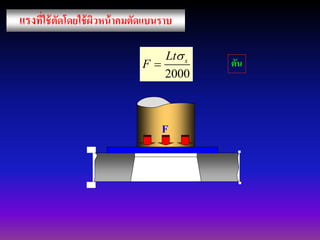
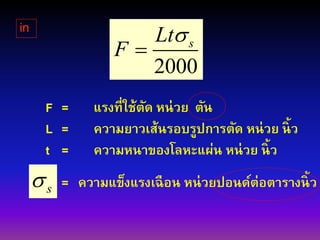
2000
sLt
F
s
F = แรงที่ใช้ตัดหน่วย ตัน
L = ความยาวเส้นรอบรูปการตัด หน่วย นิ้ว
t = ความหนาของโลหะแผ่น หน่วย นิ้ว
= ความแข็งแรงเฉือน หน่วยปอนด์ต่อตารางนิ้ว
in
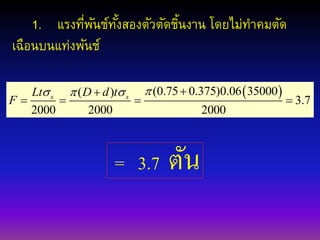
11.
2000
sLt
F
s
F = แรงที่ใช้ตัดหน่วย ตัน
L = ความยาวเส้นรอบรูปการตัด หน่วย เมตร
t = ความหนาของโลหะแผ่น หน่วย เมตร
= ความแข็งแรงเฉือน หน่วยนิวตันต่อตารางเมตร
metric
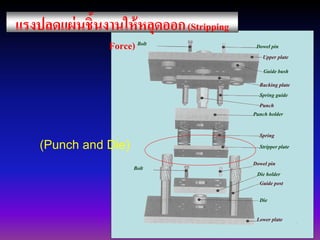
Bolt Dowel pin
Upperplate
Guide bush
Backing plate
Spring guide
Punch
Spring
Punch holder
Stripperplate
Bolt
Dowel pin
Die holder
Guide post
Die
Lower plate
(Punch and Die)
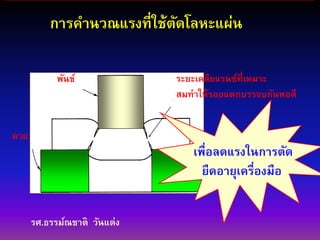
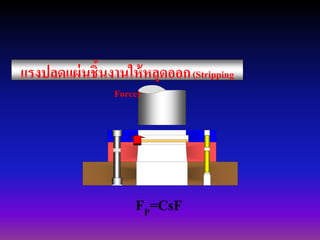
แรงปลดแผ่นชิ้นงานให้หลุดนนก(Stripping
Force)