
Recommended
Recommended
More Related Content
What's hot
What's hot (20)
Similar to Upgrade of Heavy Oil using THAI-CAPRI process
Similar to Upgrade of Heavy Oil using THAI-CAPRI process (20)
Recently uploaded
Recently uploaded (20)
Upgrade of Heavy Oil using THAI-CAPRI process
- 1. Upgrade of Heavy Oil using THAI-CAPRI process By Marcin Wiktor Konarski A thesis submitted to The University of Birmingham for the degree of Master of Science in Advanced Chemical Engineering Schoolof Chemical Engineering College of Engineering and PhysicalScience University of Birmingham August2017
- 2. 2 Acknowledgement I would like to especially acknowledge School of Chemical Engineering for letting me research this specific project. Deep appreciationmust go to: Prof. JosephWood for the patient supervision filledwith constructive comments and helpful advices, Dr Abarasi Hart for co-supervision and great presence as well as everyday overwatch on the project, Mr Ryan Claydon for good introduction into the problem and helping hand in the timesof need as well as intelligent advices pushing the research further.Special thanksto my labcolleague MrSinthujanPushpakaranforthisfruitfulcooperation &cautiousnessand being organized in the laboratory space. My familymembers,forputtedfaithand investedintomeaswell asCatalysisandReactionEngineering Group at School of Chemical Engineering, University of Birmingham for support and help with final completion of this thesis.
- 4. 4 Abstract So far, light oil was the primary oil supply for the modern civilisation. Unfortunately, main reservoirs of this conventional crude are bound to be shrinking, which is the reason to look for alternatives. Such an alternative can be heavy oil & bitumen to help with increase in the demand for oil production, which is expected to rise by 40 % till 2025. Heavy crude oil can be described as the material with high viscosity/low API gravity, from which can be obtained low-boiling distillates substituting fuel and possess impurities like heteroatoms and asphaltenes. To improve its performance, reaction is required. It is the disassemblement of oil compounds into one which can be treated as the light oil. One of techniques used to achieve reduction of visosity, is called THAI-CAPRI process. It upgrade the oil in situ with down-hole effect. Catalysts which were used in this research were anionic clay catalysts, because the issues with hydrodesulphirization catalysts have persuaded researchers to look for better suited structures. Hydrotalcite-like catalysts based on the -/Al/CO3 anions and Ni, Mg, Co metal cations were used and influence was evaluated, while their molar ratios were constant – 3:1 for cations. The autoclave reactor was used to duplicate the THAI-CAPRI process in reservoir with same operating parameters - 425[°𝐶] and 20 [barg]. It was recognised that the current parameters have favoured Nickel, as a best suited anionic clay catalyst based upon Al/CO3 with biggest decrease of the viscosity as well as greatest increase in the API gravity and mass of the desirable liquid and gas fractions. Despite that Co/Al/CO3 has shown better deposit quality than the deposit received through cracking with Ni/Al/CO3. Asphaltene content was much lower in the second sample (14%->5% of Ni/Al vs 9% of Co/Al). Coke content, decreasing lifespan of the catalyst through the deactivation, was lowest for the Co/Al/CO3 (24.4%) with Ni/Al, but not so far behind (25.2%) in comparence with feed oil (29%). Liquid fraction Ni/Al was superior in terms of the composition (analysed through TBP distribution), giving the greatest yield of the valuable compounds. Overall, it was found that the Ni/Al/CO3 gives the best performance of all the catalyst due to the properties of the nickel itself, but compared to the thermal treatment it seems to be too small influence to become affordable for industry use.
