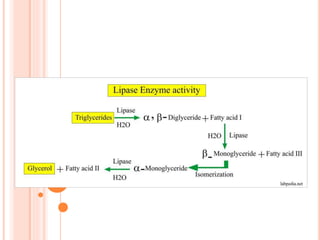
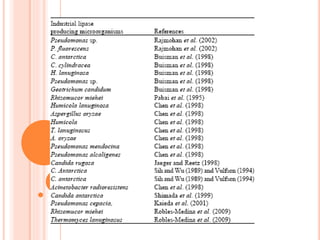
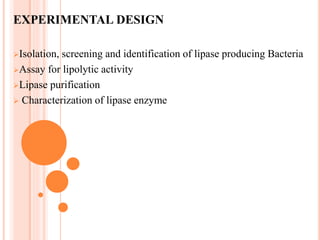
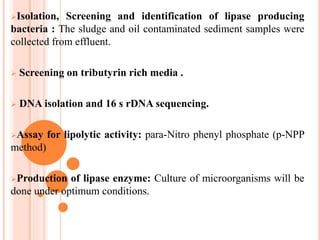
The document discusses lipase production and purification, including enzyme characteristics, classification, and industrial applications. It details the experimental design for isolating and screening lipase-producing microorganisms, as well as methods for enzyme production, purification, and characterization. Various applications of lipases in the food, pharmaceutical, and detergent industries are highlighted.





















































































![Polymer [ बहुलक ] Chemistry Notes PDF - Irfanullah Mehar - JJ Sir Chemistry.pdf](https://cdn.slidesharecdn.com/ss_thumbnails/polymerchemistrynotespdf-irfanullahmehar-jjsirchemistry-260210172118-3f9b37f7-thumbnail.jpg?width=640&height=640&fit=bounds)


