
Recommended
More Related Content
What's hot
What's hot (20)
Similar to OPTIMASI FRAIS
Similar to OPTIMASI FRAIS (20)
Recently uploaded
Recently uploaded (20)
OPTIMASI FRAIS
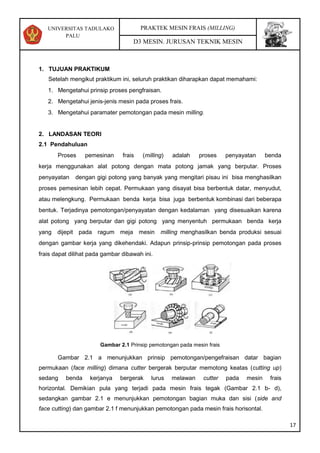
- 1. UNIVERSITAS TADULAKO PALU 17 PRAKTEK MESIN FRAIS (MILLING) D3 MESIN. JURUSAN TEKNIK MESIN 1. TUJUAN PRAKTIKUM Setelah mengikut praktikum ini, seluruh praktikan diharapkan dapat memahami: 1. Mengetahui prinsip proses pengfraisan. 2. Mengetahui jenis-jenis mesin pada proses frais. 3. Mengetahui paramater pemotongan pada mesin milling. 2. LANDASAN TEORI 2.1 Pendahuluan Proses pemesinan frais (milling) adalah proses penyayatan benda kerja menggunakan alat potong dengan mata potong jamak yang berputar. Proses penyayatan dengan gigi potong yang banyak yang mengitari pisau ini bisa menghasilkan proses pemesinan lebih cepat. Permukaan yang disayat bisa berbentuk datar, menyudut, atau melengkung. Permukaan benda kerja bisa juga berbentuk kombinasi dari beberapa bentuk. Terjadinya pemotongan/penyayatan dengan kedalaman yang disesuaikan karena alat potong yang berputar dan gigi potong yang menyentuh permukaan benda kerja yang dijepit pada ragum meja mesin milling menghasilkan benda produksi sesuai dengan gambar kerja yang dikehendaki. Adapun prinsip-prinsip pemotongan pada proses frais dapat dilihat pada gambar dibawah ini. Gambar 2.1 Prinsip pemotongan pada mesin frais Gambar 2.1 a menunjukkan prinsip pemotongan/pengefraisan datar bagian permukaan (face milling) dimana cutter bergerak berputar memotong keatas (cutting up) sedang benda kerjanya bergerak lurus melawan cutter pada mesin frais horizontal. Demikian pula yang terjadi pada mesin frais tegak (Gambar 2.1 b- d), sedangkan gambar 2.1 e menunjukkan pemotongan bagian muka dan sisi (side and face cutting) dan gambar 2.1 f menunjukkan pemotongan pada mesin frais horisontal.
- 2. UNIVERSITAS TADULAKO PALU 18 PRAKTEK MESIN FRAIS (MILLING) D3 MESIN. JURUSAN TEKNIK MESIN Dengan prinsip-prinsip pemotongan diatas, kita dapat melakukan pembuatan benda kerja dengan berbagai bentuk-bentuk diantaranya: a. Bidang rata datar b. Bidang rata miring menyudut c. Bidang siku d. Bidang sejajar e. Alur lurus atau melingkar f. Segi beraturan atau tidak beraturan g. Pengeboran lubang atau memperbesar lubang dan lain-lain. 2.2 Metode Proses Frais Metode proses frais ditentukan berdasarkan arah relatif gerak makan meja mesin frais terhadap putaran pisau. Metode proses frais ada dua yaitu frais naik dan frais turun seperti gambar dibawah ini. Gambar 2.2 a. Frais naik (up milling), dan b. Frais turun (down milling) 1. Frais naik (up milling), biasanya disebut frais konvensional. Gerak dari putaran pisau berlawanan arah terhadap gerak makan meja mesin frais. Sebagai contoh, pada proses frais naik apabila pisau berputar searah jarum jam, benda kerja disayat ke arah kanan. Penampang melintang bentuk beram (chips) untuk proses frais naik adalah seperti koma diawali dengan ketebalan minimal kemudian menebal. Proses frais ini sesuai untuk mesin frais konvensional/manual, karena pada mesin konvensional backlash ulir trnasportirnya relatif besar dan tidak dilengkapi backlash compensation.
