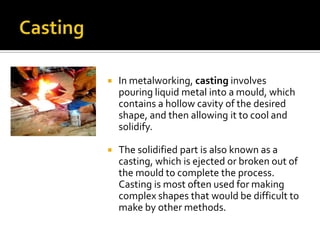
Casting is a process where liquid material is poured into a mold and allowed to solidify. The solidified part that is formed is known as a casting. Casting dates back thousands of years, with early humans casting materials like gold, silver, and copper. The basic casting process of melting material, using patterns to form molds, and allowing the material to solidify has remained the same, though furnace technology, mold materials, and allowed alloys have advanced over time.










































































![ Shrinkage defects
Shrinkage defects occur when feed metal is not available to compensate
for shrinkage as the metal solidifies. Shrinkage defects can be split into two
different types: open shrinkage defects and closed shrinkage defects. Open
shrinkage defects are open to the atmosphere , therefore as the shrinkage cavity
forms air compensates. There are two types of open air defects: pipes and caved
surfaces. Pipes form at the surface of the casting and burrow into the casting,
while caved surfaces are shallow cavities that form across the surface of the
casting.
Closed shrinkage defects, also known as shrinkage porosity, are defects that form
within the casting. Isolated pools of liquid form inside solidified metal, which are
called hot spots. The shrinkage defect usually forms at the top of the hot spots.
They require a nucleation point, so impurities and dissolved gas can induce
closed shrinkage defects. The defects are broken up into macro porosity and micro
porosity (or micro shrinkage), where macro porosity can be seen by the naked eye
and micro porosity cannot.[4][5]](https://image.slidesharecdn.com/casting-111116231645-phpapp02-120218091134-phpapp02/85/Casting-111116231645-phpapp02-79-320.jpg)

















































![New%20addendum[1]](https://cdn.slidesharecdn.com/ss_thumbnails/new20addendum1-110510163345-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)





















![Fliu[1]](https://cdn.slidesharecdn.com/ss_thumbnails/fliu1-121016110049-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)


![Metallurgycasting 1262179524-phpapp01[1]](https://cdn.slidesharecdn.com/ss_thumbnails/metallurgycasting-1262179524-phpapp011-120218083107-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)
![423%20outline%202011[1]](https://cdn.slidesharecdn.com/ss_thumbnails/42320outline2020111-120218000422-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)

![15 10%20 web[1]](https://cdn.slidesharecdn.com/ss_thumbnails/15-1020web1-120218000926-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)




















