Here are the calculations to find utilization given the information provided:
Effective capacity = 80 units per day
Design capacity = 100 units per day
Efficiency = 50%
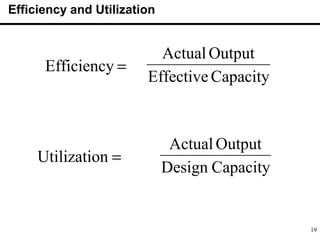
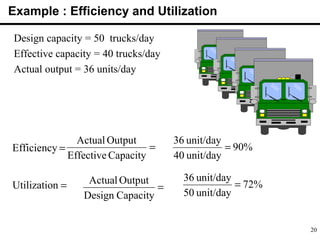
Efficiency = (Actual Output)/(Effective Capacity) = .5
(Actual Output)/(80) = .5
Actual Output = 40
Utilization = (Actual Output)/(Design Capacity)
Utilization = 40/100
Utilization = .4 or 40%
Therefore, given the information provided, the utilization is 40%.