More Related Content

PPT
การจัดการคุณภาพ(Quality management) 
PPTX
Chapter 3 หลักการและแนวคิดการบริหารคุณภาพ 
PPTX
Chapter 4 บทบาทของการควบคุมคุณภาพกับงานอุตสาหกรรม 
PPTX
Chapter 2 ความหมายของการควบคุมคุณภาพ 
PPTX
Chapter 1 ประวัติความเป็นมาในการควบคุมคุณภาพ 
PPT

PPTX

PDF
What's hot

PPTX
PDF

PDF
บทที่ 1 การจัดการการผลิตและการปฏิบัติการ 
PPTX

PDF
บทที่ 4 การวางแผนกำลังการผลิต 
PDF
บทที่ 3 การออกแบบพัฒนาผลิตภัณฑ์และการบริการ2 new 
PDF
ตัวอย่างแผนธุรกิจPocket tissue 
PPT
การวางแผนและการควบคุมการผลิต 
PPTX
สื่อการสอน บทที่ 2 การดูแลรักษาเสื้อผ้า 
PDF
6.1 การผลิตสินค้าและบริการ 
PDF
แนวทางการควบคุมคุณภาพการผลิต 
PPTX

PDF
6.2 หลักการผลิตสินค้าและบริการอย่างมีประสิทธิภาพ 
DOCX
คำกล่าวต้อนรับคณะกรรมการประเมิน 
PDF

PDF
ใบความรู้+เสียงสูง เสียงต่ำขึ้นอยู่กับอะไร+ป.5+276+dltvscip5+54sc p05 f33-1page 
PPTX

PDF
From quality management to performance excellence 
PDF
พิธีเปิด ปิด กิจกรรมยุวกาชาด-เอกสาร56 
PDF
Similar to Chapter 5 เครื่องมือเพื่อการควบคุมคุณภาพ

PDF

PPTX
7 QC Tools เทศบาล MBA # 3 
PDF
Presentation 2012-11-13 การพัฒนาประสิทธิภาพด้านโลจิสติกส์ด้วยตัวชี้วัด 
PDF

PDF
การพัฒนาคุณภาพงานอย่างต่อเนื่อง 
PPT
บรรยาย Vehicle Khaoyai 4 Decission Making 
PPT

PDF

PDF
ใบงานที่ 5 การพัฒนาเครื่องมือ 
PDF
Effective Problem Solving 
PDF
การเขียนรายงาน How to write application report (part 3 of 4) 
PPT

PPT
Drawing Pareto Diagram by Excel2007 
PDF
2.1การวิเคราะห์และนำเสนอข้อมูลเชิงคุณภาพด้วยตารางความถี่ 
PDF

PDF

PDF
การทำความสะอาดข้อมูลสำหรับการวิเคราะห์ข้อมูล 
PDF
Big Data 101 : Chapter 8 Module 1 
PPTX

