This document provides a summer training report submitted by an engineering student on their training at Bhushan Steel Ltd. It includes:
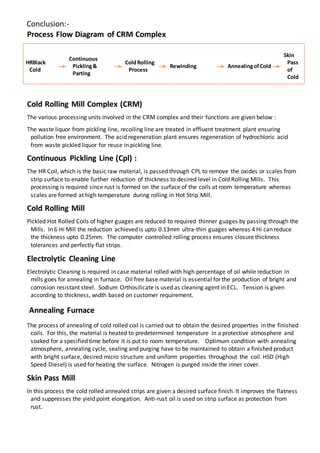
- An introduction describing the various cold rolling mill operations studied during the training.
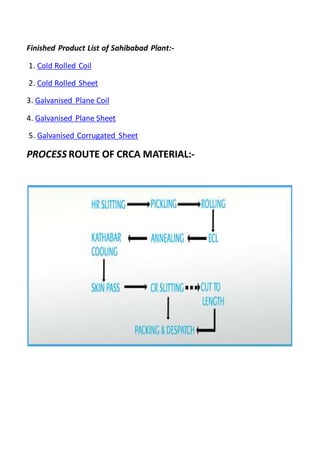
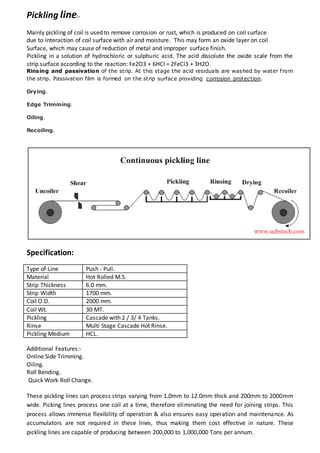
- Sections on different production areas visited including Hot Rolling Slitter, Pickling Line, Electrolytic Cleaning Line, Annealing, Skin Pass Mill, and more.
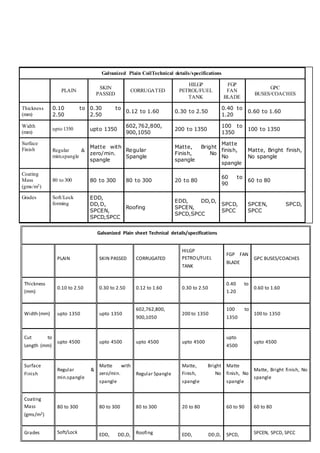
- Information on the company profile, products, processes, facilities and certifications of Bhushan Steel Ltd.
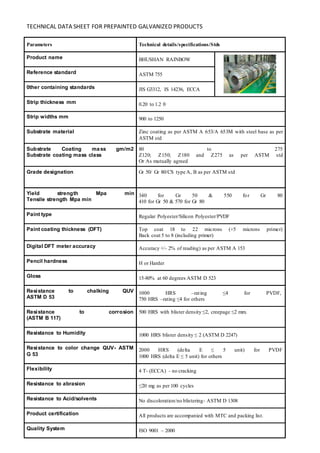
- Technical specifications and details of processes, equipment and products.