Downloaded 112 times



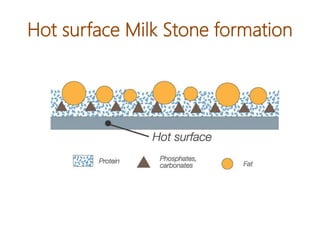













































The document discusses the importance of cleaning agents in the dairy and food industry, highlighting the shortcomings of synthetic detergents, particularly in removing milk stones and their environmental impact. Enzyme-based detergents are emerging as a more effective and eco-friendly alternative, exhibiting greater efficiency and biodegradability. The document emphasizes the need for advanced cleaning solutions to address challenges like membrane fouling and biofilm formation in food processing environments.





























