- 3. UNIVERSITAS TADULAKO PALU 19 PRAKTEK MESIN FRAIS (MILLING) D3 MESIN. JURUSAN TEKNIK MESIN 2. Frais turun (down milling), dinamakan juga climb milling. Arah dari putaran pisau sama dengan arah gerak makan meja mesin frais. Sebagai contoh jika pisau berputar berlawanan arah jarum jam, benda kerja disayat ke kanan. Penampang melintang bentuk beram (chips) untuk proses frais naik adalah seperti koma diawali dengan ketebalan maksimal kemudian menipis. Proses frais ini sesuai untuk mesin frais CNC, karena pada mesin CNC gerakan meja dipandu oleh ulir dari bola baja, dan dilengkapi backlash compensation. Untuk mesin frais konvensional tidak direkomendasikan melaksanakan proses frais turun, karena meja mesin frais akan tertekan dan ditarik oleh pisau. 2.3 Metoda Pemotongan Benda Kerja Metode pemotongan pada frais dibagi menjadi tiga, antara lain; pemotongan searah jarum jam, pemotongan berlawanan arah jarum jam, dan netral. 1. Pemotongan searah benda kerja, yang dimaksud pemotongan searah adalah pemotongan yang datangnya benda kerja searah dengan putaran sisi potong cutter. Pada pemotongan ini hasilnya kurang baik karena meja (benda kerja) cenderung tertarik oleh cutter. Gambar 2.3 Pemotongan searah benda kerja 2. Pemotongan berlawanan arah benda kerja, yang dimaksud pemotongan berlawanan arah adalah pemotongan yang datangnya benda kerja berlawanan dengan arah putaran sisi potong cutter. Pada pemotongan ini hasilnya dapat maksimal karena meja (benda kerja) tidak tertarik oleh cutter.
- 4. UNIVERSITAS TADULAKO PALU 20 PRAKTEK MESIN FRAIS (MILLING) D3 MESIN. JURUSAN TEKNIK MESIN Gambar 2.4 Pemotongan berlawanan benda kerja 3. Pemotongan netral, pemotongan netral yaitu pemotongan yang terjadi apabila lebar benda yang disayat lebih kecil dari ukuran diameter pisau atau diameter pisau tidak lebih besar dari bidang yang disayat. Pemotongan jenis ini hanya berlaku untuk mesin frais vertical. Gambar 2.5 Pemotongan netral 2.4 Mesin Milling Mesin yang digunakan untuk memegang benda kerja, memutar pisau, dan penyayatannya disebut mesin milling. Ada dua jenis mesin milling sesuai dengan cara kerjanya, seperti pada gambar dibawah ini.
- 5. UNIVERSITAS TADULAKO PALU 21 PRAKTEK MESIN FRAIS (MILLING) D3 MESIN. JURUSAN TEKNIK MESIN Gambar 2.6 Skematik dari gerakan-gerakan dan komponen-komponen dari (a) Mesin milling vertikal tipe column and knee, dan (b) Mesin milling horizontal tipe column and knee Mesin milling ada yang dikendalikan secara konvensional dan ada yang dengan bantuan CNC. Mesin konvensional manual posisi spindelnya ada dua macam yaitu horizontal dan vertikal. Mesin milling dengan kendali CNC hampir semuanya adalah mesin frais vertikal. Adapun mesin milling konvensional dapat dilihat pada gambar dibawah ini. Gambar 2.7 Mesin milling konvensional Mesin milling konvensional cara pengerjaannya dilakukan secara manual oleh operator. Sedangkan mesin milling cnc dikendalikan oleh komputer, sehingga semua gerakan yang berjalan sesuai dengan program yang diberikan, keuntungannya yaitu mesin mampu diperintah untuk melakukan pengerjaan secara mengulang gerakan yang sama secara terus menerus dengan tingkat ketelitian yang sama.
