Download to read offline







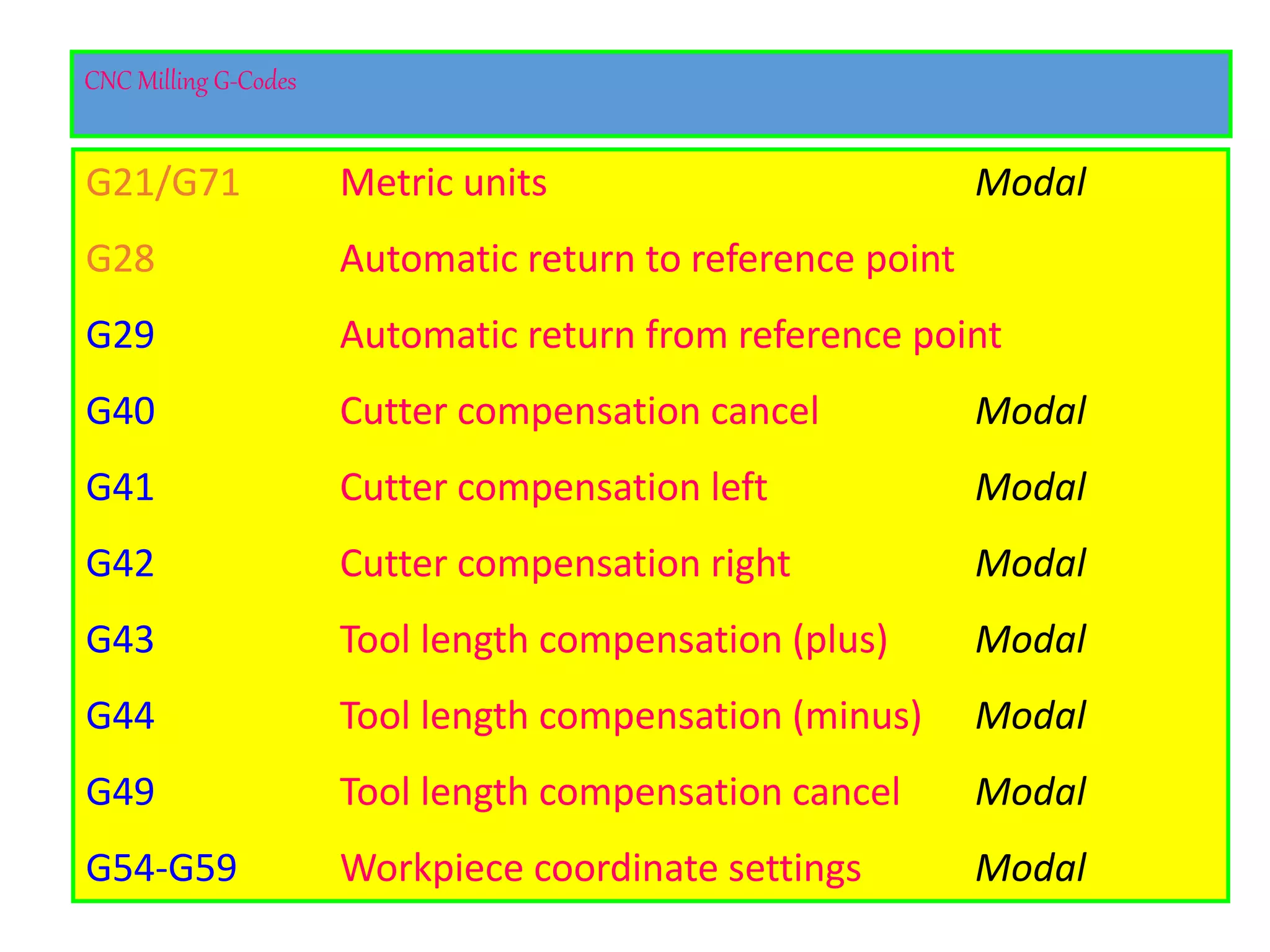

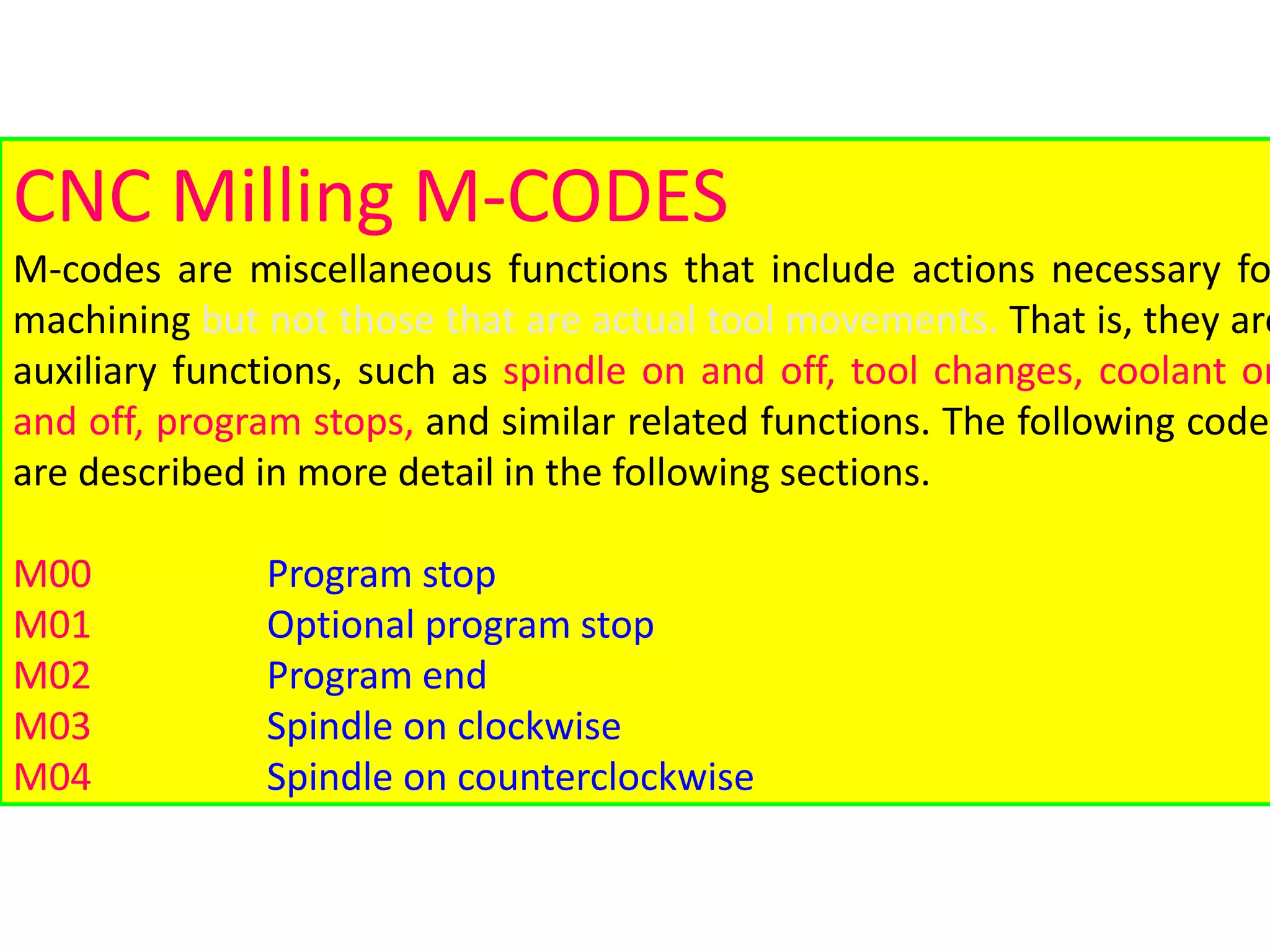


