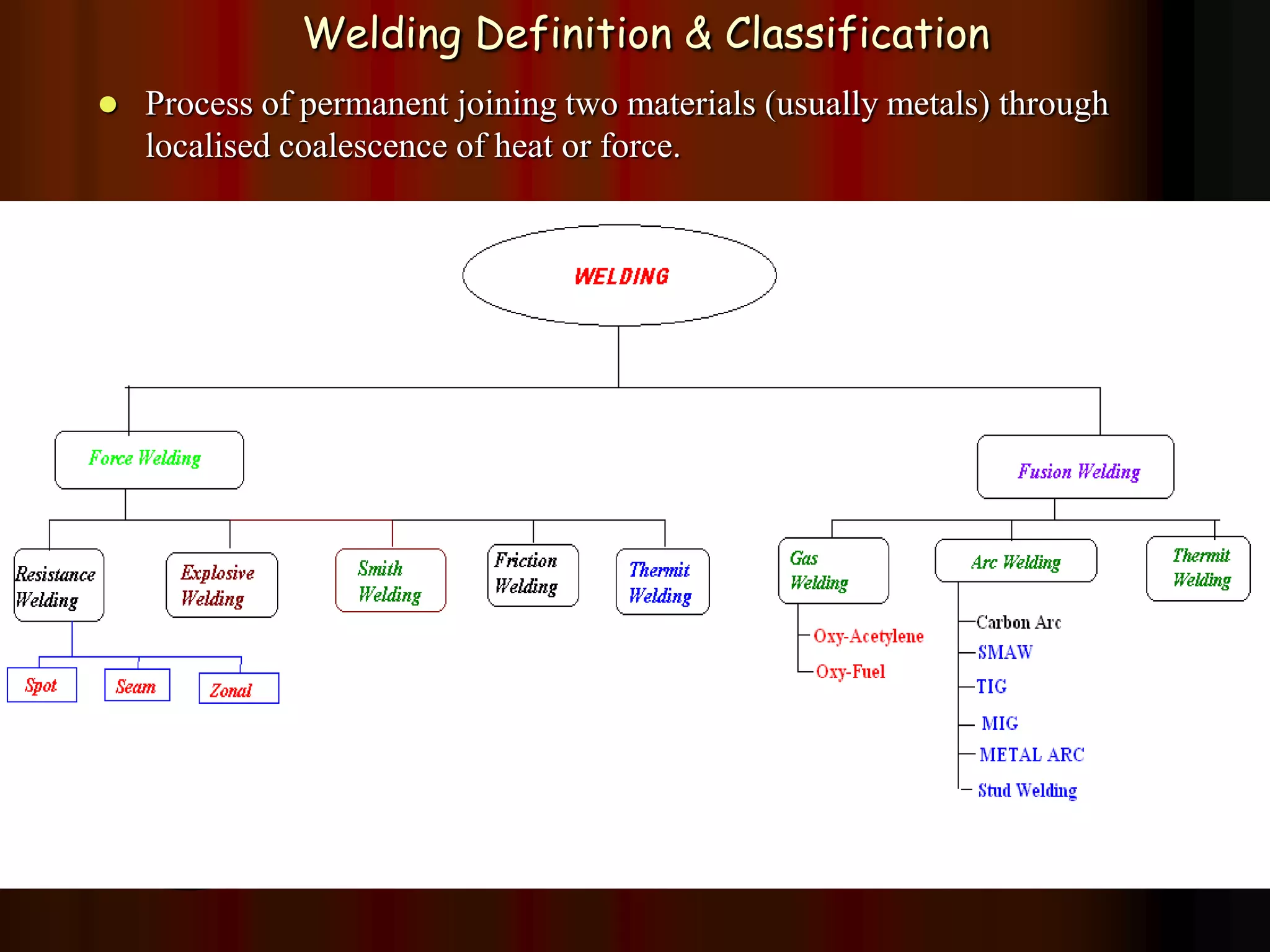
The document discusses various advanced welding technologies. It begins by defining welding and classifying different welding processes based on factors like the materials, joint geometry, quality requirements etc. It then describes different gas welding and arc welding processes like oxy-fuel welding, shielded metal arc welding, gas tungsten arc welding (TIG), gas metal arc welding (MIG) etc. in detail. It also covers other welding techniques like resistance spot welding, friction welding, electroslag welding and their principles and applications. In the end, guidelines for welding of different metals like cast iron, aluminum, steel etc. are provided.