- 5. 5 Contents Introduction ................................................................................................................................. 6 Materials and Methods ................................................................................................................10 Methods..................................................................................................................................10 Hydrotalcite Synthesis...........................................................................................................10 Heavy Oil Upgrade................................................................................................................11 X-ray Powder Diffraction.......................................................................................................12 True Boiling Point(TBP) Distribution......................................................................................13 Asphaltene precipitation of upgraded oil................................................................................14 Thermogravimetric analysis of upgraded heavy oil deposit......................................................14 Viscosity measurement.........................................................................................................15 Density & API Gravity Measurement......................................................................................16 Materials.................................................................................................................................17 Feed Oil................................................................................................................................17 Hydrotalcite Catalyst.............................................................................................................18 Substances usedin catalyst formulation.................................................................................18 Substances usedin characterization.......................................................................................19 Results & Discussion.....................................................................................................................20 Characterization of the Hydrotalcite catalyst..............................................................................20 X-ray Powder Diffraction.......................................................................................................20 Mass balance analysis of the upgrade reaction...........................................................................23 Effect of the different hydrotalcite composition on the API gravity and viscosity..........................25 Effect of the different hydrotalcite composition on the TBP Distribution .....................................27 Effect of the different hydrotalcite composition on the content of Asphaltene ............................31 Effect of the different hydrotalcite composition on the content of coke ......................................31 Conclusion...................................................................................................................................35 References...................................................................................................................................38 Appendix.....................................................................................................................................41 Appendix A. .............................................................................................................................41 Appendix B...............................................................................................................................43 Appendix C...............................................................................................................................45 Appendix D. .............................................................................................................................54 Appendix E...............................................................................................................................59 Appendix F...............................................................................................................................61 Appendix G. .............................................................................................................................64
- 6. 6 Introduction In current age,civilizationrequiresenergysource inorder to maintainthe way of living. Mainenergy source is oil needed for logistics, heating and production in chemical industry as a major source of hydrocarbons.Due to that,demandforoilinnearfuturewill rise byatleast40% by2025.