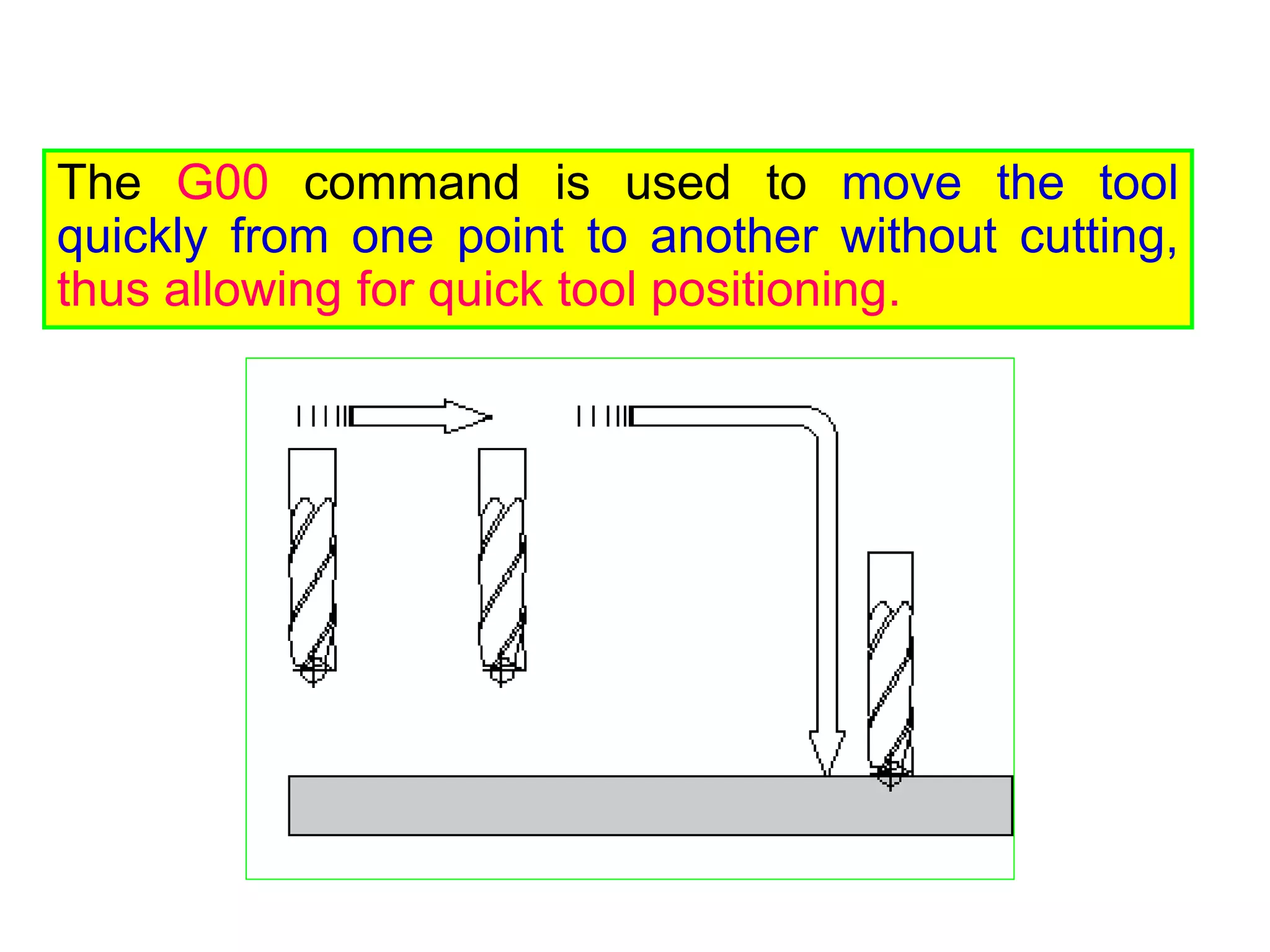












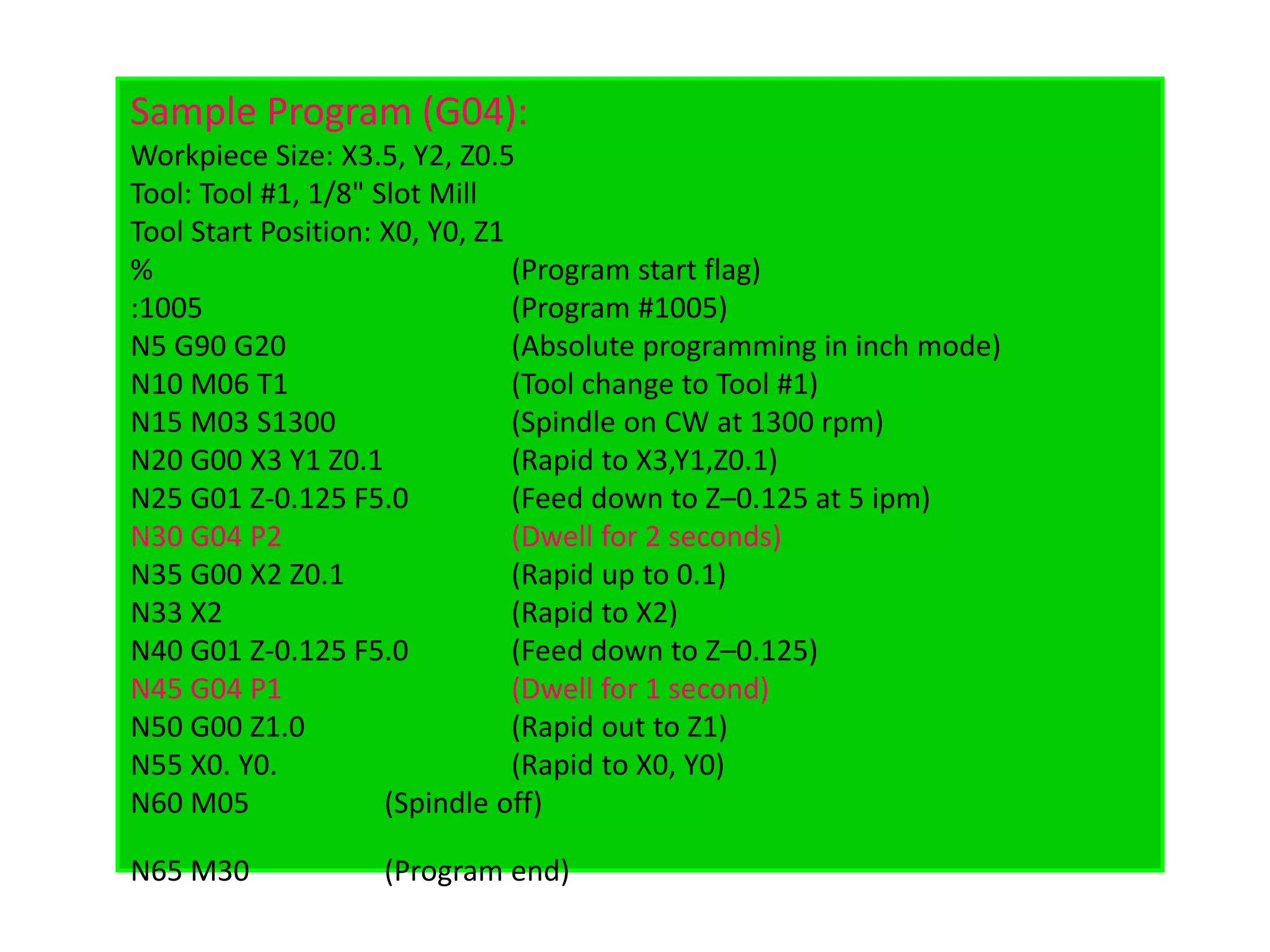









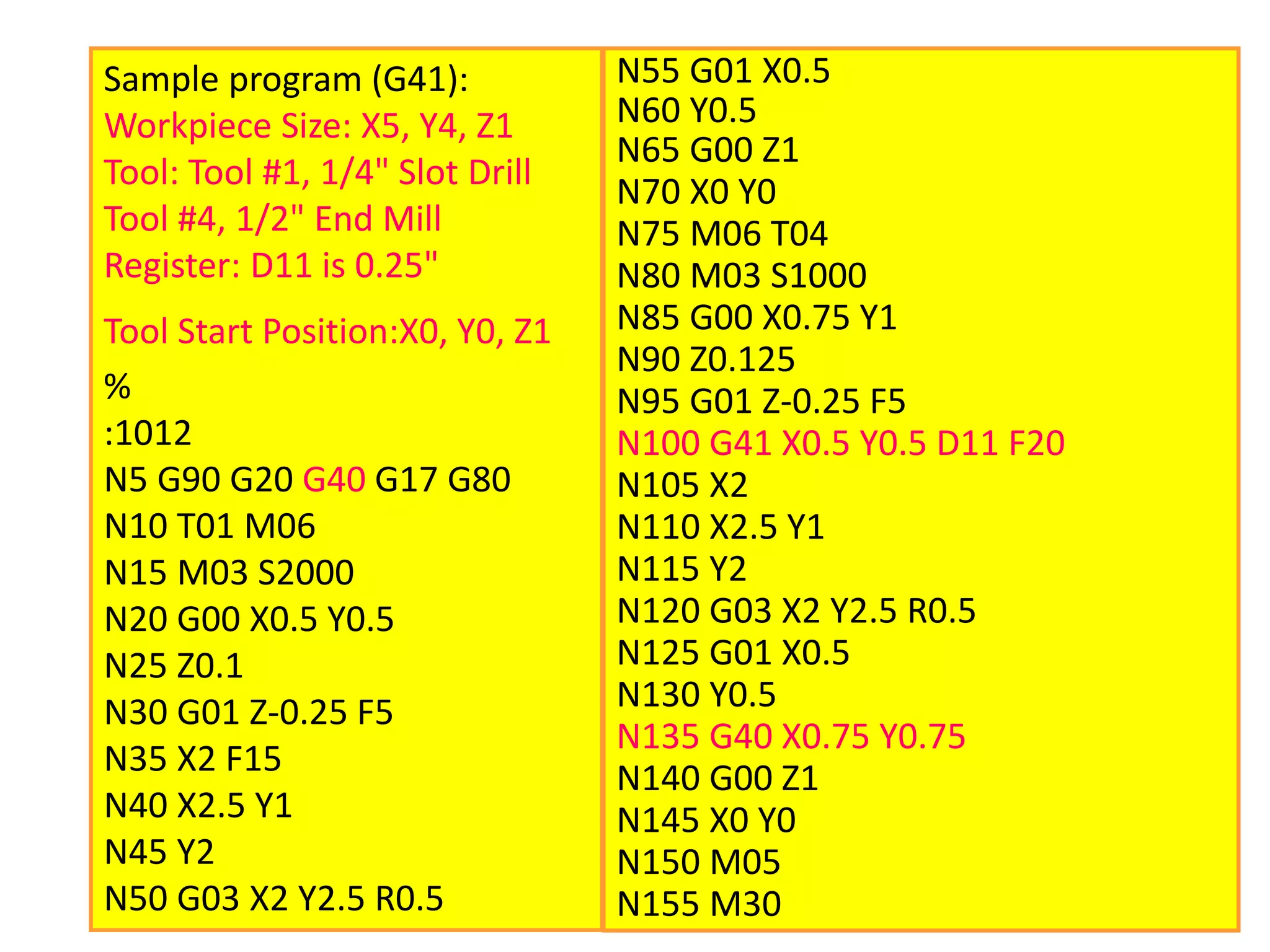

