PDF
12 งานนำสนอ cluster analysis Chapter 5 เครื่องมือเพื่อการควบคุมคุณภาพ
- 1.
- 2.
- 3.
1.1 การค้นหาปัญหา ซึ่งปัญหาส่วนมากที่เป็นประเด็นในการค้นหาได้แก่ปัญหาใน
เรื่องคุณภาพของสินค้าหรือการให้บริการ(Q)ปัญหาทางด้านต้นทุนของการผลิตหรือ
การดาเนินการ(C) ปัญหาทางด้านการส่งมอบสินค้าหรือการให้การบริการ(D) และ
ปัญหาด้านความปลอดภัยในการทางาน (S) โดยกลุ่มผู้ระดมสมองพยายามหา
ปัญหาที่เกี่ยวข้องกับ QCDS นี้ให้มากที่สุด
1.2 แต่ละหน่วยงานคัดเลือกปัญหาจากหัวข้อที่ค้นพบมากมายจะต้องพิจารณา
ปัญหาทั้งหมดแล้วคัดเลือกเพียง 1 ปัญหา
1.3 นาปัญหาของกลุ่มหรือส่วนงานมาวิเคราะห์ว่าเกิดจากสาเหตุใด เป็นปัญหาจริง
หรือไม่
1.4 การคัดเลือกปัญหาโดยพิจารณาว่าสาเหตุใดที่กลุ่มสามารถดาเนินการได้ นั่น
คือสมาชิกกลุ่มสามารถแก้ปัญหานั้นได้
- 4.
2.1 การสารวจสภาพปัจจุบันทาได้โดยการเก็บข้อมูลของปัญหานั้น ๆว่าเกิดมาก-
น้อยแค่ไหน โดยการใช้ใบตรวจสอบหรือใช้การวิเคราะห์ข้อมูลที่มีอยู่
2.2 กาหนดเป้ าหมายของการดาเนินการว่าในการแก้ปัญหาจะมีเป้ าหมายเท่าใด
และใช้เวลานานเท่าใดในการบรรลุเป้ าหมายที่ได้กาหนดไว้
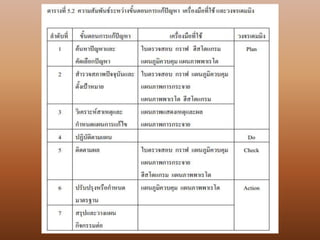
3.1 การวิเคราะห์สาเหตุของปัญหา ทาได้โดยการระดมสมองและวิเคราะห์
ความสัมพันธ์ของสาเหตุและผลโดยการใช้แผนภาพแสดงเหตุและผลเป็นเครื่องมือ
3.2 เลือกสาเหตุที่จะดาเนินการแก้ไขบนพื้นฐานคือ เป็นสาเหตุเร่งด่วนที่ต้องรีบแก้ไข
เพราะมีผลกระทบกับสาเหตุอื่นมาก
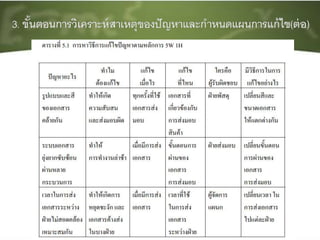
3.3 กาหนดแผนการแก้ไข ทาได้โดยนาสาเหตุที่สมาชิกกลุ่มสามารถดาเนินการแก้ไข
ได้มาหาวิธีการแก้ไข ด้วยการตอบคาถาม 6 ข้อตามหลักการของ 5W 1H
- 6.
- 7.
- 8.
- 10.
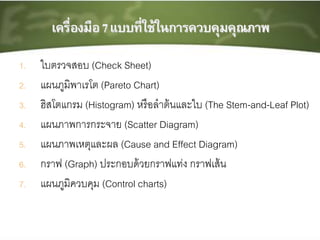
1. ใบตรวจสอบ (CheckSheet)
2. แผนภูมิพาเรโต (Pareto Chart)
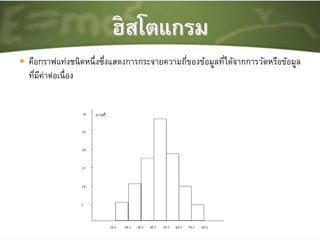
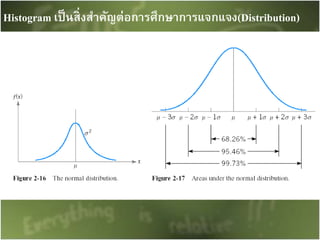
3. ฮิสโตแกรม (Histogram) หรือลาต้นและใบ (The Stem-and-Leaf Plot)
4. แผนภาพการกระจาย (Scatter Diagram)
5. แผนภาพเหตุและผล (Cause and Effect Diagram)
6. กราฟ (Graph) ประกอบด้วยกราฟแท่ง กราฟเส้น
7. แผนภูมิควบคุม (Control charts)
- 11.
- 12.
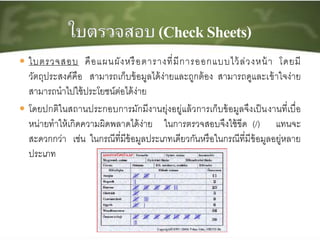
ใบตรวจสอบ คือแผนผังหรือตารางที่มีการออกแบบไว้ล่วงหน้าโดยมี