(USEIA,2005) Currently,world isreachingthemaximumproductioncapabilitiesof lightoilproduction,whichcreates unique opportunities for utilization of the heavy oil & bitumen. (Hirsch, et al., 2006). Deposits of the heavyoil &bitumen are existentinginthe countries,where the conversiontechnology is the most developed like Canada or Venezuela. Although 80% of the world bitumen deposits are in CanadaandRussia, and90% of heavyoil isstoredinVenezuela,thereare alsopresentsmallerdeposits in places with easier access – Southern California, Mexico, Southern Europe. In total, it is estimated thatthere are over6 trillionbarrelsreported bythe International EnergyAgency,while inUK there are approximately 10 million barrels. (Javasekera et al. 2000) However, currently in the known storages there are 3,396 billionbarrelsof heavyoil and5,505 billionbarrels. Itmustbe recognizedthatstorage of heavyoil & bitumen containalmost70% of the worldoil resources(10 trillionbarrels) accordingto Zhang et al. (2012), which is why the size of the reserves, it looks veryappealing when comparedto light oil – 1 trillion barrels (Hein, 2006). One of the biggestsource of oil are incanadian oil sands, where itisprojectedthatinthe nearfuture, 4,2 billion barrelsof oil & bitumen will be used. Unfortunately, only65% of the bitumen is upgraded while the rest is transported out of the facilities. Unfortunately, there are great hurdles in regards to usage of non-conventional technology therma catalytic upgrade technologies such as cost and great amount of energy required for upgrading and greenhouse gasesreleasedintheprocess.Marketvalueof suchoil ismuchlower thanlightoil.Another throwback are the properties of heavy oil. It possesses high viscosity along with great amount of asphaltenes andheteroatoms present,whichresultsinthe greatcostof the extraction andprocessing. (Atkins, 2011) Increase in price of the crude oil, new technologiesavailable pressure this technology development. Heavy oil requires to be upgraded, unlike lighter fractions. It is converted into synthetic oil, who’s physical and chemical properties are close to natural light oil. (Carrillo& Corredor, 2012) In order to achieve synthetic oil ready for refining, there are multiple ways such as delayed coking, hydroconversion processes, catalytic cracking, solvent de-asphalting and as follows. It is also worth mentioning that these surface methods have high yield of coke generation according to Furimsky
- 7. 7 (2009), which is a reason to focus on in situ methods, where conversion takesplace before reaching the surface. Major costs of utilizing the heavy oil & bitumen, are surface upgrading processes and facilities they require, which is whythe in situ technology reduce them substantially. While light oil is produced by the primary & secondary methods, heavy oild & bitumen must have additional stimulant such as solvent or thermal energy – this methods are collectively called Enhanced Oil Recovery (EOR). EORcan be derived,besideothers,into steam-basedandin-situcombustion.Itsdividedintocategories firstgroup:steamflooding,SteamAssistedGravityDrainage (SAGD),CyclicSteamSimulation(CSS) and in second: in Situ Combustion (ISC) and Toe-to-Heel Air Injection (THAI) with catalytic upgrading processin-situ(CAPRI).These processesdecrease the viscosityof oil toensure the fluidity of oil inthe pipelineandfurther.Sadly,steamprocessesplace agreatburdenonenvironmentdue tolarge amount of water and natural gas needed for steaming according to Gates and Chakrabarty (2006). This adds up to the overall costs as well as operational ones. Also the steam-basedmethod requires further upgrade tomeetthe refineryrequirements.However,insitucombustionneedslesswaterandheatto aid the reaction, which deems it promising in the economical point of view. THAI with CAPRI add-on is the technique developed very recently(15 years ago) at the University of Bath. There are two wellspresent,injectionandproducerswell.Inthe latter,horizontal one,there is a packed-bad of catalyst. Thermally mobilized heavy oil travels through bed where it is further upgraded. Keyindicatorindeterminingthe effectivenessof the technique isthe APIgravity,viscosity and the reduction of asphaltenes. (Ovalles & Rodriguez, 2008) Advantages of this method are lesser needforthe surface upgrade, productionof oil,whichhaslow viscositymakingthe oil appropriate for pipelinetransferandusageof available heat. (Xia&Graves,2001) The THAI-CAPRIprocessispresented below: Figure 2.1. Schematics of the THAI-CAPRI Process. (Greaves et. al, 2000b)
- 8. 8 Mechanism by which thermal upgrading progress is called free radical chain reaction mechanism, whichinvolvescouplesteps,illustratedbythefollowingexamplefromSpeight(2011).Inthe beginning, there isanInitiationreaction,where someheavyoilmoleculesare splittingintofree radicals(breaking C-C bonds). 𝐶𝐻3 𝐶𝐻3 → 2𝐶𝐻3 ∗ (2.1) Next, radical takes over hydrogen atom from the nearby hydrocarbon (hydrogen Abstraction reaction). 𝐶𝐻3 ∗ + 𝐶𝐻3 𝐶𝐻3 → 𝐶𝐻4 + 𝐶𝐻3 𝐶𝐻2 ∗ (2.2) This free radical is then decomposed into the olefin (radical Decomposition reaction). 𝐶𝐻3 𝐶𝐻2 ∗ → 𝐶𝐻2 = 𝐶𝐻2 + 𝐻∗ (2.3) Further,the free radical reactswiththe olefintocreate biggerfree radical (radical Additionreaction). 𝐶𝐻3 𝐶𝐻2 ∗ + 𝐶𝐻2 = 𝐶𝐻2 → 𝐶𝐻3 𝐶𝐻2 𝐶𝐻2 𝐶𝐻2 ∗ (2.4) In the final stage,free radicalsrecombine intoanothermoleculeor free radical isdisproportionedand transfers hydrogen to form alkane or olefin (Termination reaction). 𝐶𝐻3 ∗ + 𝐶𝐻3 𝐶𝐻2 ∗ → 𝐶𝐻3 𝐶𝐻2 𝐶𝐻3 (2.5) 𝐶𝐻3 𝐶𝐻2 ∗ + 𝐶𝐻3 𝐶𝐻2 ∗ → 𝐶𝐻2 = 𝐶𝐻2 + 𝐶𝐻3 𝐶𝐻3 (2.6) These small freeradicalsare hydrogen,methylandethylradicals.Theyare drasticallymore stablethan larger ones. They form saturated forms of hydrocarbons, once they capture hydrogen atom. These reactionscrackhydrocarbonswithlarge molecularweightintolowerones.Crackingisafunction of temperature.Gaseswhichare typicallyfoundinthe processandrecorded viaRGA are – hydrogen, methane, ethane, n-butane, i-pentane, trans-2-butane, carbon monoxide and carbon dioxide. (Speight, 2011) Researchdone by the Xia & Greaves in 2000b indicatedthat THAI-CAPRItechnique canbe utilizedto convertheavyoil &bitumentosyntheticlightoilinasingledownholeprocess.Furthermore,according to Shahetal. in2011, it hasoptimizedthe method’stemperature,pressure,oil rate usedinprocessto maximize the efficiency of the process, where the optimum lies at 425 [°𝐶], oil rate 1[ 𝑚𝐿 𝑚𝑖𝑛 ].
