Downloaded 68 times
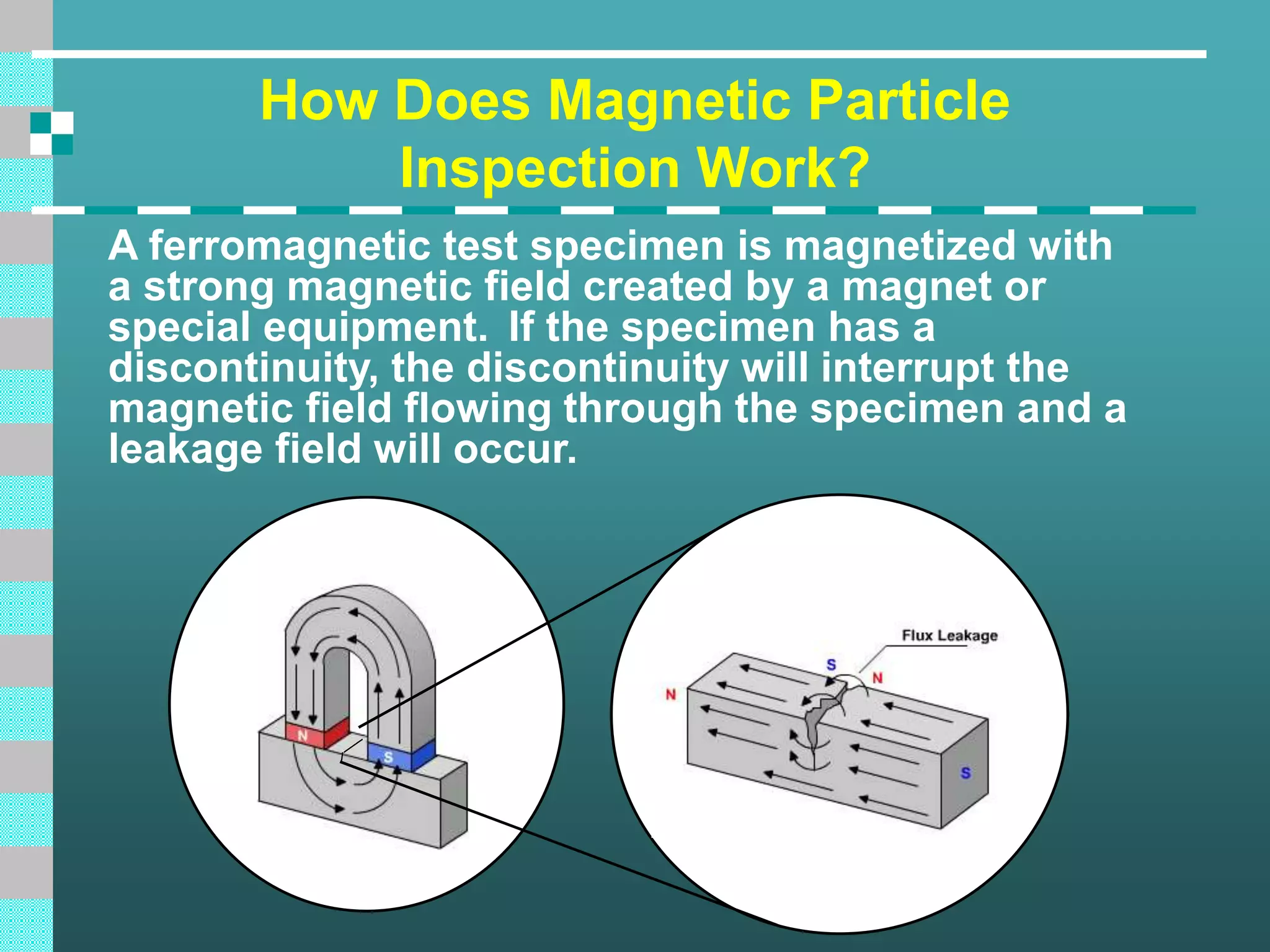
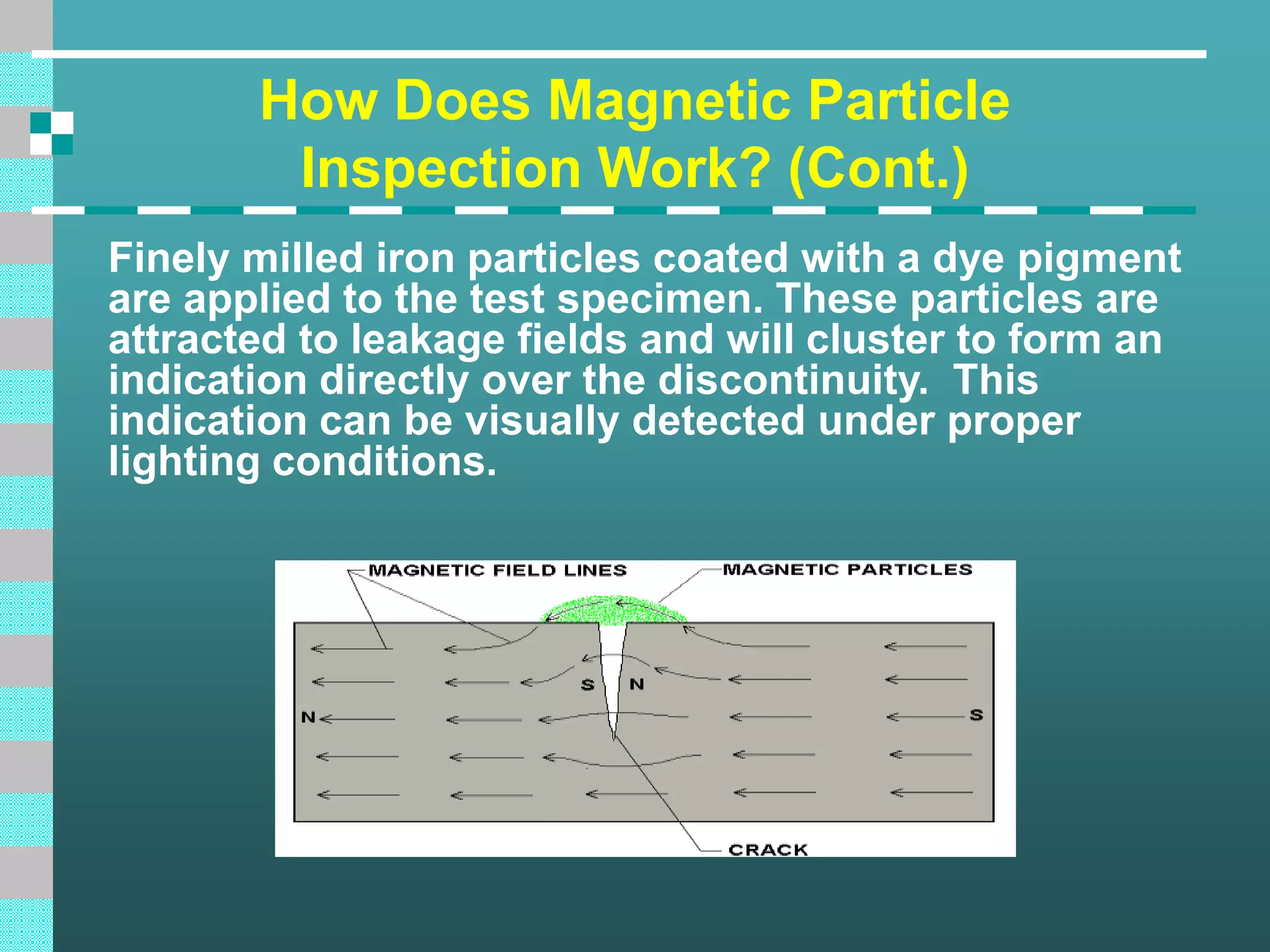




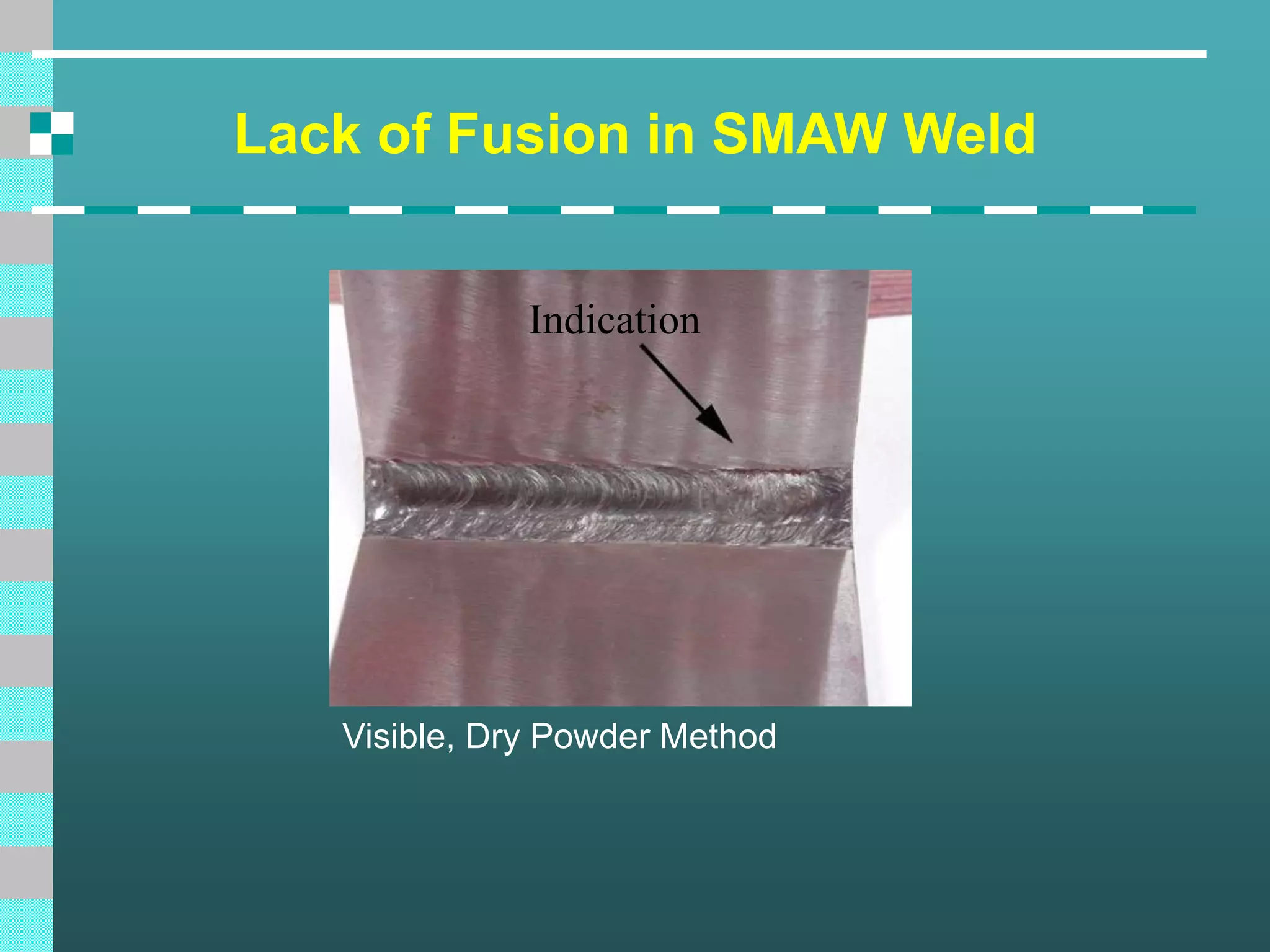