วัตถุประสงค์คือ สามารถเก็บข้อมูลได้ง่ายและถูกต้อง สามารถดูและเข้าใจง่าย
สามารถนาไปใช้ประโยชน์ต่อได้ง่าย
โดยปกติในสถานประกอบการมักมีงานยุ่งอยู่แล้วการเก็บข้อมูลจึงเป็นงานที่เบื่อ
หน่ายทาให้เกิดความผิดพลาดได้ง่าย ในการตรวจสอบจึงใช้ขีด (/) แทนจะ
สะดวกกว่า เช่น ในกรณีที่มีข้อมูลประเภทเดียวกันหรือในกรณีที่มีข้อมูลอยู่หลาย
ประเภท
- 13.
- 15.
- 16.
ปัญหาด้านคุณภาพเกิดขึ้นในรูปของการสูญเสีย (ของเสียหรือราคา ) สิ่งที่
สาคัญมากอย่างยิ่งคือ การตรวจสอบว่าการสูญเสียแจกแจงอย่างไร เพราะมัน
ต้องไม่แจกแจงอย่างปกติ แต่เป็นเป็นการแจกแจงเบ้สัมพันธ์กับชนิดของความ
บกพร่อง หรือสาเหตุของความบกพร่อง ชนิดของการแจกแจงเบ้นี้มีประโยชน์
อย่างยิ่งกับการแก้ปัญหา เพราะการสูญเสียส่วนใหญ่มักจะเนื่องมาจาก
ความบกพร่องเพียงสองสามชนิด(80-20) และการสูญเสียที่เกิดขึ้นจาก
ความบกพร่องเหล่านี้เกิดจากจานวนสาเหตุน้อยมาก ดังนั้นถ้าประเด็นปัญหาที่
สาคัญจานวนน้อยนี้สามารถพิสูจน์ได้ เราสามารถกาจัดการสูญเสียเกือบทั้งหมด
โดยสนใจที่สาเหตุเฉพาะเหล่านี้ แล้วจัดประเด็นปัญหาที่สาคัญน้อยจานวนมาก
ทิ้งในขณะนี้ก่อน โดยการใช้แผนภูมิพาเรโต้ เราสามารถแก้ปัญหาชนิดนี้ได้
อย่างมีประสิทธิภาพ
- 17.
- 18.
QC 7 Tools
Pareto
ตารางสรุปงานค้างส่ง
สินค้างานค้างส่ง % % สะสม
1.ปูนถง 45 76 76
2.ปูนผง 10 17 93
3.บล็อก 4 7 100
59 100
ปูนผง 3. บล็อก
0
10
20
30
40
50
60
70
80
90
100
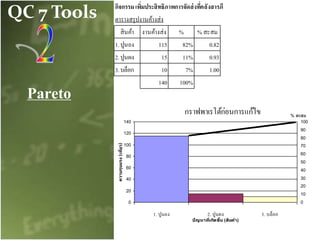
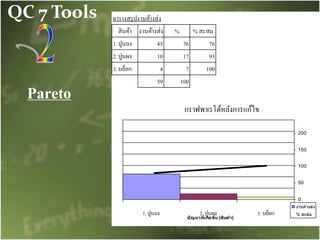
กราฟพาเรโต้หลังการแก้ไข
1. ปูนถง 2. ปูนผง 3. บล็อก
ปัญหาที่เกิดขึ้น (สินค้า)
0
50
100
150
200
งานค ้างส่ง
% สะสม
- 19.
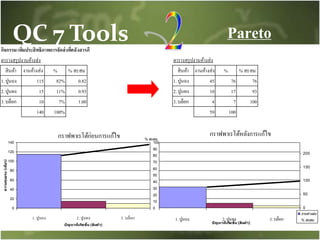
กิจกรรมเพิ่มประสิทธิภาพการจัดส่งที่คลังสารภี
ตารางสรุปงานค้างส่ง ตารางสรุปงานค้างส่ง
สินค้า งานค้างส่ง% % สะสม สินค้า งานค้างส่ง % % สะสม
1.ปูนถง 115 82% 0.82 1.ปูนถง 45 76 76
2.ปูนผง 15 11% 0.93 2.ปูนผง 10 17 93
3.บล็อก 10 7% 1.00 3.บล็อก 4 7 100
140 100% 59 100
กราฟพาเรโต้ก่อนการแก้ไข
0
20
40
60
80
100
120
140
1. ปูนถง 2. ปูนผง 3. บล็อก
ปัญหาที่เกิดขึ้น (สินค้า)
ความรุนแรง(เที่ยว)
0
10
20
30
40
50
60
70
80
90
100
% สะสม
กราฟพาเรโต้หลังการแก้ไข
1. ปูนถง 2. ปูนผง 3. บล็อก
ปัญหาที่เกิดขึ้น (สินค้า)
0
50
100
150
200
งานค ้างส่ง
% สะสม
QC 7 Tools Pareto