- 6. UNIVERSITAS TADULAKO PALU 22 PRAKTEK MESIN FRAIS (MILLING) D3 MESIN. JURUSAN TEKNIK MESIN 2.5 Alat-alat Potong Mesin Milling Alat potong mesin milling memilikii banyak sekali jenis dan bentuknya, baik pada mesin milling vertikal maupun horizontal. Pemilihan pisau berdasarkan pada bentuk benda kerja serta mudah atau kompleksnya benda kerja yang dibuat. Adapun jenis-jenis pisau frais, antara lain; 1. Pisau mantel (helical milling cutter), pisau jenis ini dipakai pada mesin frais horizontal. Biasanya digunakan untuk pemakanan permukaan kasar (roughing) dan lebar. Gambar 2.8 Cutter mantel 2. Pisau alur (slot milling cutter), berfungsi untuk mebuat alur pada bidang permukaan benda kerja. Jenis pisau ini ada beberapa macam yang penggunaanya disesuaikan dengan kebutuhan. Gambar 2.9 a dan b menunjukkan jenis pisau alur mata sayat satu sisi, gambar 2.9 c dan d menunjukkan pisau alur dua mata sayat yaitu muka dan sisi, gambar 2.9 e dan f menunjukkan pisau alur dua mata sayat yaitu muka dan sisi dengan mata sayat silang. Gambar 2.9 Pisau alur dan penggunaanya 3. Pisau frais gigi (gear cutter), ini digunakan untuk membuat roda gigi sesuai jenis dan jumlah gigi yang diinginkan. Gambar dibawah ini menunjukan salah satu jenis gear cutter.
- 7. UNIVERSITAS TADULAKO PALU 23 PRAKTEK MESIN FRAIS (MILLING) D3 MESIN. JURUSAN TEKNIK MESIN Gambar 2.10 Gear cutter 4. Pisau frais radius cekung (convex cutter), pisau jenis ini digunakan untuk membuat benda kerja yang bentuknya memiliki radius dalam (cekung). Gambar 2.11 Cutter radius cekung 5. Pisau frais radius cembung (concave cutter), pisau jenis ini digunakan untuk membuat benda kerja yang bentuknya memiliki radius luar (cembung). Gambar 2.12 Cutter radius cembung 6. Pisau frais alur T (T slot cutter), pisau jenis ini hanya digunakan untuk untuk membuat alur berbentuk "T" seperti halnya pada meja mesin frais. Gambar 2.13 Cutter alur T
- 8. UNIVERSITAS TADULAKO PALU 24 PRAKTEK MESIN FRAIS (MILLING) D3 MESIN. JURUSAN TEKNIK MESIN 7. Pisau frais sudut, pisau jenis ini digunakan untuk membuat alur berbentuk sudut yang hasilnya sesuai dengan sudut pisau yang digunakan. Pisau jenis ini memilki sudut-sudut yang berbeda diantaranya: 30°, 45°, 50°, 60°,70° dan 80°. Gambar 2.14 a menunjukkan pisau satu sudut 60° (angle cutter), Gambar 2.14 b menunjukkan pisau dua sudut 45°x45° (double angle cutter), Gambar 2.14 c menunjukkan pisau dua sudut 30°x60° (double angle cutter). Gambar 2.14 Pisau sudut dan penggunaanya 8. Pisau jari (end mill cutter), ukuran pisau jenis ini sangat bervariasi mulai ukuran kecil sampai ukuran besar. Cutter ini biasanya dipakai untuk membuat alur pada bidang datar atau pasak dan jenis pisau ini pada umumnya dipasang pada posisi tegak (mesin frais vertical), namun pada kondisi tertentu dapat juga dipasang posisi horizontal yaitu langsung dipasang pada spindle mesin frais. Gambar 2.15 Cutter Endmill 9. Pisau frais muka dan sisi (shell endmill cutter), jenis pisau ini memilki mata sayat dimuka dan disisi, dapat digunakan untuk mengefrais bidang rata dan bertingkat. Gambar 4.16 menunjukkan pisau frais muka dan sisi.
