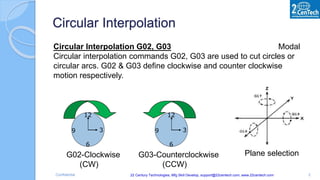
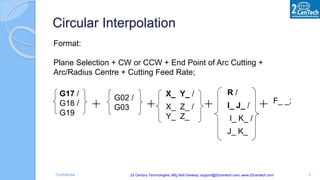
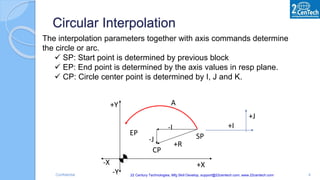
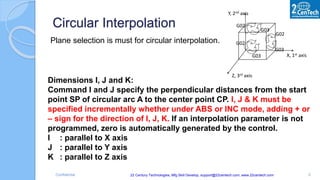
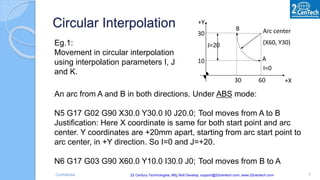
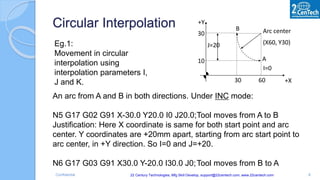
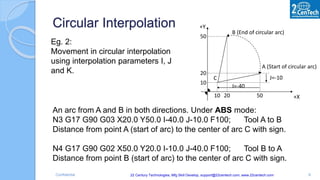
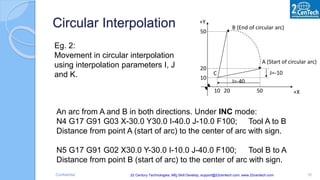
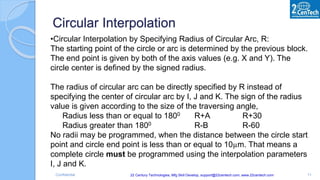
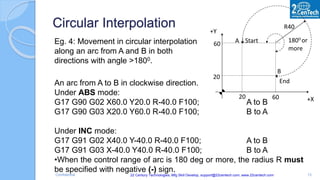
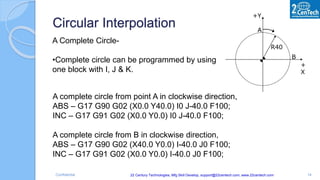
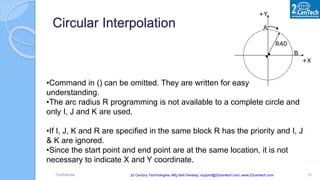
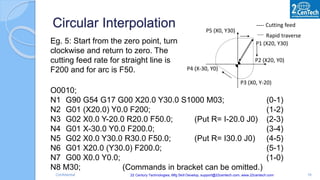
The document discusses circular interpolation commands G02 and G03 used in CNC programming to cut circular arcs and circles. It provides examples of using interpolation parameters I, J, and K to define the circle center point and radius R to specify the radius directly. It also covers programming full circles using one block with I, J, and K and differences between absolute and incremental programming modes.