- 20.
- 21.
- 22.
- 23.
- 24.
4.350 4.366 4.3744.381 4.375 4.382 4.358 4.366 4.396 4.351
4.366 4.374 4.375 4.380 4.367 4.376 4.381 4.396 4.351 4.366
4.383 4.361 4.369 4.377 4.374 4.382 4.354 4.366 4.383 4.377
4.369 4.361 4.374 4.382 4.354 4.366 4.369 4.361 4.378 4.383
4.384 4.378 4.370 4.362 4.362 4.365 4.373 4.388 4.365 4.373
4.380 4.390 4.363 4.372 4.373 4.387 4.384 4.362 4.372 4.378
4.379 4.372 4.379 4.364 4.384 4.389 4.373 4.362 4.385 4.364
4.379 4.373 4.372 4.379 4.384 4.385 4.385 4.365 4.372 4.379
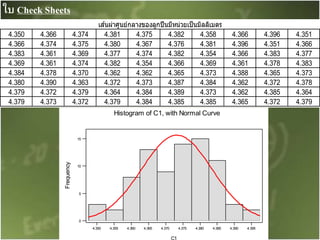
เส ้นผ่าศูนย์กลางของลูกปืนมีหน่วยเป็นมิลลิเมตร
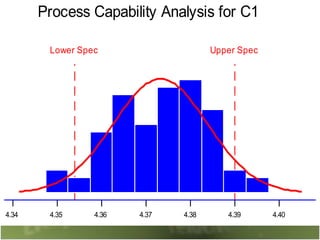
4.3954.3904.3854.3804.3754.3704.3654.3604.3554.350
15
10
5
0
Frequency
Histogram of C1, with Normal Curve
4.350 4.366 4.374 4.381 4.375 4.382 4.358 4.366 4.396 4.351
4.366 4.374 4.375 4.380 4.367 4.376 4.381 4.396 4.351 4.366
4.383 4.361 4.369 4.377 4.374 4.382 4.354 4.366 4.383 4.377
4.369 4.361 4.374 4.382 4.354 4.366 4.369 4.361 4.378 4.383
4.384 4.378 4.370 4.362 4.362 4.365 4.373 4.388 4.365 4.373
4.380 4.390 4.363 4.372 4.373 4.387 4.384 4.362 4.372 4.378
4.379 4.372 4.379 4.364 4.384 4.389 4.373 4.362 4.385 4.364
4.379 4.373 4.372 4.379 4.384 4.385 4.385 4.365 4.372 4.379
เส ้นผ่าศูนย์กลางของลูกปืนมีหน่วยเป็นมิลลิเมตร
15
10
5
Frequency
Histogram of C1, with Normal Curve
ใบ Check Sheets
- 25.
- 26.
- 27.
- 28.
- 29.
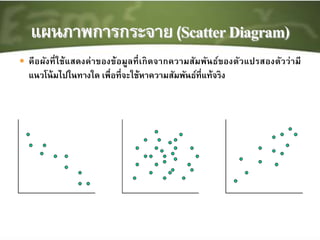
การวิเคราะห์ข้อมูลชนิดใดชนิดหนึ่งนั้น เครื่องมือที่ใช้งานคือแผนภูมิพาเรโต้
หรือฮีสโตแกรม แต่ปัญหาในชีวิตประจาวันนั้น มักจะมีกรณีที่มี 2 ข้อมูล
รวมกันอยู่ โดยเฉพาะอย่างยิ่งในการวิเคราะห์ปัญหา เมื่อเขียนแผนภูมิเหตุและ
ผลดูแล้ว จะพบว่ามีปัจจัยต่าง ๆ มากมายที่ปรากฏอยู่ เมื่อถึงขั้นตอน
ปฏิบัติการแก้ไขที่แท้จริงนั้น มักจะพิจารณาคัดเลือกปัจจัยที่มีผลกระทบกับ
ปัญหามากที่สุด โดยการจับความสัมพันธ์เชิงปริมาณระหว่างปัจจัยและค่า
ลักษณะสมบัติ (หรือผลลัพธ์) ที่เป็นปัญหา การวิเคราะห์ความสัมพันธ์จะเป็น
เครื่องมือที่มีประสิทธิผลอย่างมากในการทาความเข้าใจถึงความสัมพันธ์
ระหว่างข้อมูล 2 ชนิดได้