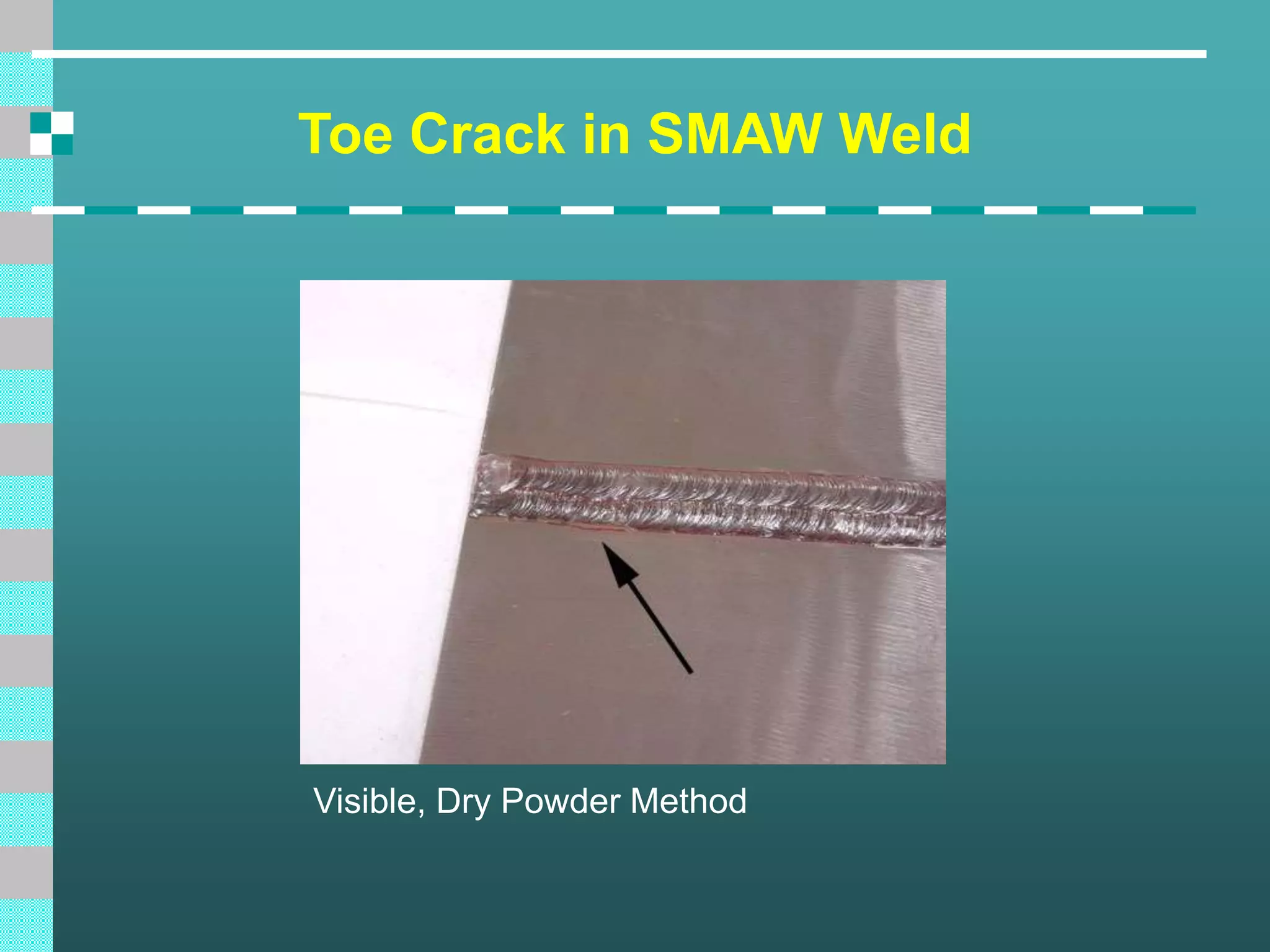
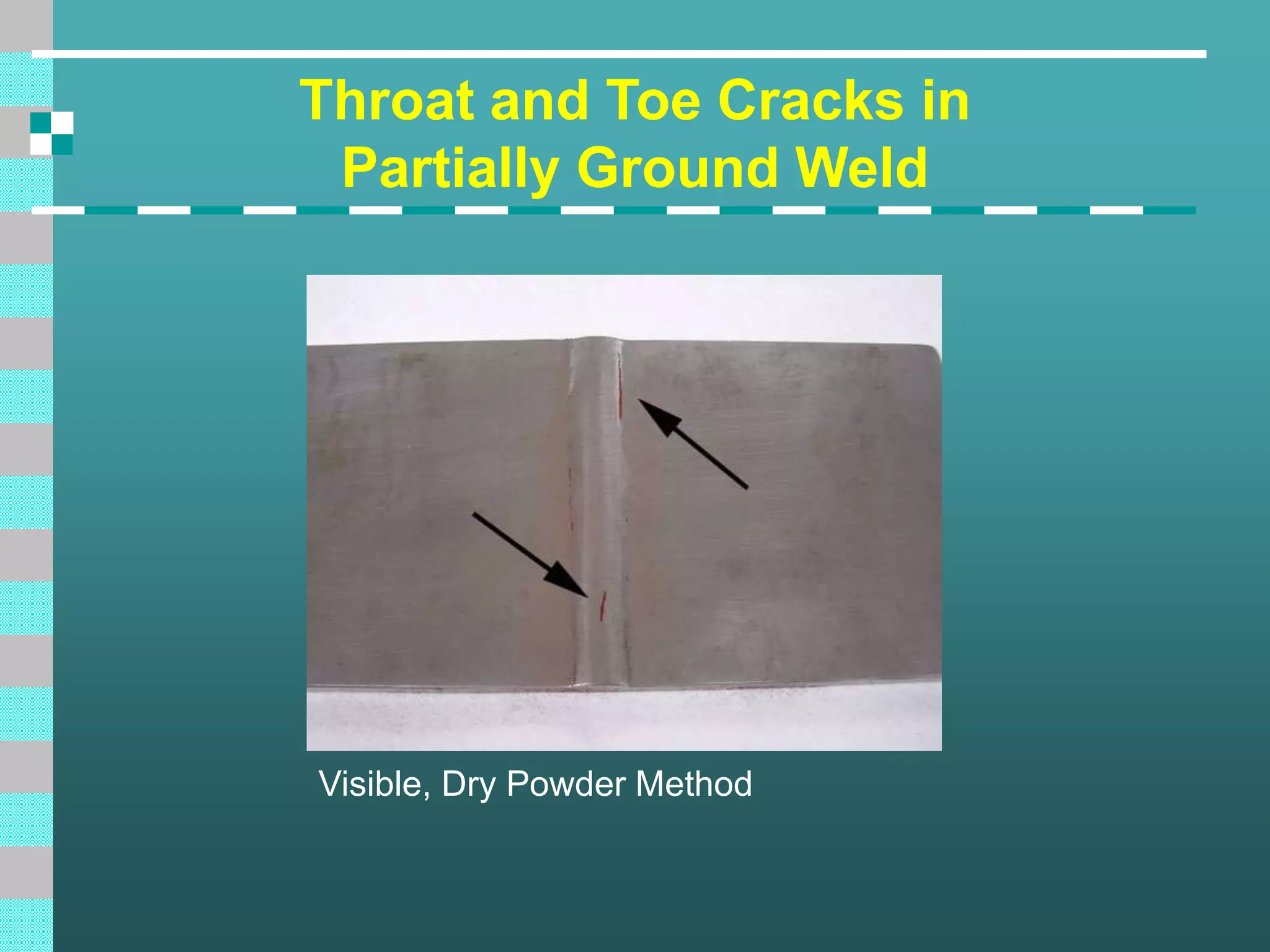

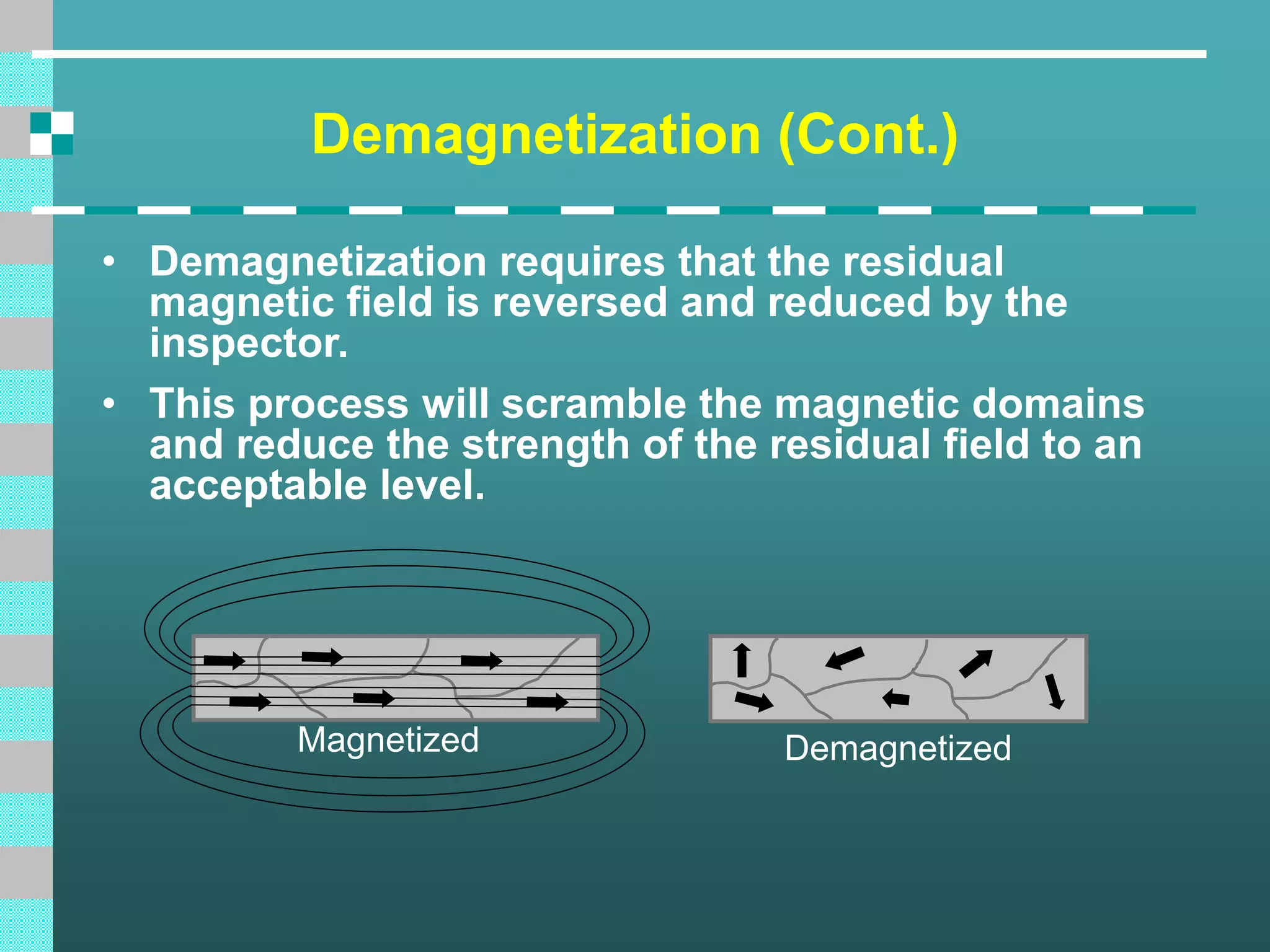

The document introduces magnetic particle inspection (MPI), a non-destructive testing method for detecting discontinuities and in-service damage in ferromagnetic materials. It outlines the procedure, including pre-cleaning, magnetization, application of magnetic media, and interpretation of indications, emphasizing the importance of magnetic field orientation and the demagnetization process. While MPI is effective for surface and near-surface defects, it has limitations including inability to inspect non-ferrous materials and sensitivity to conditions affecting detection.