- 9. UNIVERSITAS TADULAKO PALU 25 PRAKTEK MESIN FRAIS (MILLING) D3 MESIN. JURUSAN TEKNIK MESIN Gambar 2.16 Shell endmill cutter 10. Pisau frais pengasaran (heavy duty endmill cutter), pisau jenis ini mempunyai satu ciri khas yang berbeda dengan cutter yang lain. Pada sisinya berbentuk alur helik yang dapat digunakan untuk menyayat benda kerja dari sisi potong cutter, sehingga cutter ini mampu melakukan penyayatan yang cukup besar Gambar 2.17 Pisau pengasaran 11. Pisau frais gergaji (slitting saw), pisau frais jenis ini digunakan untuk memotong atau membelah benda kerja. Selain itu juga dapat digunakan untuk membuat alur yang memilki ukuran lebar kecil. Gambar 2.18 Pisau frais gergaji 2.8 Parameter Yang Dapat Diatur Pada Mesin Milling Parameter yang dapat diatur pada mesin milling yaitu parameter yang dapat diatur secara langsung oleh operator mesin ketika sedang mengoperasikan mesin. Parameter tersebut yaitu putaran spindel (n), gerak makan (f), dan kedalaman potong (a). Putaran spindel bisa langsung diatur dengan cara mengubah posisi handle pengatur
- 10. UNIVERSITAS TADULAKO PALU 26 PRAKTEK MESIN FRAIS (MILLING) D3 MESIN. JURUSAN TEKNIK MESIN putaran mesin. Gerak makan bisa diatur dengan cara mengatur handle gerak makan sesuai dengan tabel f yang ada di mesin. Kedalaman potong diatur dengan cara menaikkan benda kerja, atau dengan cara menurunkan pisau. Putaran spindel (n) ditentukan berdasarkan kecepatan potong. Kecepatan potong ditentukan oleh kombinasi material pisau dan material benda kerja. Kecepatan potong adalah jarak yang ditempuh oleh satu titik (dalam satuan meter) pada selubung pisau dalam waktu satu menit. Rumus kecepatan potong identik dengan rumus kecepatan potong pada rumus mesin lathe. Pada mesin milling besarnya diameter yang digunakan adalah diamater pisau. Rumus kecepatan potong; 𝑪𝒔 = (𝝅 . 𝒅. 𝒏)/𝟏𝟎𝟎𝟎 Dimana : Cs = kecepatan potong (m/menit) d = diameter pisau (mm) n = putaran spindel (rpm) = 3,14 Karena nilai kecepatan potong untuk setiap jenis bahan sudah ditetapkan secara baku, maka parameter yang dapat diatur adalah putaran spindel (n). Dengan demikian rumus untuk menghitung putaran spindel menjadi : 𝒏 = (𝑪𝒔 . 𝟏𝟎𝟎𝟎)/𝝅. 𝒅 Nilai kecepatan potong yang telah baku dapat dilihat pada tabel dibawah ini. Tabel 2.1 Kecepatan potong untuk beberapa jenis bahan
- 11. UNIVERSITAS TADULAKO PALU 27 PRAKTEK MESIN FRAIS (MILLING) D3 MESIN. JURUSAN TEKNIK MESIN Setelah kecepatan potong diketahui, maka kecepatan pemakanan harus ditentukan. Kecepatan pemakanan adalah jarak tempuh gerak maju pisau/benda kerja dalam satuan milimeter permenit atau feet permenit. Pada gerak putar, kecepatan pemakanan (f) adalah gerak maju alat potong atau benda kerja dalam (n) putaran benda kerja/pisau permenit. Pada mesin milling, kecepatan pemakanan dinyatakan dalam satuan millimeter permenit dimana dalam pemakaiannya perlu disesuaikan dengan jumlah mata potong pisau yang digunakan. Kecepatan pemakanan tiap mata potong pisau frais, (f) untuk setiap jenis pisau dan setiap jenis bahan sudah dibakukan. Adapun nilai kecepatan pemakanan dapat dilihat pada tabel dibawah ini. Tabel 2.2 Kecepatan pemakanan (feeding) pergigi untuk HSS Kedalaman potong (a) ditentukan berdasarkan selisih tebal benda kerja awal terhadap tebal benda kerja akhir. Dalam memilih kecepatan potong yang diperhatikan adalah : 1. Bahan Pemotong. Kecepatan pemotong umumnya diberikan dalam nilai untuk pemotong baja kecepatan tinggi. 