Bolt Dowel pin
Upperplate
Guide bush
Backing plate
Spring guide
Punch
Spring
Punch holder
Stripperplate
Bolt
Dowel pin
Die holder
Guide post
Die
Lower plate
Die Component
(Punch and Die)
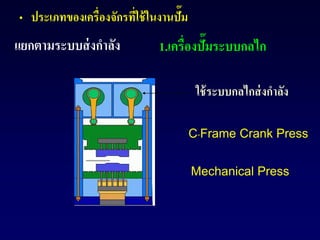
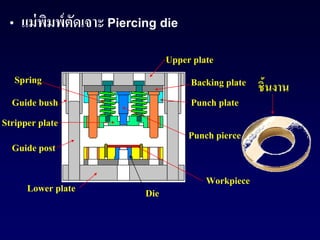
• แม่พิมพ์ตัดเจาะ Piercingdie
Spring
Stripper plate
Die
Punch pierce
Punch plate
Backing plate
Upper plate
Guide post
Lower plate
Guide bush
ชิ้นงาน
Workpiece
13.
• 2.แม่พิมพ์ผสม (Compound die )
ชิ้นงาน
Die
Piercing Punch
Punch plate
Backing plate
Upper plate
Stripper plate
Guide post
Lower plate
Guide bush
Shank
Strip
• แม่พิมพ์ผสมนั้นรวมเอาแม่พิมพ์ขั้นตอนเดี่ยวมารวมกันเป็นแม่พิมพ์
14.
• 3.แม่พิมพ์ต่อเนื่อง (Progressive die )
Scrap
Workpiece
Stripper plate
Die
Punch pierce
Guide post
Lower plateGuide bush
• ชื่อชิ้นส่วน
Back gage
Strip
• แม่พิมพ์สามารถทางานได้หลายประเภทในตัวเดียว
L น้อยกว่า 64mm B และ B’ t
L อยู่ระหว่าง 64 mm ถึง 203 mm B และ B’ 1.25t
L มากกว่า 203 mm B และ B’ 1.5t
A 0.7t
L น้อยกว่า 64 mm C t
L อยู่ระหว่าง 64 mm ถึง 203 mm C 1.25t
L มากกว่า 203 mm C 1.5t
D 1.25t