- 9. 9 Objectivesof thisresearchproject regardingTHAI-CAPRIprocessare toimprove characteristicsof the oil whencomparedtofeedstockoil,butalsotoremove impuritieswhichare obstaclestoreach refineryrequirements. Followingresearchwasdone basedonkeypoints. To synthesize hydrotalcite withdifferent metal composition –Hydrotalcite-like catalyst Ni/Al/CO3,Co/Al/CO3,Mg/Al/CO3. o Analysis these structurestoconfirmthe identity o investigateperformance of the catalystreceived o Extentof the catalyticcracking comparedto thermal To understandthe importance of the upgrade andcoke depositiononthe scale of the deactivationof the catalyst. Characterize eachof the products receivedinthe upgrade processand evaluatethe efficiencyof variouscatalyst.
- 10. 10 Materials and Methods Methods HydrotalciteSynthesis Hydrotalcites were made of different composites, according to the same reaction called one pot hydrothermal reaction (low supersaturation) at 60 [°𝐶] for 18 hours in atmosphere pressure in aqueous solution to receive catalyst with high surface area. Three hydrotalcite catalysts of different composition were made for the purpose of this research, using: Co/Al/CO3, Mg/Al/CO3, Ni/Al/CO3. HTC catalyst was co-precipitated using solutioncontaining metal desirablesolutionandaluminium (III) nitratenonahydrate indesiredratio, dilutedin100 [ml] of distilled water. Then, solution of ammonium carbonate was added to the solution in ratio ½ of aluminium ions. Equilibrium was maintained in reactor at the temperature of 60 [°𝐶], stirred consistently withmagneticstirrerandmaintainingconstantpH.Itwasagedinthistemperature for18 hours, then it was dried and crush to powder in the mortar. (Cavani et al. 1991) Specifically, inthe firststepthe mixture possessingmetal solutionsatthe requiredratiowas created. In secondvial,carbonate was dissolvedin desired,forthe reaction,ratio.Once, those mixtureswere made, carbonate mixture was poured into jacked beaker with set temperature at 60 [°𝐶]. Mixture containing metals was inserted into the beaker using acid pump, while manually adjusting the pH to favourhomogenousprecipitationintobrucite-like layers. Beakerwasagitatedfor 18 hours inthe set temperature.Afterwards,the catalyst wasvacuumfiltered,cleanedwithdistilledwatermultipletimes and left overnight in fume cupboard.
- 11. 11 Heavy Oil Upgrade Experimentonthe dispersedHTCcatalystwere done in batchautoclavereactorasshowninthe Figure 3.2. In the sleeve made specifically for reactor chamber, 18 [g] of heavy oil was insertedwith 2% of HTLc catalyst which weigh 0.36 [g]. Reaction was performed at the specific temperature - 425 [°𝐶] and pressure 20 [𝑏𝑎𝑟] inthisbatchreactor,stirredwith500 [rpm] for10 minutesinnitrogenatmosphere. Reaction time was set to imitate the residence time of the fixed-bed reactor. Reactorrequirestobe closed withoutany leakstopreservemass balanceduringthereaction.Nitrogen was usedto purge the atmosphere inthe reactor and ensuredno leaks. Further,reactor was placed in the heater and heated to reaction temperature - 425 [°𝐶].
