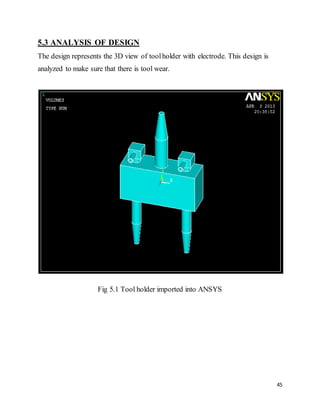
The document discusses various welding processes used by a company including arc welding, metal inert gas welding, TIG welding, stud welding, and spot welding. It provides details on each process and how they work. Spot welding is described as using two electrodes to concentrate current and heat the metals to the melting point, forming a weld. The document also covers resistance welding theory, timing controls for weld time and sequence, electrode force, and proper installation of spot welding machines.








































![44
5.2 CURRENT DISTRIBUTION BETWEEN 2 ELECTRODES:
The Current Divider Rule(CDR) is useful in determining the current flow through
one branch of a parallel circuit.
Two resistors in parallel. For only two resistors in parallel:
I1 = (RT/R1) * IT
Where RT is the total resistance of the parallel branches under examination.
(1/RT)= (1/R1) + (1/R2)
RT = (R1R2) / (R1+R2)
On substituting RT, I1 = [R2/(R1+R2)] * IT
In this case, R1 = R2 , Since two electrodes are of same material.
I1 = [R2/2R2] * IT
Cancelling R2, we get ,
I1 = IT/2
Total current flowing through the electrode = 100 amps.
Therefore, I1 = 100/2 , I1 = 50 amps.
So, the current flowing through each electrode is 50 amps.
If current enters a parallel network with a number of equal resistors, the current
will split equally between the resistors.](https://image.slidesharecdn.com/551de3ee-2966-474e-809d-c6f0ceb657e0-151028170022-lva1-app6892/85/A-PROJECT-REPORT-PIISW-44-320.jpg)