Downloaded 93 times












![- 22 -
%Travel
100
% Travel% Travel% Travel% Travel% Travel 0 %0 %0 %0 %0 % 1 0 %1 0 %1 0 %1 0 %1 0 % 2 0 %2 0 %2 0 %2 0 %2 0 % 3 0 %3 0 %3 0 %3 0 %3 0 % 4 0 %4 0 %4 0 %4 0 %4 0 % 5 0 %5 0 %5 0 %5 0 %5 0 % 6 0 %6 0 %6 0 %6 0 %6 0 % 7 0 %7 0 %7 0 %7 0 %7 0 % 8 0 %8 0 %8 0 %8 0 %8 0 % 9 0 %9 0 %9 0 %9 0 %9 0 % 100%100%100%100%100%
{ }{ }{ }{ }{ } .020 .118 .216 .314 .412 .510 .608 .706 .804 .902 1.000
Cv ActualCv ActualCv ActualCv ActualCv Actual 2.0 11.8 21.6 31.4 41.2 51.0 60.8 70.6 80.4 90.2 100.0
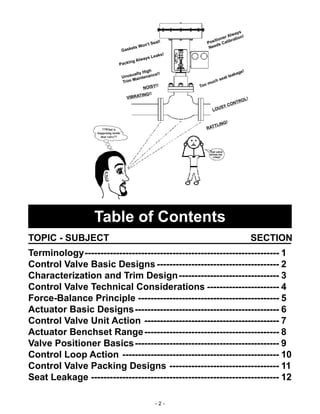
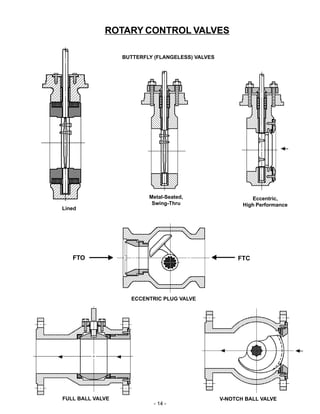
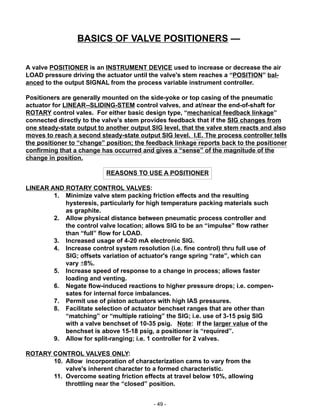
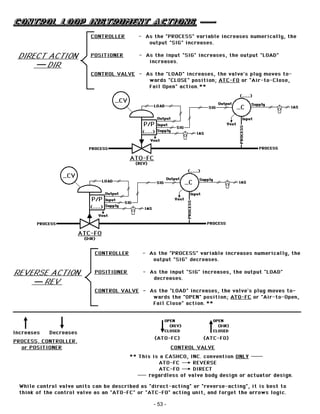
LINEAR CHARACTERISTIC CURVE
CvActual = CvMax {[ (1–
1
Rangeability )] + ( 1
Rangeability)}x
Valve with - Cv = 100, Rangeability = 50:1
0
1 0
2 0
3 0
4 0
5 0
6 0
7 0
8 0
9 0
1 0 0
0 % 1 0 % 2 0 % 3 0 % 4 0 % 5 0 % 6 0 % 7 0 % 8 0 % 9 0 % 1 0 0 %
% TRAVEL
Cv-CAPACITY
% Change = (41.2 - 31.4) x 100%
= 31.2%
Cv @ 30% = 31.4
Cv @ 40% = 41.2 31.4
Cv @ 70% = 70.6
Cv @ 80% = 80.4
% Change = (80.4 - 70.6)x100%
= 13.9%
70.6
* * * % change is NOT equal !!
