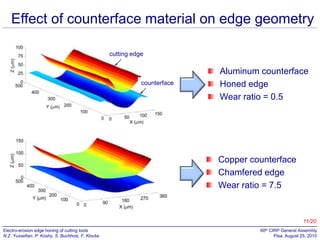
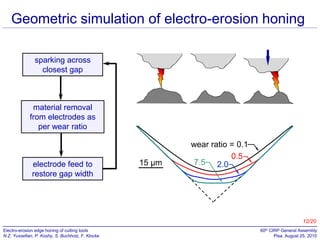
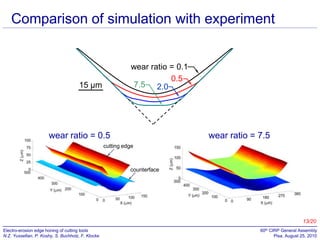
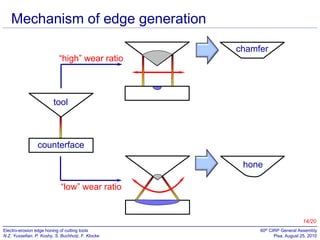
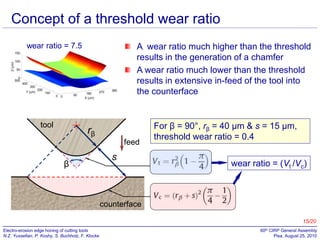
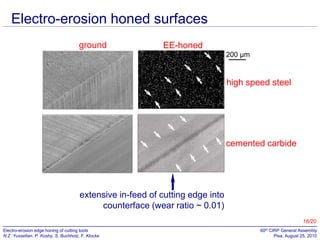
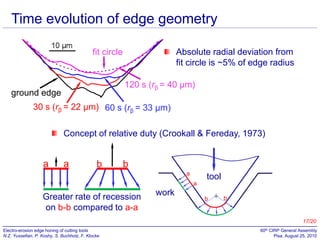
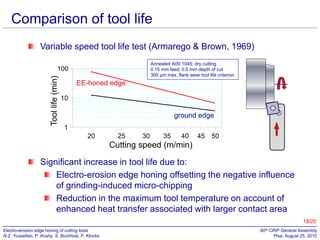
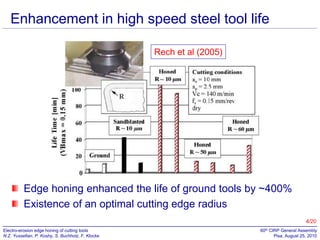
The document discusses electro-erosion edge honing as a method for preparing cutting tool edges. It finds that the counterface material used in electro-erosion honing critically influences the resulting edge geometry, with softer materials producing honed edges and harder materials producing chamfered edges. Experimental results show that electro-erosion honed cutting tool edges last significantly longer than conventionally ground edges when dry cutting steel. The process also achieves more consistent edge geometry between tools compared to conventional honing methods.
![Measurement of edge radius
NURBS model
point cloud data
circular regression
on profile data
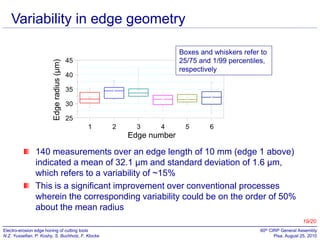
150
Knot Points
Edge Cross Section
Fitted Circle
Y [m]
100
50
confocal microscope
0
10/20
Electro-erosion edge honing of cutting tools
N.Z. Yussefian, P. Koshy, S. Buchholz, F. Klocke
-50
100
150
200
250
60th CIRP General Assembly
300Pisa, August 25, 2010
350
400](https://image.slidesharecdn.com/cirp2010pisa-140302080404-phpapp02/85/Electro-Erosion-Edge-Honing-10-320.jpg)