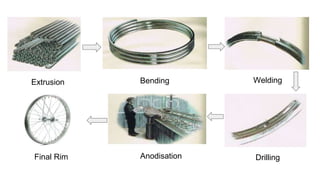
The document details the fixed gear bicycle manufacturing process, emphasizing the significance of the main frame, materials, and advanced manufacturing techniques. It outlines the importance of frame components, the evolution of materials from steel to aluminum and composites, and the intricate processes involved in creating seamless tubes and aligning frames. Additionally, it covers the production of wheels, sprockets, and chains, highlighting traditional and non-traditional methods in bicycle component manufacturing.

















































































![Attack surfaces and attack tress[inform]](https://cdn.slidesharecdn.com/ss_thumbnails/lecture03-260108015941-a4dee53b-thumbnail.jpg?width=640&height=640&fit=bounds)