2. Jenis bahan yang harus dipotong. Bahan lunak seperti magnesium dan aluminium dapat difris dengan kecepatan yang lebih tinggi dari bahan yang lebih keras. 3. Jenis penyelesaian yang diperlukan. Penyelesaian yang baik diperoleh dengan hantaran sedikit dan kecepatan potong tinggi. 4. Umur pahat. Kecepatan potong rendah akan mengawetkan pemotong. 5. Penggunaan media pendingin. Kecepatan potong yang tinggi menimbulkan panas dan panas ini harus dilepqaskan dari pemotong dan benda kerja dengan menggunakan media pendingin. 2.9 Hantaran Potong Gambar 2.19 memperlihatkan dua jenis cara menghantarkan benda kerja pada mesin fris. Gambar A dianjurkan karena setiap gigi mengawali pemotongan dalam
- 12. UNIVERSITAS TADULAKO PALU 28 PRAKTEK MESIN FRAIS (MILLING) D3 MESIN. JURUSAN TEKNIK MESIN logam bersih dan tidak harus menembus kerak permukaan yang mungkin ada. Gambar B membuat pemotongan lebih efisien, serpihan yang dilepas lebih besar, dan kecendrungan untuk bergetar berkurang. Gambar 2.19. Metode menghantarkan benda kerja pada mesin fris. A. Pemfrisan konvensional atau naik. B. Pemfrisan memanjat atau turun. 2.10 Kecepatan Pelepasan Logam Untuk memfrais tepi dan pemotong fris datar, kecepatan pelepasan logam bisa dicari dengan: R = d w f = milimeter kubik per menit dengan : d = kedalaman pemotongan, mm w = lebar pemotongan, mm f = hantaran, mm/min Dalam menghitung waktu untuk melakukan pemotongan tunggal (gambar 2.20), panjang total dari pemotongan sedikit lebih besar daripada benda kerja disebabkan jarak pendekatan S yang diperlukan untuk memotong. Jarak pendekatan dicari dengan : 𝑆 = √ ( 𝐷 2 ) 2 − ( 𝐷 2 − 𝑑 ) 2 = √𝑑(𝐷 − 𝑑) Untuk persamaan diatas harus ditambahkan lagi sekitar 6,0 mm supaya memberikan sedikit perjalanan lebih dari pemotongnya. Panjang total perjalanan adalah : 𝑆𝑡 = 𝐿 + √𝑑(𝐷 − 6) + 6 𝑚𝑖𝑙𝑖𝑚𝑒𝑡𝑒𝑟 Waktu potong sebenarnya : 𝑇 = 𝐿 + √𝑑(𝐷 − 6) + 6 𝑓 𝑚𝑒𝑛𝑖𝑡 Dimana : S = jarak pendekatan, mm St = jarak perjalanan total, mm T = waktu potong, menit L = panjang benda kerja, mm
- 13. UNIVERSITAS TADULAKO PALU 29 PRAKTEK MESIN FRAIS (MILLING) D3 MESIN. JURUSAN TEKNIK MESIN Gambar 2.20. Penggambaran jarak pendekatan untuk operasi menggurdi. Untuk mendapatkan waktu daur total, maka waktu balik tanpa kerja dan waktu penanganan benda kerja harus ditambahkan kepada waktu potong sebenarnya. 3. Gambar Kerja Membuat V blok 4. Alat dan Bahan Pada praktikum pembuatan “balok perata” blok ini, bahan yang digunakan St. 37 dengan ukuran 1 inch dengan menggunakan alat-alat sebagai berikut : 1. Mesin frais 2. Pisau frais dengan ukuran 10 mm 3. Jangka sorong (vernier caliver) 4. Ragum pencekam benda kerja
- 14. UNIVERSITAS TADULAKO PALU 30 PRAKTEK MESIN FRAIS (MILLING) D3 MESIN. JURUSAN TEKNIK MESIN 5. Siku untuk mengukur sudut siku benda kerja 6. Palu plastik. 7. Kaca mata pengaman 8. Kuas pembersih 9. Kikir rata 10. Kunci pas untuk menguatkan dudukan ragum 5. Petunjuk Praktikum 1. Menyiapkan bahan (benda kerja) dan alat yang akan digunakan. 2. Memperhatikan gambar kerja. 3. Mengukur benda kerja sebelum pengerjaan. 4. Menentukan ukuran benda kerja yang akan disayat. 5. Pasang pisau frais, kencangkan dengan kunci pisau frais. 