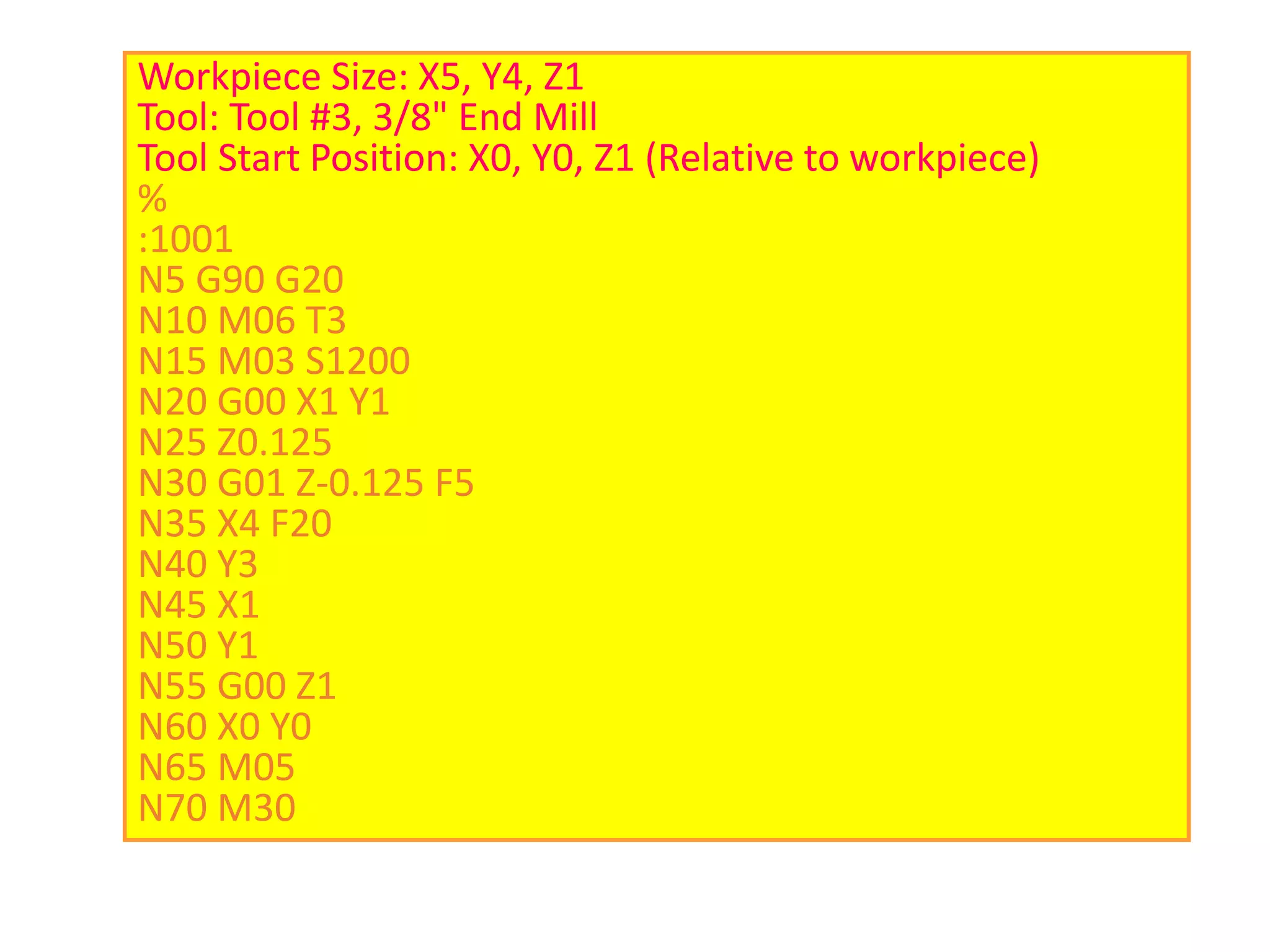

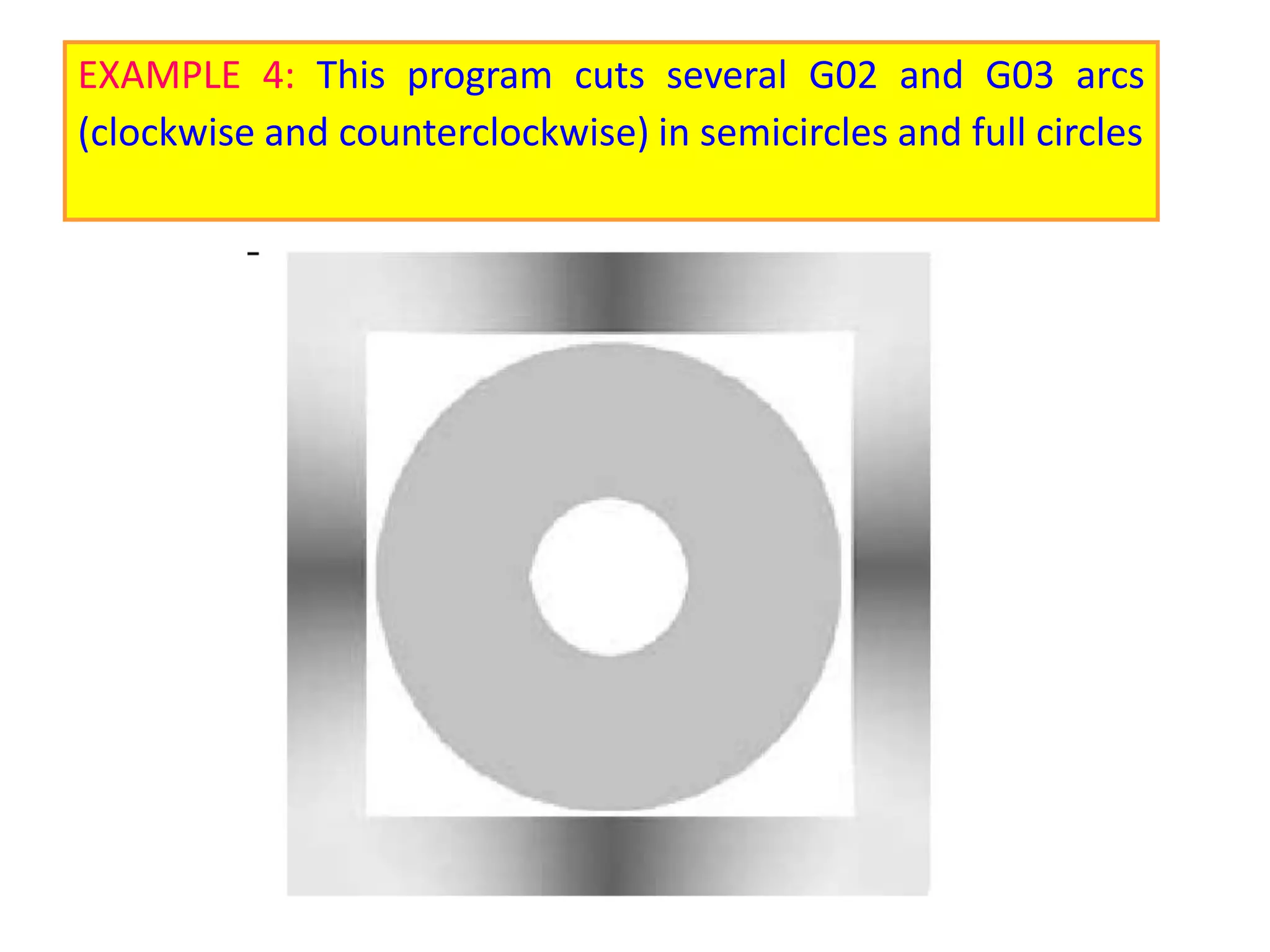
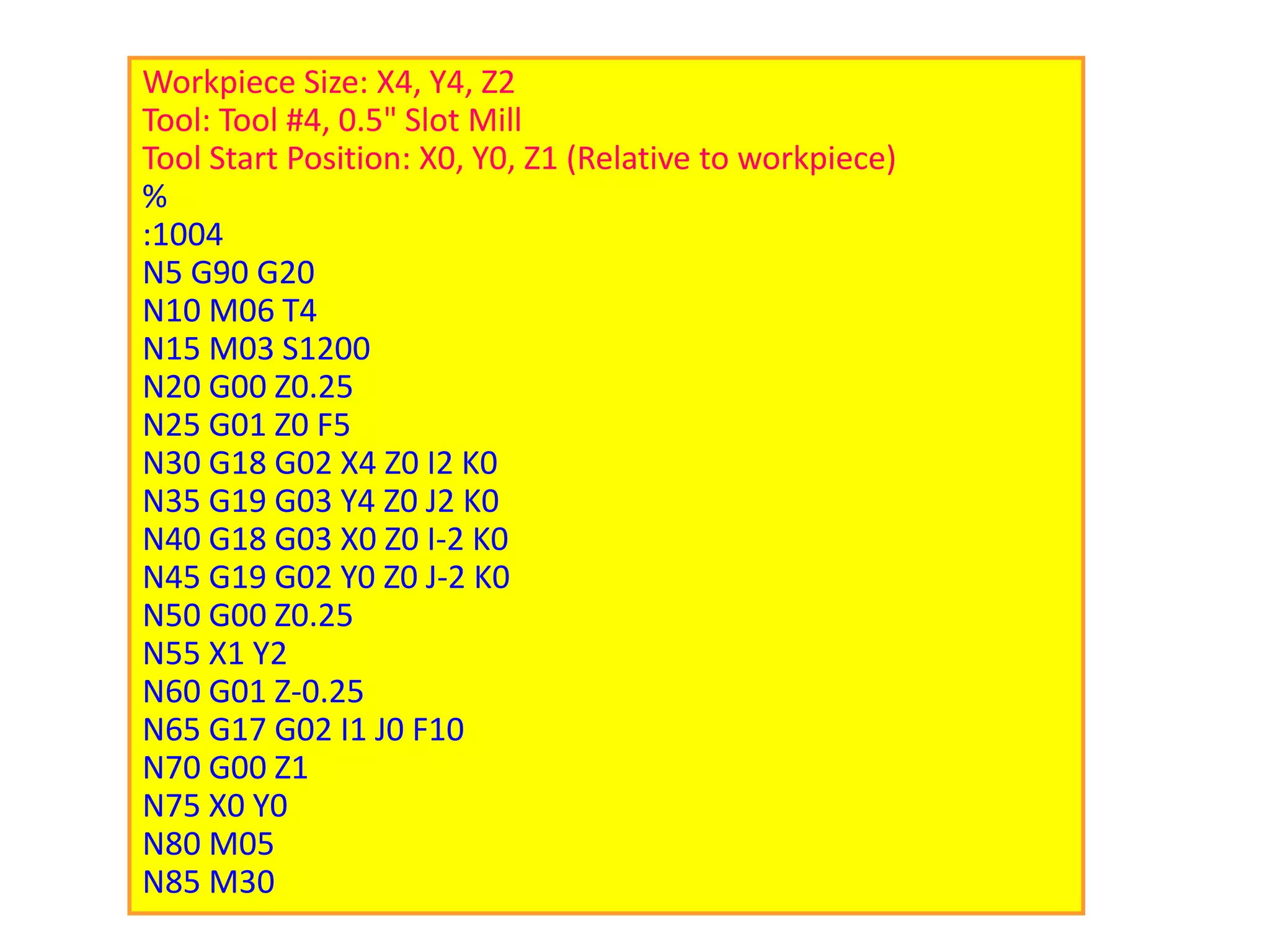