CONSTANT
GAIN](https://image.slidesharecdn.com/cashcobasicoperationfunctioncontrolvalves-150908110923-lva1-app6891/85/Basic-Operation-Function-of-Industrial-Control-Valves-22-320.jpg)
![- 23 -
0
1 0
2 0
3 0
4 0
5 0
6 0
7 0
8 0
9 0
1 0 0
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
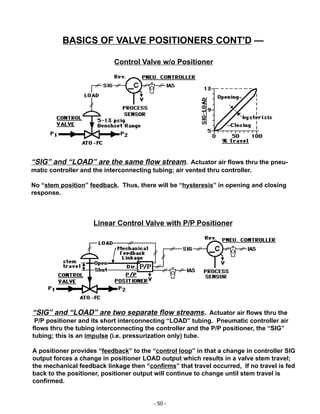
% TRAVEL
% Travel% Travel% Travel% Travel% Travel 0 %0 %0 %0 %0 % 1 0 %1 0 %1 0 %1 0 %1 0 % 2 0 %2 0 %2 0 %2 0 %2 0 % 3 0 %3 0 %3 0 %3 0 %3 0 % 4 0 %4 0 %4 0 %4 0 %4 0 % 5 0 %5 0 %5 0 %5 0 %5 0 % 6 0 %6 0 %6 0 %6 0 %6 0 % 7 0 %7 0 %7 0 %7 0 %7 0 % 8 0 %8 0 %8 0 %8 0 %8 0 % 9 0 %9 0 %9 0 %9 0 %9 0 % 100%100%100%100%100%
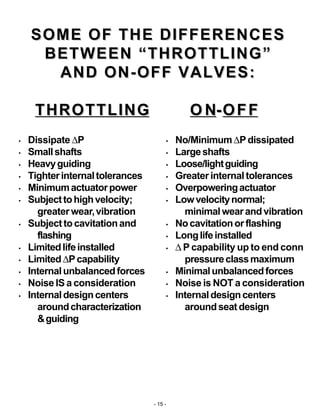
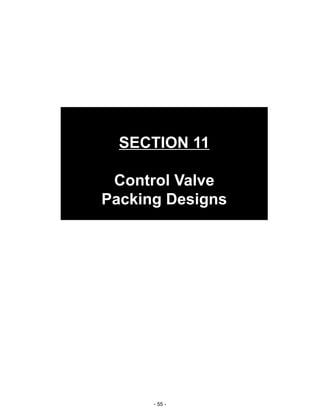
[%TRAVEL*LN(RGBLTY)]/100 0.00 0.39 0.78 1.17 1.56 1.96 2.35 2.74 3.13 3.52 3.91
EXP(LN Function) 1.00 1.48 2.19 3.23 4.78 7.07 10.46 15.46 22.87 33.81 50.00
[CvMax/(RGBLTY)]*[EXP(LN Function)] 2.00 2.96 4.37 6.47 9.56 14.14 20.91 30.92 45.73 67.62 100.00
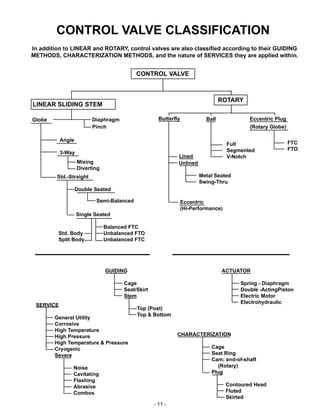
It is worthwhile to consider the
case of Cv = 50% of CvMax:
CvActual = 50
Cv@100% = 100
Rangeability = 50
CvActual x Rangeability
Cv @ 100%
50 x 50
100
Exp = LN(25.00)
= 3.22
Exp = % Travel x LN(Rangeability)
% Travel = 3.22/LN(50) = 82.3%
% Change = (9.56 - 6.47) x 100%
= 47.8%
* * * "Equal %" change along the curve!