6. Pasang ragum pada meja mesin, kencangkan ragum dengan menggunakan kunci pas. 7. Pasang benda kerja pada ragum, kemudian kencangkan sambil memukul benda kerja dengan palu plastik diselingi dengan memukul kunci pengikat ragum. 8. “On” kan arus listrik yang masuk ke mesin. 9. Pompa pelumas hidrolik agar cairan pelumas mengalir keseluruh bagian mesin frais. 10. Atur kecepatan putaran motor mesin, dengan menyesuaikan besar diameter pisau frais yang digunakan. Pada box panel terdapat tombol-tombol yang mana menunjukkan kecepatan putaran motor, tombol high menandakan putaran tinggi sedang tombol low putaran rendah. 11. Tombol warna kuning mengatur kecepatan, tombol warna hijau menjalankan motor mesin sedang tombol warna merah untuk menghentikan putaran mesin. 12. Pengaturan kecepatan putaran motor dilakukan dengan mengatur tali banbel puli pada bagian samping mesin frais. 13. Lakukan penyetingan dengan cara menyentuhkan pisau frais dengan benda kerja secara perlahan lahan untuk mencari pemakanan pada posisi nol. 14. Lakukan penyayatan dengan kedalaman yang dianjurkan oleh instruktur atau melihat jenis bahan yang dikerjakan. 15. Ingat keselamatan kerja pada saat pengerjaan berlangsung.
- 15. UNIVERSITAS TADULAKO PALU 31 PRAKTEK MESIN FRAIS (MILLING) D3 MESIN. JURUSAN TEKNIK MESIN 6. Keselamatan Kerja 1. Gunakan pakaian praktek sesuai yang dianjurkan. 2. Gunakan kacamata pengaman. 3. Pelajari dan pahami gambar kerja yang diberikan. 4. Pinjam dan kemabalikan alat sesuai dengan daftar. 5. Jangan bertindak di luar prosedur yang telah ditetapkan. 6. Bersihkan area setelah praktek selesai. 7. Hindari cairan pendingin atau oli jatuh kelantai. 8. Matikan mesin dan motor pendingin saat mesin tidak digunakan.
- 16. UNIVERSITAS TADULAKO PALU 32 PRAKTEK MESIN FRAIS (MILLING) D3 MESIN. JURUSAN TEKNIK MESIN Format Laporan Kata Pengantar Puji syukur kami panjatkan kehadirat Allah SWT yang telah memberikan rahmat serta karunia-Nya kepada kami sehingga kami berhasil menyelesaikan praktikum dan laporan praktikum mesin perkakas 1 yakni mesin Frais (Milling). Laporan ini berisikan informasi tentang bagaimana penulis melakukan praktek di bengkel mekanik dengan menggunakan mesin Frais. Laporan ini Alhamdulillah dapat kami selesaikan berkat tuntunan Tuhan Yang Maha Esa dan tidak lepas dari bantuan berbagai pihak untuk itu dalam kesempatan ini penulis menghaturkan rasa hormat dan terimakasih yang sebesar-besarnya kepada semua pihak yang membantu dalam proses praktek sampai pembuatan laporan. Akhir kata, kami sampaikan terima kasih kepada semua pihak yang telah berperan serta dalam praktek sampai penyusunan laporan ini dari awal sampai akhir. Semoga Allah SWT senantiasa meridhai segala usaha kita. Amin. Penulis. LaporanPraktek MesinFrais(Milling) Untuk memenuhi syarat matakuliah Praktek Mesin Perkakas 1 Dosen pengampuh :.......................... DisusunOleh : Nama Mahasiswa (NIM) Program Studi D3 TeknikMesin JurusanTeknikMesin Universitas Tadulako TahunAkademik ...........
- 17. UNIVERSITAS TADULAKO PALU 33 PRAKTEK MESIN FRAIS (MILLING) D3 MESIN. JURUSAN TEKNIK MESIN Kata Pengantar Daftar Isi LandasanTeori Praktikum - Keselamatan Kerja - Alat dan Bahan - Gambar Kerja - Langkah Kerja Penutup
- 18. UNIVERSITAS TADULAKO PALU 34 PRAKTEK MESIN FRAIS (MILLING) D3 MESIN. JURUSAN TEKNIK MESIN