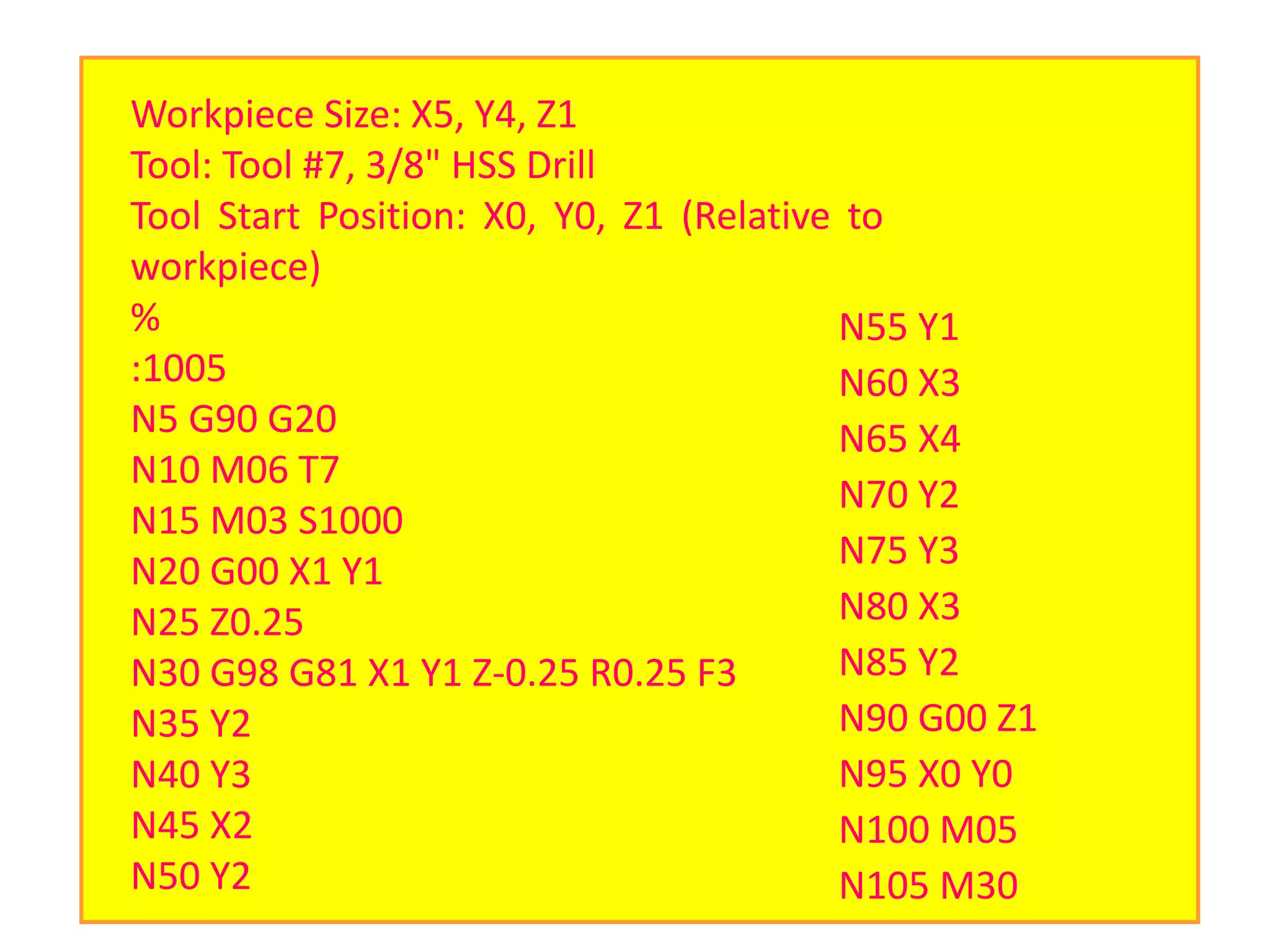
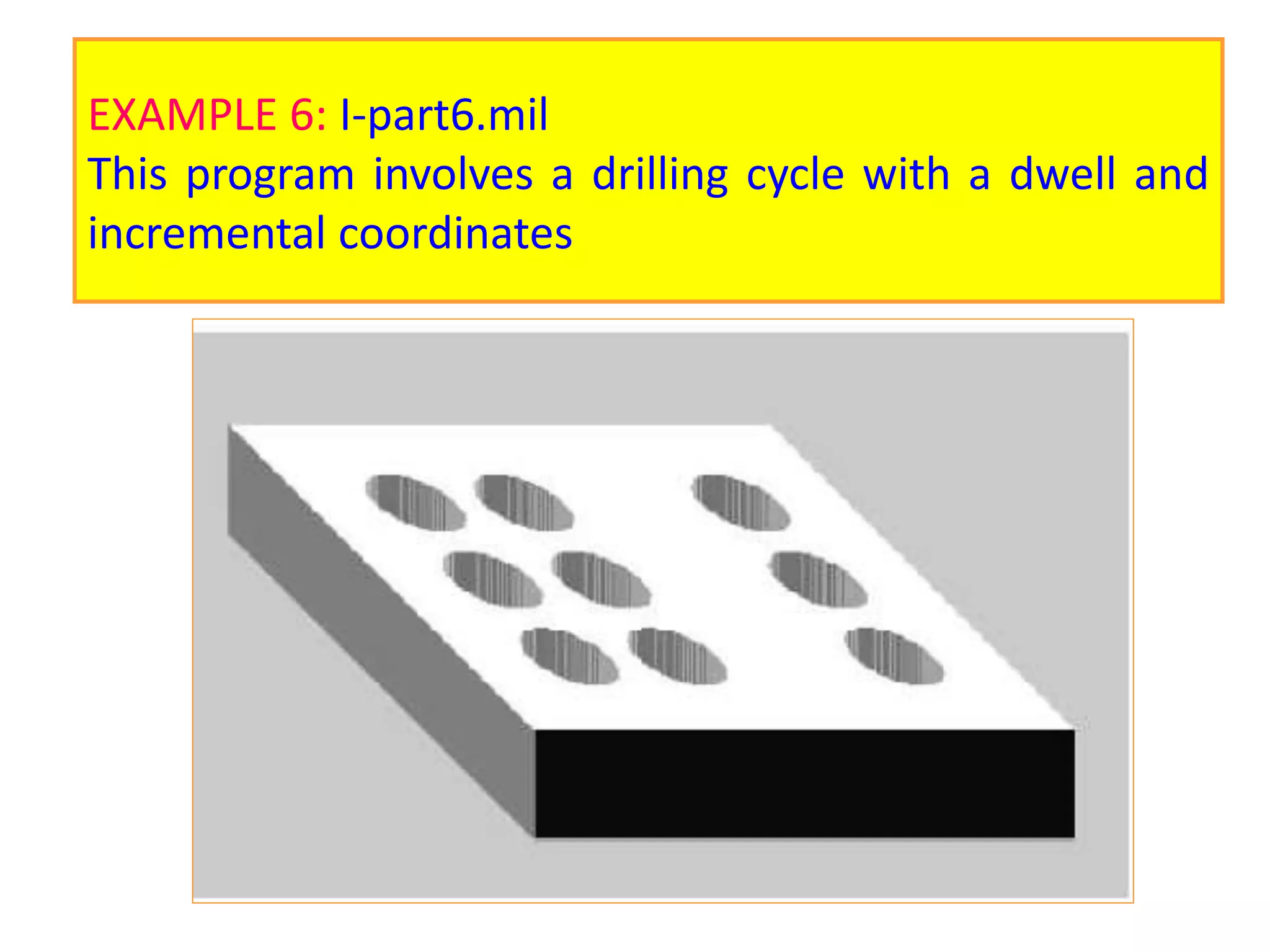
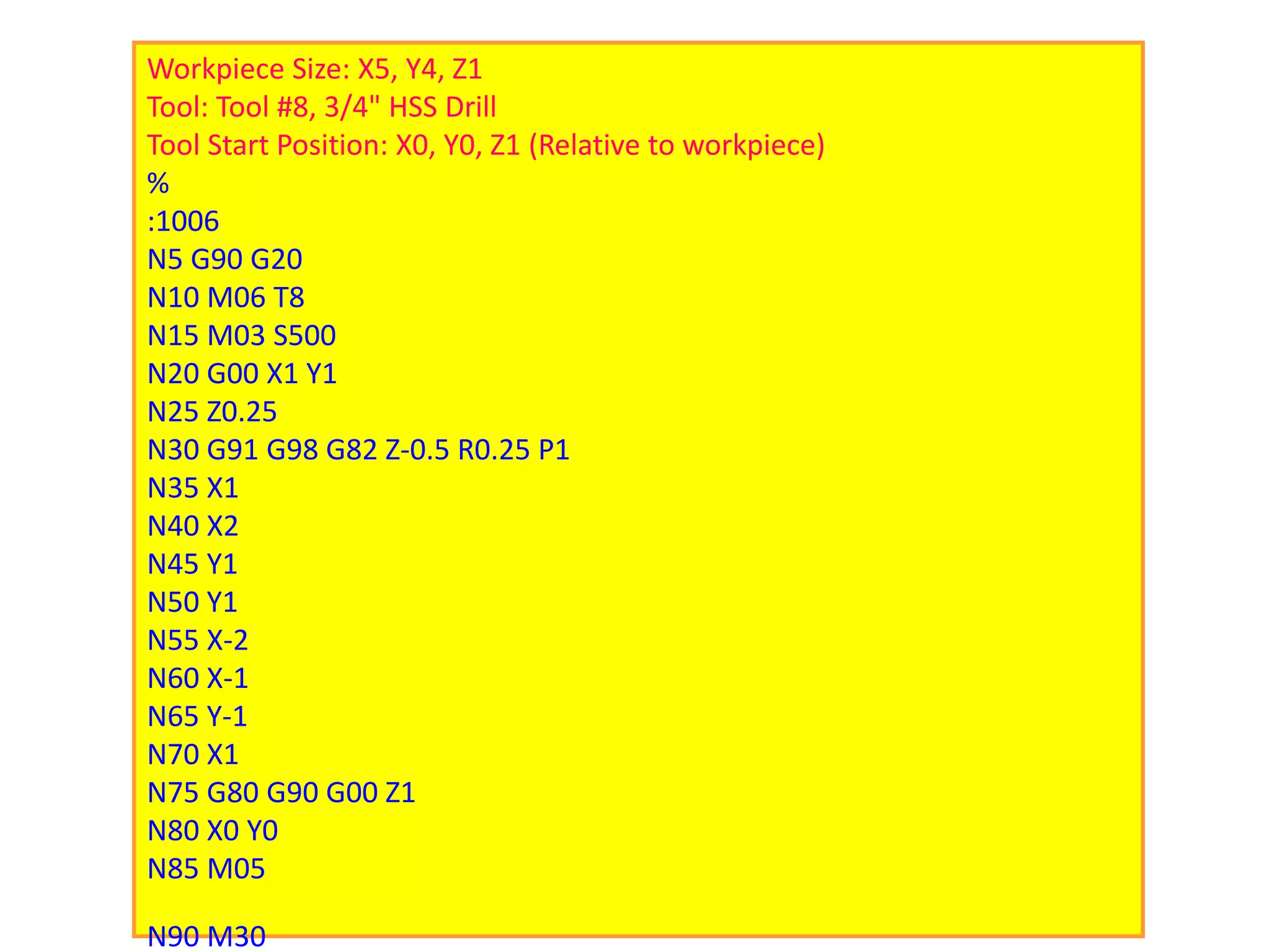

This document provides information on programming CNC milling machines. It discusses five categories of programming commands and techniques needed to maximize the power of modern CNC milling machines: 1) basic programming commands, 2) compensating offsets, 3) fixed cycles, 4) macro and subroutine programs, and 5) advanced programming features. It also provides details on specific programming codes like G-codes for tool motions and M-codes for miscellaneous functions. Sample programs are provided to demonstrate linear, circular and arc feed moves.