EQUAL PERCENTAGE CURVE
Valve with - Cv = 100, Rangeability = 50:1
=% CHARACTERISTIC CURVE
Cv @ 30% = 6.47
Cv @ 40% = 9.56
Cv @ 70% = 30.92
Cv @ 80% = 45.73
% Change = (45.73 - 30.92)x100%
= 47.9%
6.47
30.92
=eExp
Cv @ 100%
Rangeability
ex
(%Travel) x LN(Rangeability)
100CvActual =
= = 25.00
50%Capacity
@ 82.3% travel
LOW
GAIN
HIGH
GAIN
MEDIUM
GAIN
82.3](https://image.slidesharecdn.com/cashcobasicoperationfunctioncontrolvalves-150908110923-lva1-app6891/85/Basic-Operation-Function-of-Industrial-Control-Valves-23-320.jpg)
![- 25 -
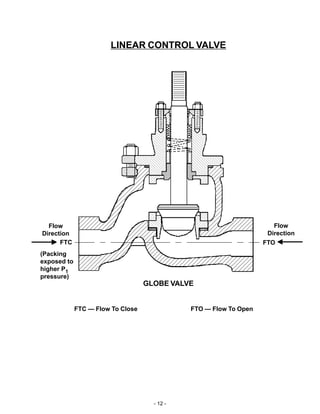
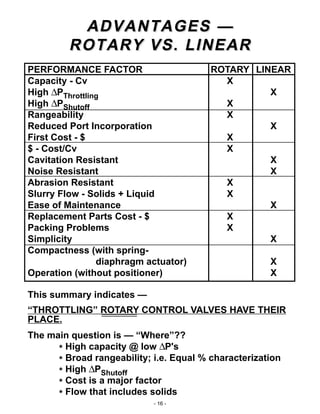
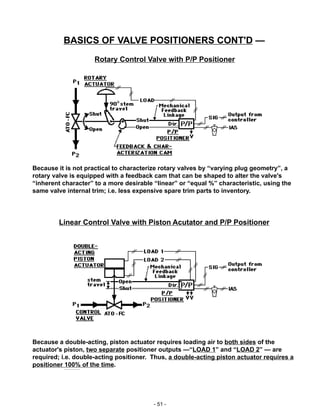
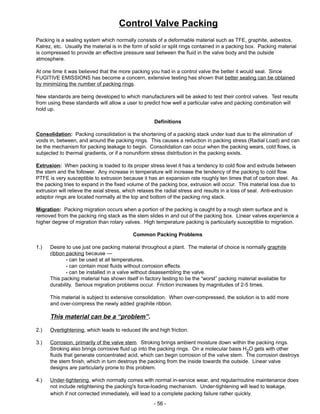
=% CHARACTERISTIC CURVE
Valve with - Cv = 100, Rangeability = 50:1
degrees Traveldegrees Traveldegrees Traveldegrees Traveldegrees Travel 00000° 1 01 01 01 01 0° 2 02 02 02 02 0° 3 03 03 03 03 0° 4 04 04 04 04 0° 5 05 05 05 05 0° 6 06 06 06 06 0° 7 07 07 07 07 0° 8 08 08 08 08 0° 9 09 09 09 09 0°
[degree TRAVEL*LN(RGBLTY)]/90 0.00 0.43 0.87 1.30 1.74 2.17 2.61 3.04 3.48 3.91
EXP(LN Function) 1.00 1.54 2.39 3.68 5.69 8.79 13.57 20.96 32.37 50.00
[CvMax/(RGBLTY)]*[EXP(LN Function)] 2.00 3.09 4.77 7.37 11.38 17.58 27.14 41.92 64.75 100.00
(deg Travel) x LN(Rangeability)
exCvActual =
Cv @ 90°
Rangeability
90°
EQUAL PERCENTAGE CURVE — ROTARY
degrees TRAVEL
3 6 9 12
20161284
15
4-20mA
LOAD
3-15 psig
LOAD
0
1 0
2 0
3 0
4 0
5 0
6 0
7 0
8 0
9 0
1 0 0
0 ° 1 0 ° 2 0 ° 3 0 ° 4 0 ° 5 0 ° 6 0 ° 7 0 ° 8 0 ° 9 0 °
Cv-CAPACITY](https://image.slidesharecdn.com/cashcobasicoperationfunctioncontrolvalves-150908110923-lva1-app6891/85/Basic-Operation-Function-of-Industrial-Control-Valves-25-320.jpg)

![- 34 -
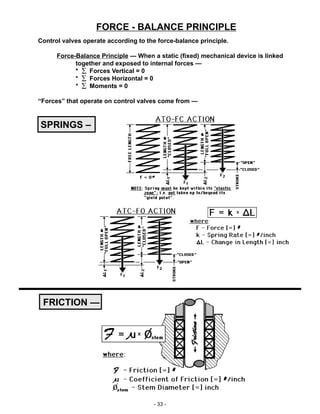
FLUID PRESSURE-TO-SURFACE AREA —
where: F - Force [=] #
F = P x A P - Fluid Pressure [=] #/in2
A - Surface Area [=] in2
PLUG-PORT —
DIAPHRAGM —](https://image.slidesharecdn.com/cashcobasicoperationfunctioncontrolvalves-150908110923-lva1-app6891/85/Basic-Operation-Function-of-Industrial-Control-Valves-34-320.jpg)


![- 47 -
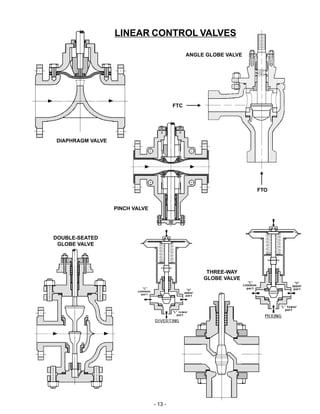