- 30.
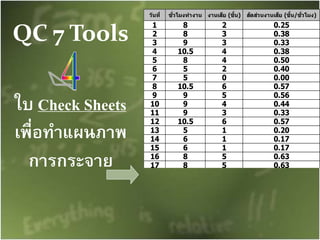
QC 7 Tools
ใบCheck Sheets
เพื่อทาแผนภาพ
การกระจาย
วันที่ ชั่วโมงทางาน งานเสีย (ชิ้น) สัดส่วนงานเสีย (ชิ้น/ชั่วโมง)
1 8 2 0.25
2 8 3 0.38
3 9 3 0.33
4 10.5 4 0.38
5 8 4 0.50
6 5 2 0.40
7 5 0 0.00
8 10.5 6 0.57
9 9 5 0.56
10 9 4 0.44
11 9 3 0.33
12 10.5 6 0.57
13 5 1 0.20
14 6 1 0.17
15 6 1 0.17
16 8 5 0.63
17 8 5 0.63
18 10.5 5 0.48
19 15 10 0.67
20 15 10 0.67
21 5 0 0.00
22 5 0 0.00
23 10.5 5 0.48
24 10.5 4 0.38
25 5 0 0.00
- 31.
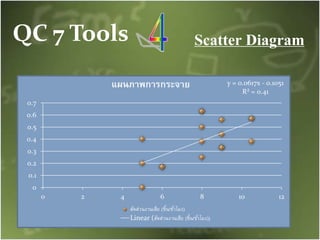
QC 7 ToolsScatter Diagram
y = 0.0617x - 0.1051
R² = 0.41
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0 2 4 6 8 10 12
แผนภาพการกระจาย
สัดส่วนงานเสีย (ชิ้น/ชั่วโมง)
Linear (สัดส่วนงานเสีย (ชิ้น/ชั่วโมง))
- 32.
- 33.
QC 7 ToolsFish Bone Diagram
ผังแสดงเหตุและผล (Cause and Effect Diagram)
ผังแสดงเหตุและผล อาจจะเรียกย่อ ๆ ว่า ผังก้างปลา หรือถ้าเรียกเป็น
ภาษาอังกฤษอาจจะใช้ตัวย่อว่า CE Diagram ซึ่งมีนิยามปรากฏในมาตรฐานของญี่ปุ่น หรือ
JIS Standards ( Japanese Industrial Standards) ในมาตรฐาน JIS ได้ระบุนิยามของ CE
Diagram ไว้ดังนี้คือ ผังที่แสดงความสัมพันธ์ระหว่างคุณลักษณะทางคุณภาพ กับ
ปัจจัยต่าง ๆ ที่เกี่ยวข้อง
คาอธิบาย คุณสมบัติหรือคุณลักษณะทางคุณภาพ ( Quality Characteristics ) คือ
ผลที่เกิดขึ้นจากเหตุ ซึ่งก็คือปัจจัยต่าง ๆ ที่เป็นต้นเหตุของคุณลักษณะอันนั้นหรือ
อาจจะกล่าวอีกนัยหนึ่งว่า เป็นแผนผังที่ใช้ในการวิเคราะห์ค้นหาสาเหตุต่าง ๆว่า มี
อะไรบ้างที่มาเกี่ยวข้องกัน สัมพันธ์ต่อเนื่องกันอย่างไรจึงทาให้ผลปรากฏตามมาในขั้น
สุดท้าย โดยวิธีการระดมความคิดอย่างเป็นอิสระของทุกคนในกลุ่มกิจกรรมด้านการ
ควบคุมคุณภาพ
- 34.
QC 7 ToolsFish Bone Diagram
ประโยชน์ของการใช้ผังก้างปลา
1.ใช้เป็นเครื่องมือในการระดมความคิดจากสมองของทุกคนที่เป็นสมาชิกกลุ่ม
คุณภาพอย่างเป็นหมวดหมู่ ซึ่งได้ผลมากที่สุด
2. แสดงให้เห็นสาเหตุต่าง ๆ ของปัญหา ของผลที่เกิดขึ้นที่มีมาอย่างต่อเนื่อง จนถึง
ปมสาคัญที่จานาไปปรับปรุงแก้ไข
3. แผนผังนี้สามารถนาไปใช้ในการวิเคราะห์ปัญหาต่าง ๆ ได้มากมาย ทั้งในหน้าที่
การงาน สังคม แม้กระทั่งชีวิตประจาวัน
- 35.
QC 7 ToolsFish Bone Diagram
โครงสร้างของผังก้างปลา
