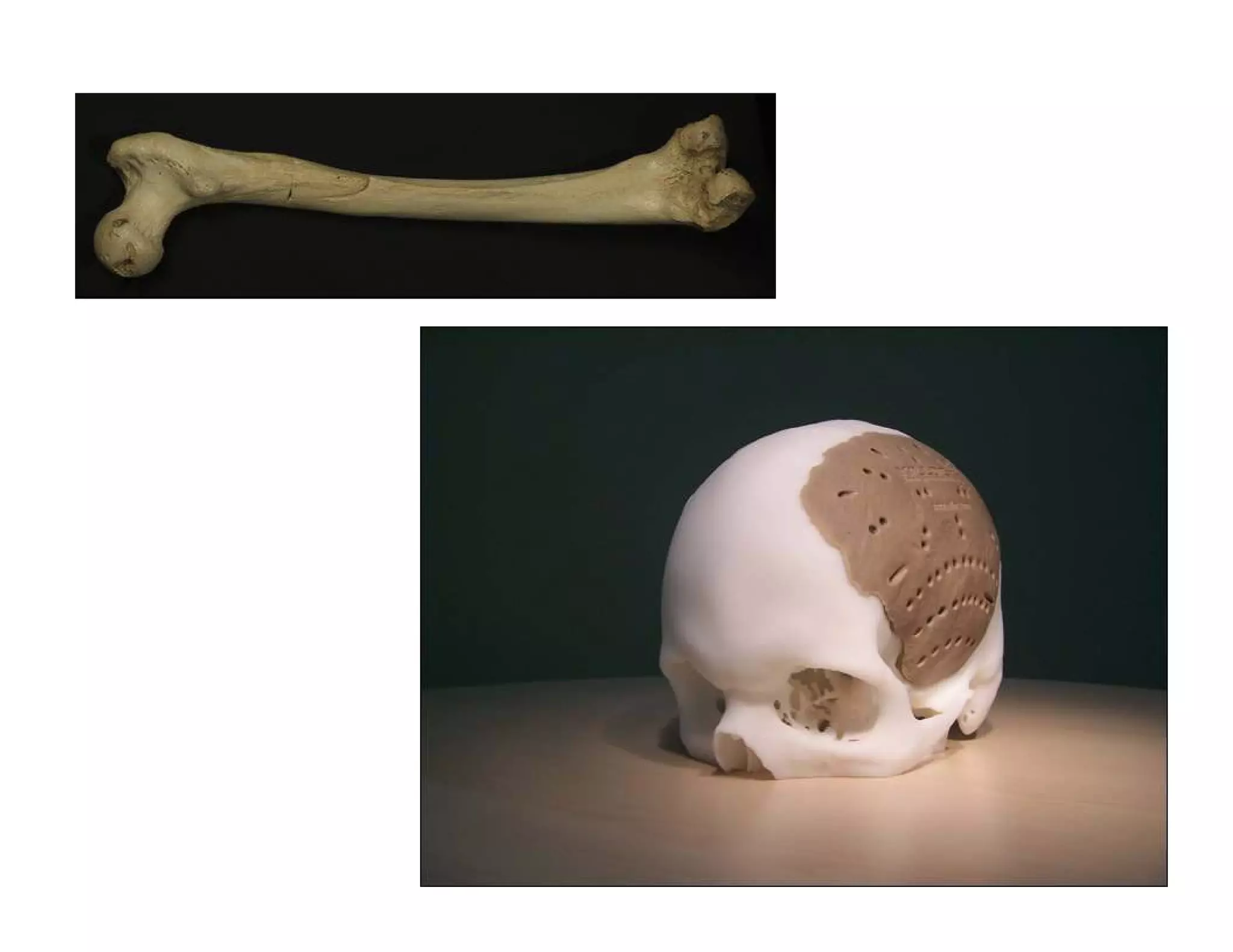
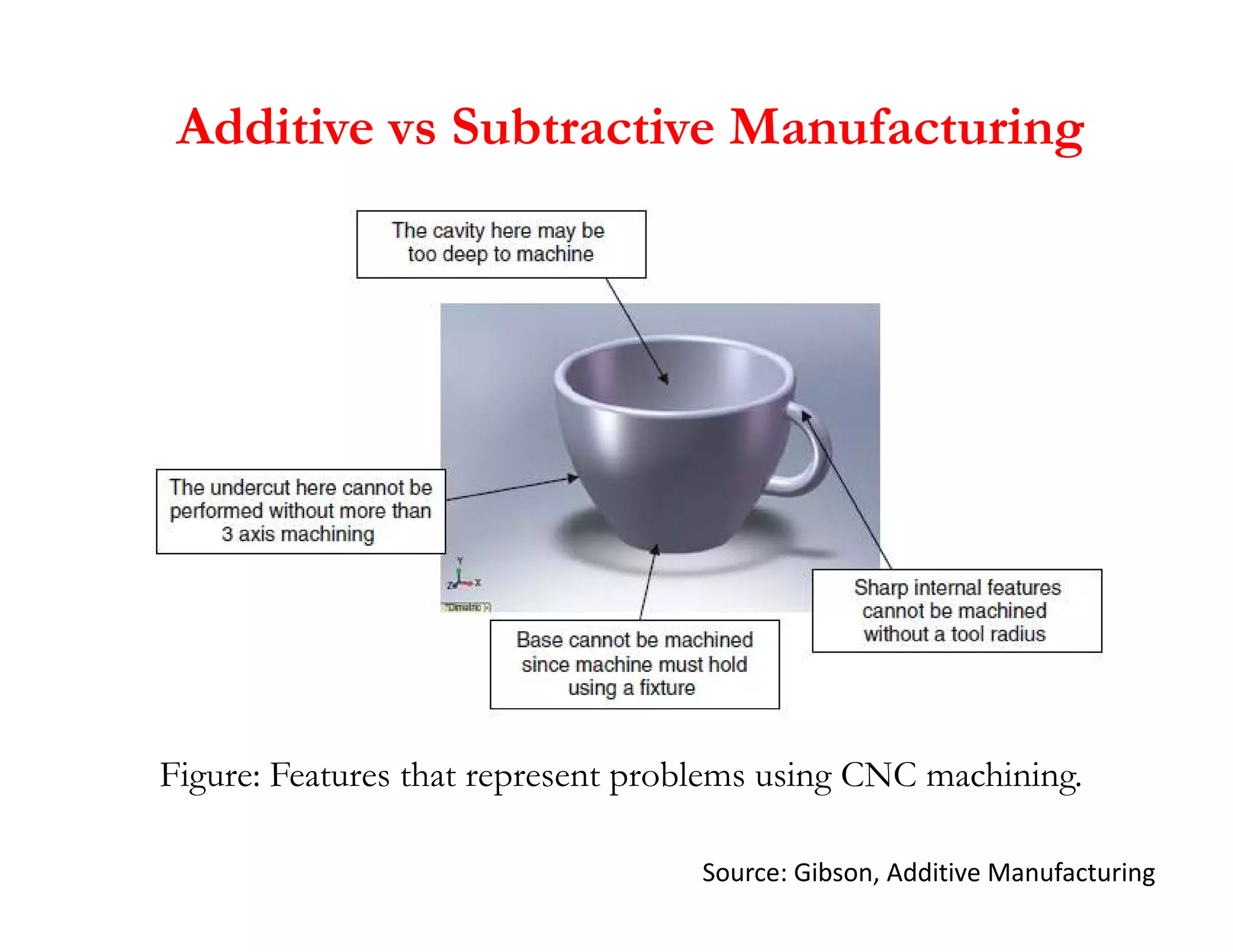
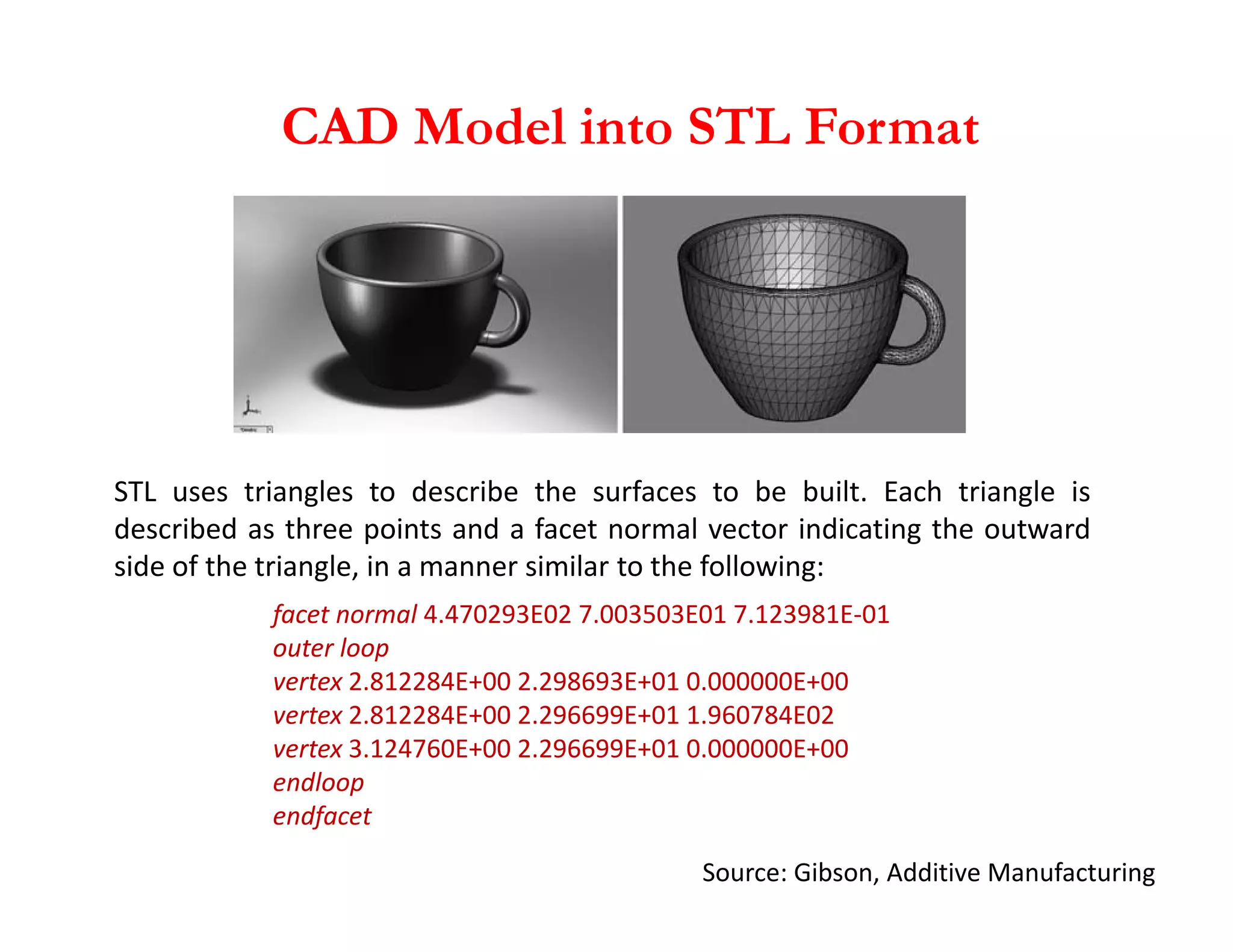
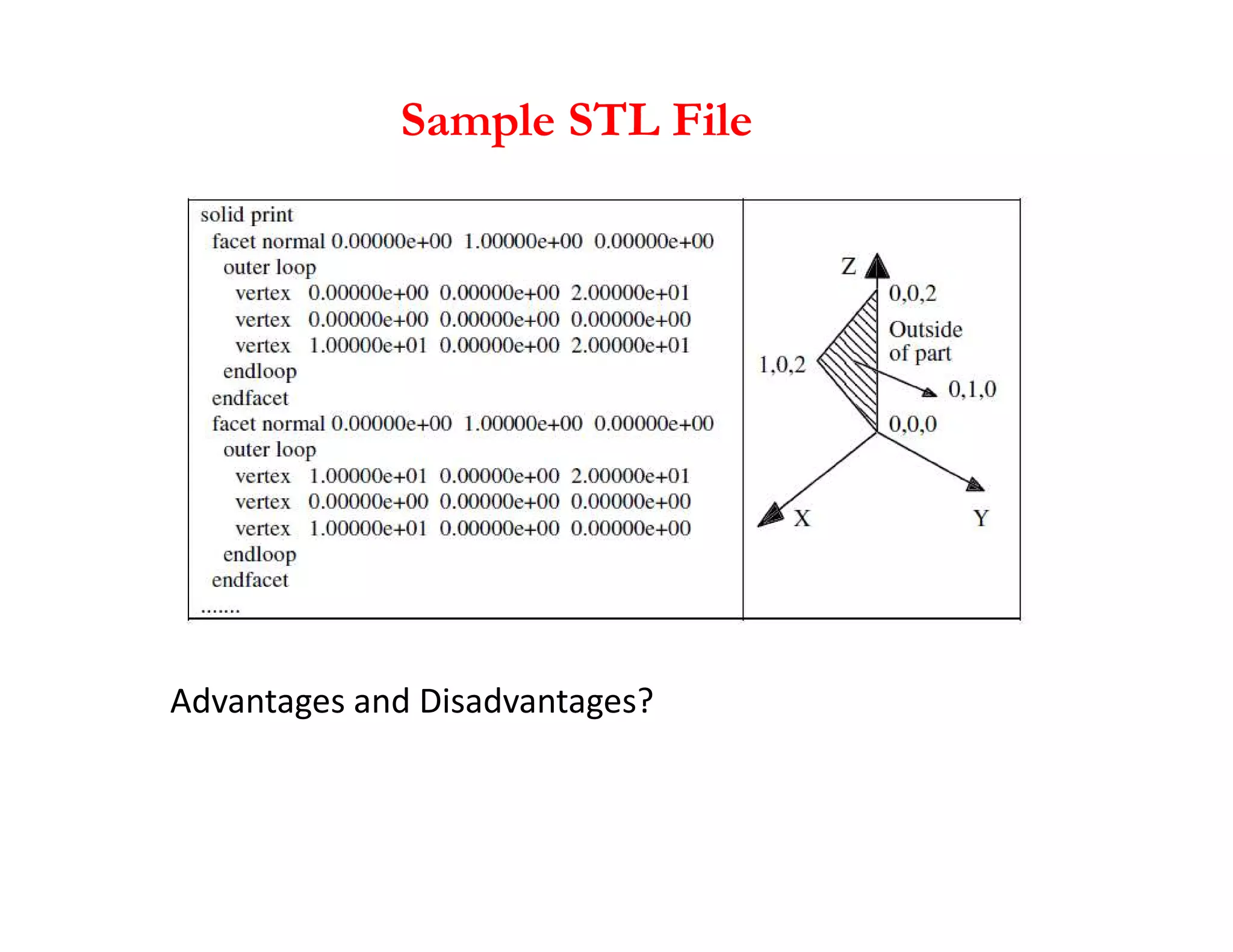
Additive manufacturing (AM) refers to a process of building 3D objects by depositing material in layers based on a digital 3D design. Key differences between AM and subtractive manufacturing include part complexity, material options, speed, part quantity, and cost. Common AM techniques include stereolithography, fused deposition modeling, and selective laser sintering/melting. AM enables the production of parts with complex geometries and functionally graded materials not possible with conventional methods. Standard file format for AM is STL which represents the surface geometry of 3D models using triangular facets.