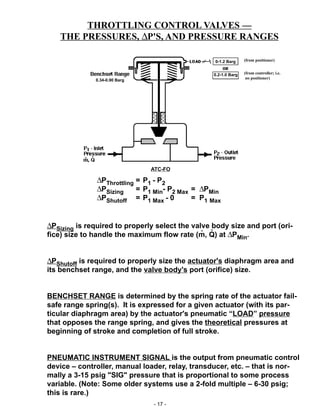
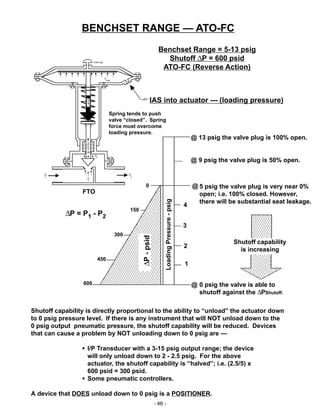
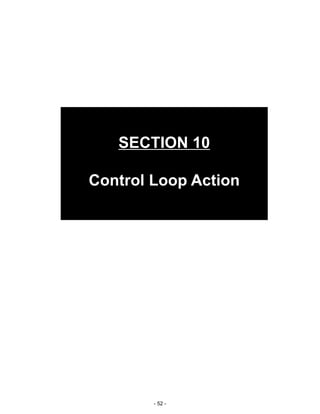
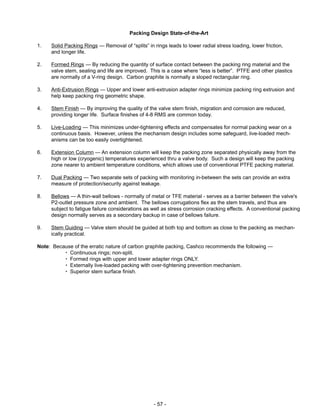
Benchset Range = 5-13 psig
Shutoff ∆P = 600 psid
ATC-FO (Direct Action)
BENCHSET RANGE — ATC-FO
IAS into actuator --- (loading pressure)
Spring tends to push
valve “closed”. Spring
force must overcome
loading pressure.
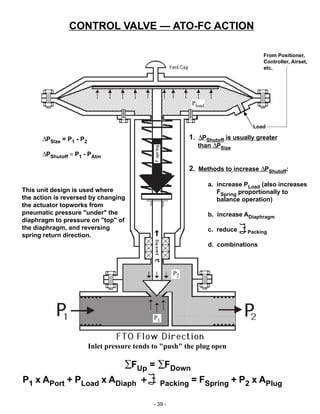
∆P = P1 - P2
Shutoff capability is directly proportional to the ability to “load” the actuator up to
approximately 18 psig pressure level. If there is any instrument that will NOT unload
up to the 18 psig output pneumatic pressure, the shutoff capability will be reduced.
Devices that can cause a problem by NOT loading up to the 18 psig level are —
I/P Transducer with a 3-15 psig output range; the device
may only load up to 16 - 17 psig level. For the above
actuator, the shutoff capability is “reduced”; i.e. [(16.5-13)/5] x
600 psid = 420 psid.
Some pneumatic controllers.
A device that DOES load up to 18 psig is a POSITIONER.
FTO
@ 5 psig the valve plug is 100% open.
@ 9 psig the valve plug is 50% open.
Shutoff capability
is increasing
∆P-psid
LoadingPressure-psig
17
16
15
14
@ 13 psig the valve plug is very near
0% open; i.e. 100% closed. However,
there will be substantial seat leakage.
@ 18 psig the valve is able to shutoff
against the ∆P Shutoff
600
150
0
300
450](https://image.slidesharecdn.com/cashcobasicoperationfunctioncontrolvalves-150908110923-lva1-app6891/85/Basic-Operation-Function-of-Industrial-Control-Valves-47-320.jpg)






This document provides definitions for common terminology used in the control valve industry. It defines key components of control valves like the actuator, body, bonnet, trim, and closure member. It also defines important characteristics like the flow coefficient, travel, seating, and failure modes. Technical terms related to valve design, operation, and performance are concisely explained.






































































