ผังก้างปลาหรือผังแสดงเหตุและผล ประกอบด้วยส่วนสาคัญ 2 ส่วน คือ
ส่วนโครงกระดูกที่เป็นตัวปลา ซึ่งได้รวบรวมปัจจัย อันเป็นสาเหตุของปัญหา และ
ส่วนหัวปลา ที่เป็นข้อสรุปของสาเหตุที่กลายเป็นตัวปัญหา โดยตามความนิยมจะ
เขียนหัวปลาอยู่ทางขวามือและตัวปลา (หางปลา) อยู่ทางซ้ายมือเสมอ
- 36.
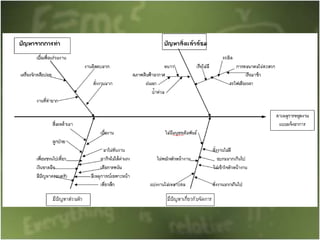
QC 7 ToolsFish Bone Diagram
Link
การเจียรแต่รอยชารุด
หลังเชื่อมต่อใช้เวลา
มาก
วิธีการซ่อมเครื่องมือ
เครื่องมือผู้ปฏิบัติงาน
เครื่องมือไม่เหมาะสม
กับชิ้นงาน
ใช้เครื่องมือธรรมดา
ทดแทน
รอยเชื่อมพอกหนาเกินไปและต้องพัก
ชิ้นงานเพื่อคลายความร้อนขณะทาการ
เชื่อม
ชิ้นงานบิดตัวได้ถ้า
ร้อนเกินไป
ฝีมือเจ้าหน้าที
ต้องการความแม่นยา
สูง
การเจียรแต่ง Partition
ต้องให้พื้นที่ Nozzle
ตามเกณฑ์คู่มือ
กาหนด
ซับซ้อน
จานวนใบ
Partition 62 ใบ
มีรอยชารุด
เกือบทุกใบ
ขาด
ประสบการณ์ เมื่อยล้า
ใช้หัวเจียร
ขนาดใหญ่
- 38.
- 39.
- 42.
- 43.
- 44.
- 45.
- 46.
- 47.
- 48.
- 49.
- 50.
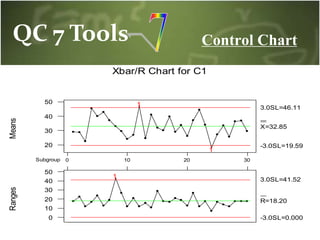
QC 7 ToolsControl Chart
3020100
50
40
30
20
Subgroup
Means
1
1
X=32.85
3.0SL=46.11
-3.0SL=19.59
50
40
30
20
10
0
Ranges
1
R=18.20
3.0SL=41.52
-3.0SL=0.000
Xbar/R Chart for C1
- 51.
QC 7 ToolsControl Chart
1. แผนภูมิควบคุมเชิงปริมาณ เป็นแผนภูมิที่ได้จากข้อมูลที่วัดค่าในลักษณะ
ต่อเนื่องเป็นตัวเลขที่ได้จากการชั่ง ตวง วัด เช่น การวัดกาลังบิดของ
เครื่องยนต์ , การวัดความยาวของตะปู , การวัดความยาวของ
เส้นผ่าศูนย์กลางของปากขวดน้าอัดลม เป็นต้น
2. แผนภูมิควบคุมเชิงคุณภาพ เป็นแผนภูมิที่ได้จากข้อมูลที่วัดค่าในลักษณะ
คุณภาพงาน เป็นการตรวจสอบคุณภาพของสินค้า โดยอาจจะเป็นการนับ
จานวนของเสีย , จานวนรอยตาหนิ เป็นต้น
p-chart , np-chart , c-chart , u-chart
chartx chartR chart
- 53.
แบบฝึกหัดที่ 4 เรื่องเครื่องมือเพื่อการควบคุมคุณภาพ
1) The seven tools of quality control : 7 QC tools ประกอบด้วย
อะไรบ้าง
2) การแก้ปัญหาขององค์กรประกอบด้วย 7 ขั้นตอน ประกอบด้วย
อะไรบ้าง
3) จงอธิบายวิธีการแก้ไขปัญหาตามหลักการ 5W 1H
4) การแก้ปัญหาขององค์กรในขั้นตอนที่ 1 การค้นหาปัญหาและ
คัดเลือกปัญหา จะใช้เครื่องมือชนิดใดในการแก้ปัญหา
5) วงจรเดมมิง สัมพันธ์กันอย่างไรกับการแก้ปัญหาขององค์กรทั้ง 7
ขั้นตอน