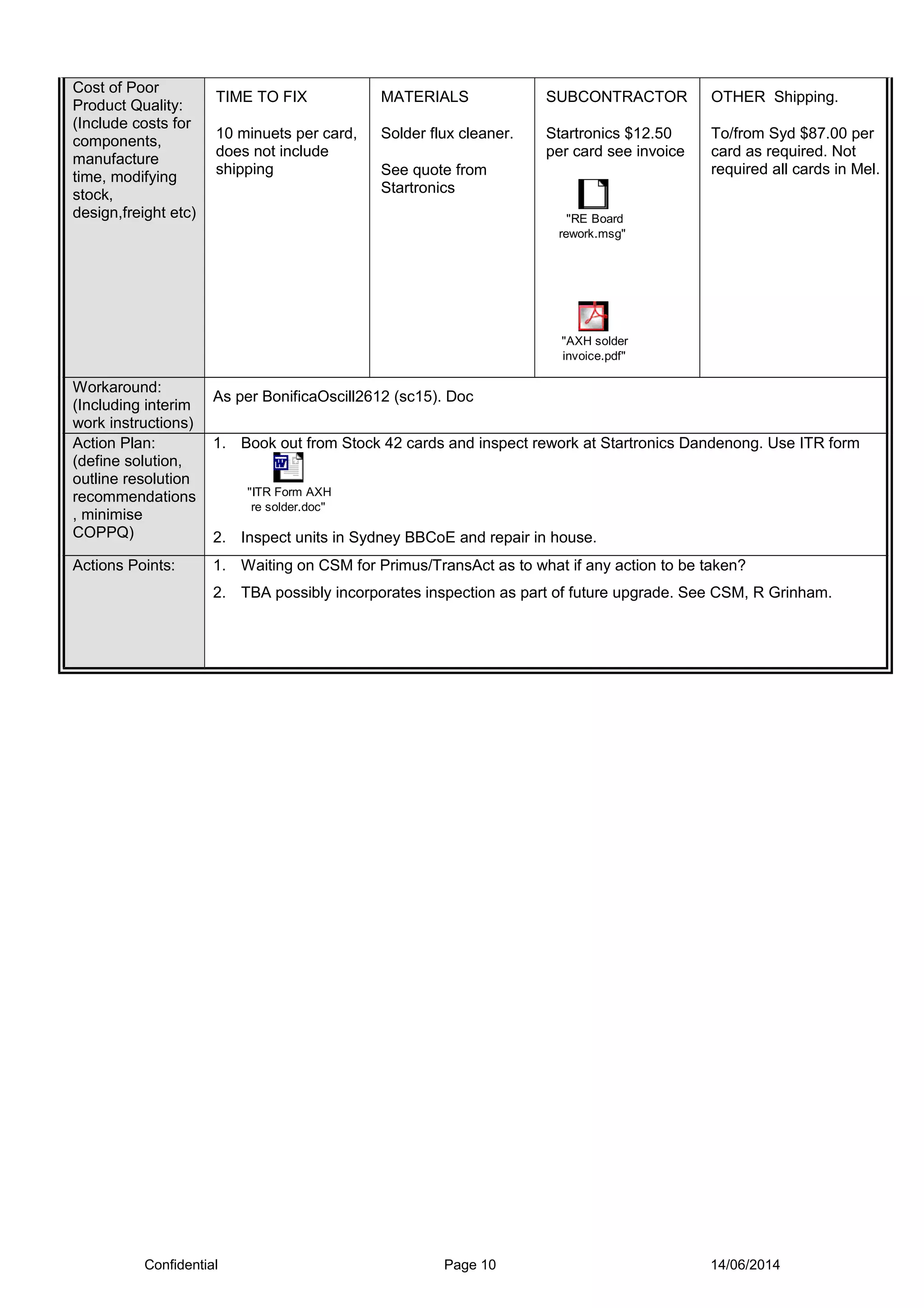
During final test of AXH-123, poor soldering was noted on the following components:
- Resistors R1, R2, R3
- Capacitors C1, C2
The solder joints were dry and cracked. This is likely caused by insufficient solder being applied during wave soldering.
Corrective Action:
The wave soldering process was reviewed and the following changes implemented:
- Solder pot temperature increased by 5 degrees C to improve wetting
- Dwell time over the wave increased by 1 second to allow better filling of joints
- Solder paste application checked to