Downloaded 270 times






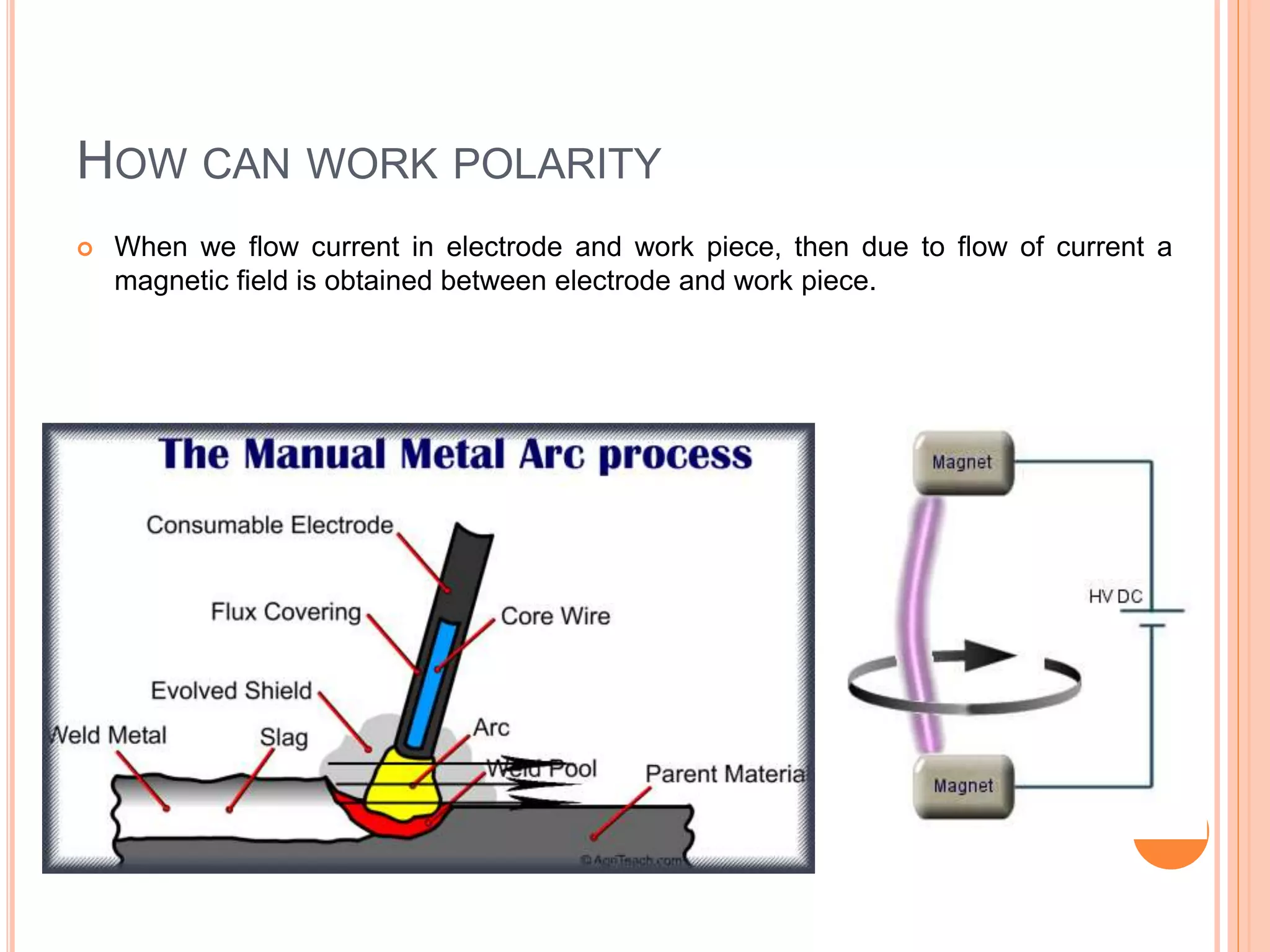



































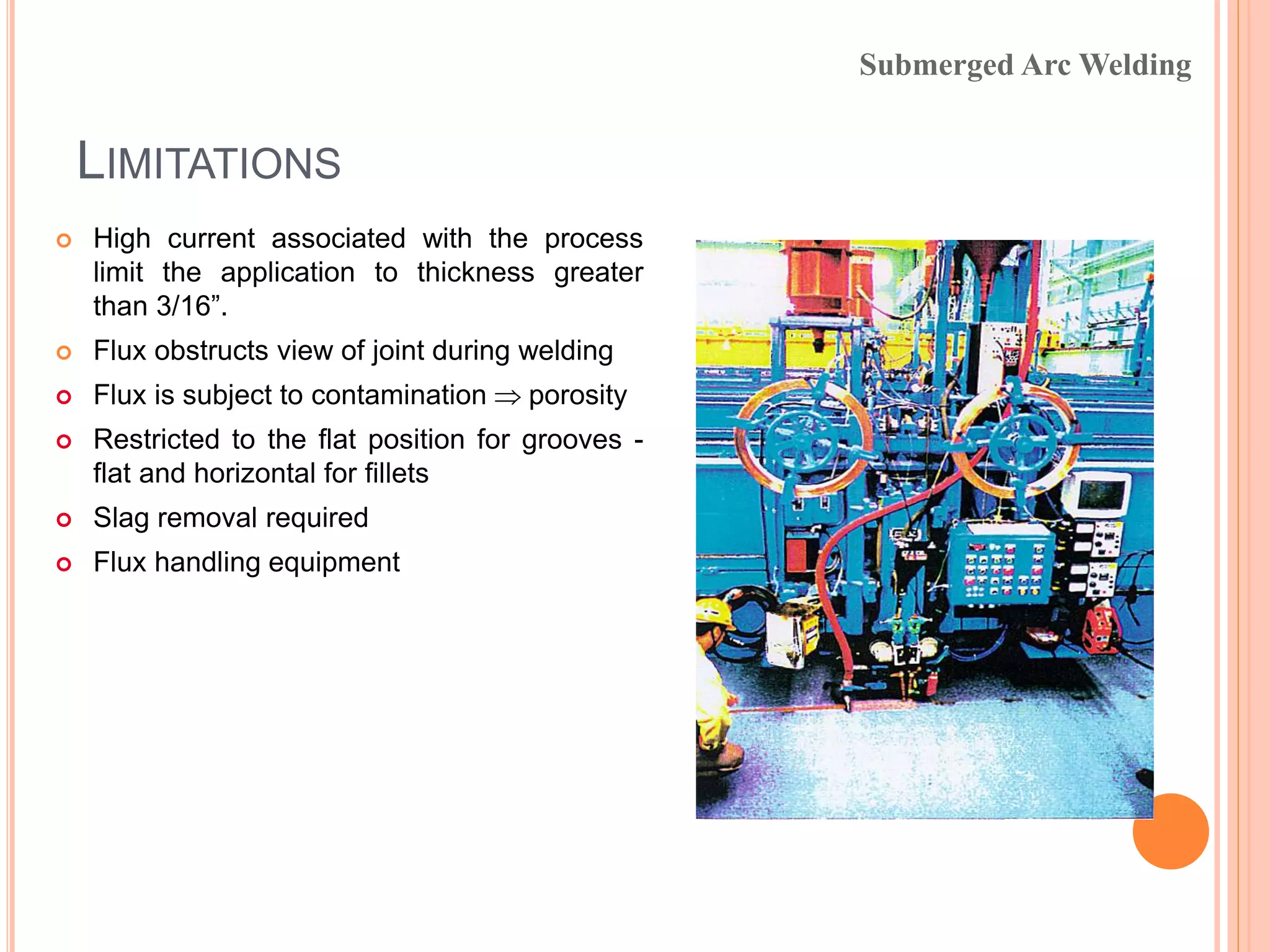



This document provides information on flux cored arc welding (FCAW) and submerged arc welding (SAW). It discusses the concepts of polarity and magnetic fields in welding. It explains the differences between constant current and constant voltage welding machines and their output slopes. It also covers electrode classifications for FCAW and SAW and provides details on applications, advantages, and limitations of each process.
















































































