Downloaded 44 times

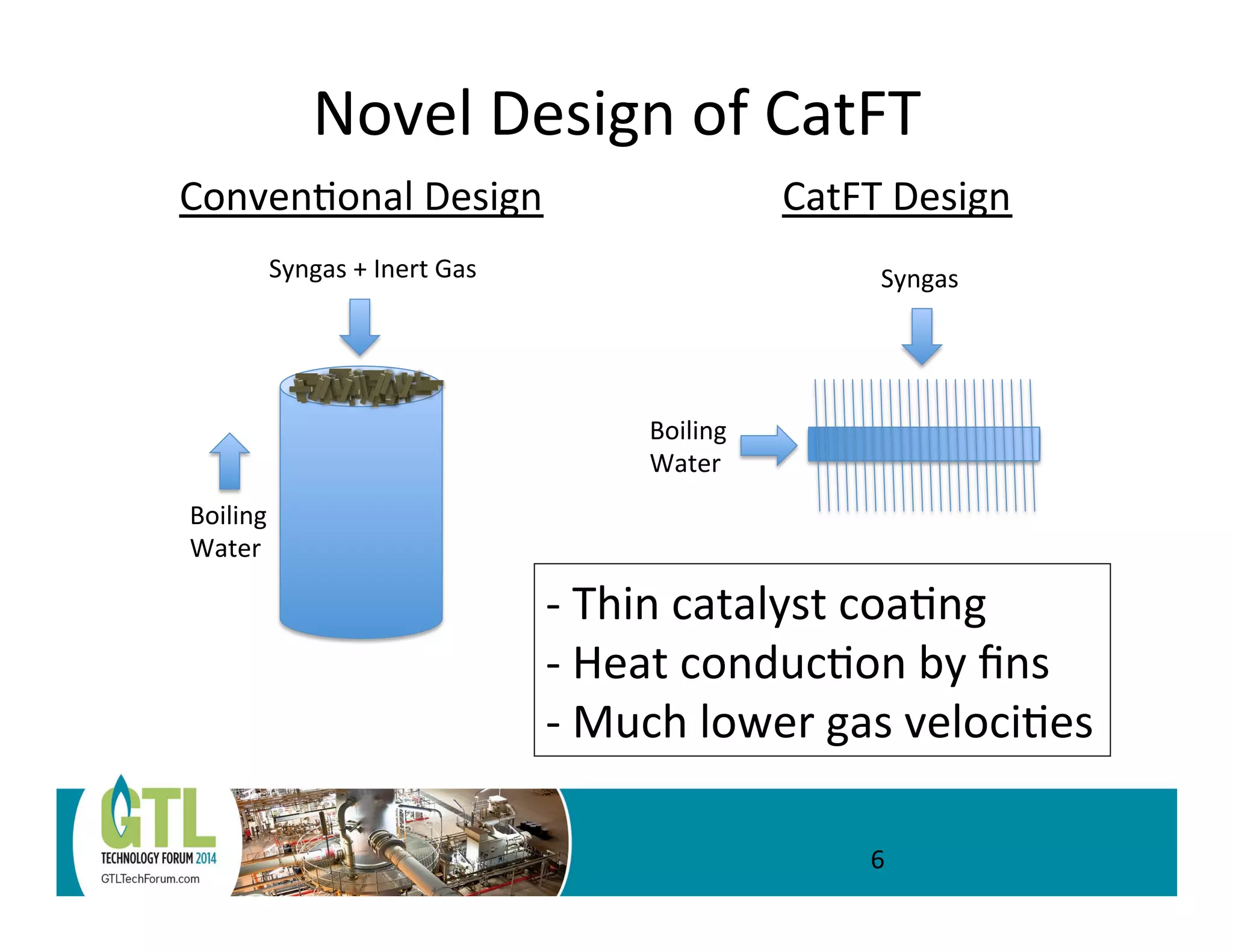
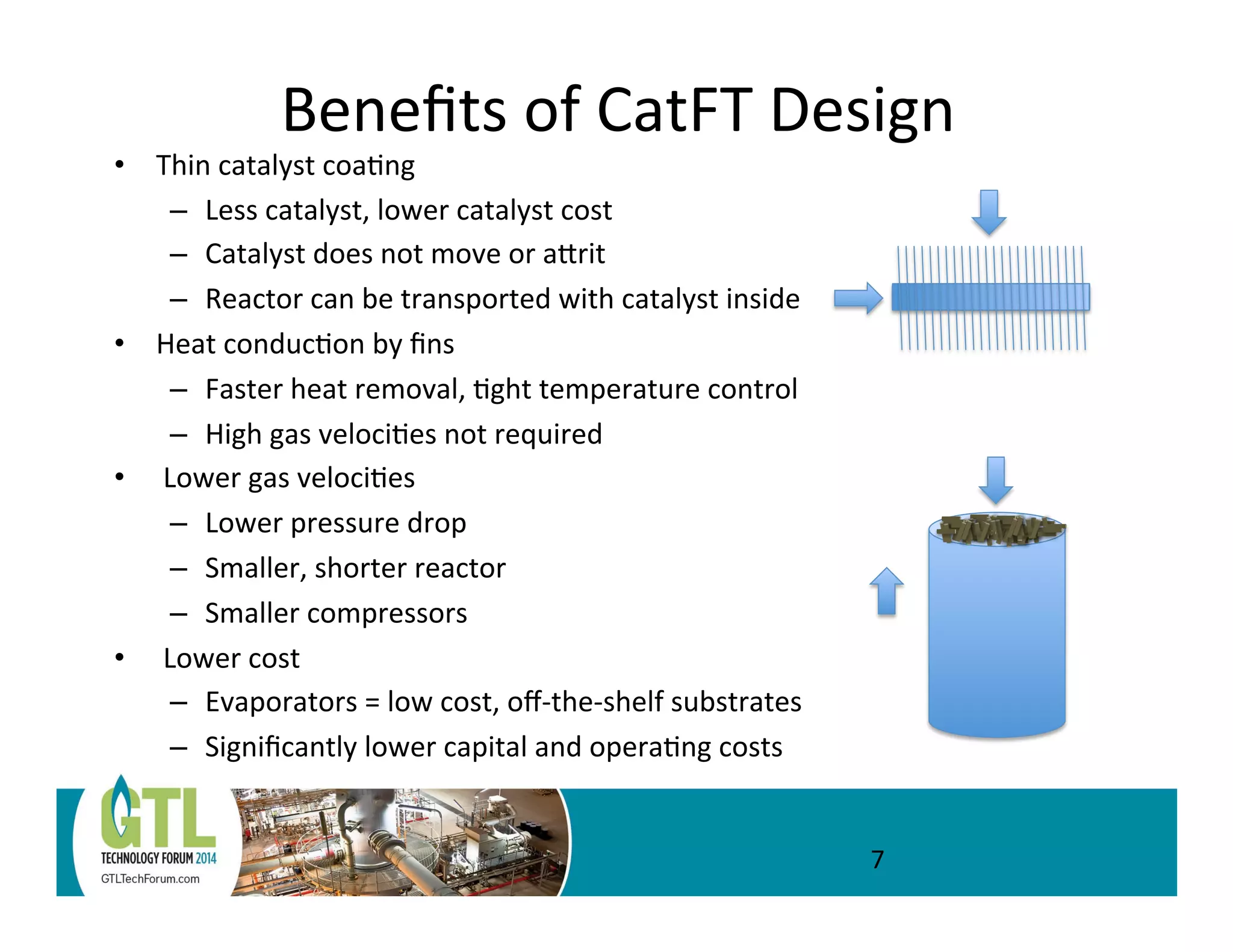















The document describes a new Fischer-Tropsch process called CatFT that addresses previous challenges. It involves coating catalyst onto thin fins for tight temperature control and scalability. Pilot testing showed promising results with high catalyst productivity. Estimates indicate a 100 BPD CatFT plant could be profitable with an IRR over 30% due to lower capital costs compared to conventional designs. The novel design offers advantages for small-scale applications.



































