- 12. 12 Mixinginthe reactorwas introducedby usingtwo-bladeimpeller(speed –500 [rpm] to reachoptimal Reynolds number). Once the heavy oils and catalyst reached the operating conditions, the reaction time isstartedper the well-knownstandards,so whenthe zerotime temperature will reach 425[°𝐶]. After the reaction, heating was disabled and the reactor was cooled to room temperature. Gas producedinthe reaction wasthenanalysedinRGA-GC.To compare,experimentwasperformed both with and without the catalyst present. Examined process taking place in was thermal & catalytic cracking during CAPRI can be described by the equation below. ℎ𝑒𝑎𝑣𝑦 𝑓𝑟𝑎𝑐𝑡𝑖𝑜𝑛𝑠 (343°𝐶 +) → 𝑑𝑖𝑠𝑡𝑖𝑙𝑙𝑎𝑏𝑙𝑒(< 343°𝐶)+ 𝑐𝑜𝑘𝑒 + 𝑔𝑎𝑠 (3.1) In the distillable, there were light and medium fractions of the oil. X-rayPowder Diffraction X-raydiffraction isa swiftanalytical method focusedonthe phase identification andcan alsobe used to obtain data on cell dimensions of the homogenized sample’s crystalline structures. It is based on the interference of the monochromatic X-rays with the crystalline structure. Rays are generated by a cathode ray tube, emitting radiation, directed to the sample. Rays diffracted by the sample are collectedbythe detector,accordingto Bragg’s Law. Rays are countedand processedinto count rate which is the output. (Dutrow & Clark. 2010) In this study, Brucker D2 X-ray diffractometer was used to gather the data corresponding to atomic arrangementincrystalssample,whichinthiscase isthe catalyst. Itusescobaltsource andnickelfilter. Sampleswere placedinthe instrumentona plate and the X-rayswere emittedtowardssamplesina scan speed - 15 minutes with step size of 0.370 over the theta range 10 − 100°.
- 13. 13 Mean crystallite size canbe calculatedusingScherrerequation: 𝐷 = 𝐾 ∙ 𝜆 𝛽 ∙ cos(𝜃) (3.2) Where K isthe shape factor (usually0.9), 𝜆 isthe wavelengthof the particularx-raybeam, 𝛽 isthe width(FWHM) of the (0 0 3) diffractionline and 𝜃 the Braggangle. True Boiling Point (TBP) Distribution Measurement was done on the Agilent 6850N gas chromatography column, which was tuned according to ASTM-D2887 methodinorder to describe producedoil.MethodASTM-D2887 give wide range of data regarding presence of specific carbon number in form of distribution chart of each. Column fitted into gas chromatography was J&W 125-10 DB-HT (length – 5[m], 530 [𝜇𝑚] ID and thicknessof capillarycolumn –0.15 [𝜇𝑚]). Detectorpresentinthe chromatographisFlame Ionization Detector (FID). It is set at 260 [°𝐶], along with constant flow of air (450 [𝑚𝐿 ∙ 𝑚𝑖𝑛−1]), hydrogen (40 [𝑚𝐿 ∙ 𝑚𝑖𝑛−1]) and nitrogen (32.3[ 𝑚𝐿∙ 𝑚𝑖𝑛−1]). Column itself is eluted with helium (20 [𝑚𝐿 ∙ 𝑚𝑖𝑛−1]). Samples had to be prepared before injecting into instrument (Figure 3.4.). Produced oil was diluted withcarbondisulphideinratio1to 5. 𝐶𝑆2, wasusedas a solvent,because itismisciblewithoilaswell as it has low response in the FID followedby low boiling point. 1 [𝜇𝑚] of oil was taken with syringe and injected into GC Programmed Temperature Vaporization (PTV) injector, which vaporizes sample before entering the column.
- 14. 14 Oven could be heated up to 355 [°𝐶], so the analysis could be done in the range 40 to 340 [°𝐶]. GC was calibratedwiththe standard mixture of hydrocarbons between 𝐶5 − 𝐶40.High molecularweight hydrocarbons conversionintolighterfractions canbe describedas conversionof the hydrocarbonsof 343 [°𝐶] in the feed oil to the hydrocarbons in produced oil. Conversion is calculated via equation shown below (Ortiz-Moreno, 2012): 𝐶𝑜𝑛𝑣𝑒𝑟𝑠𝑖𝑜𝑛 = 𝐻𝐶(343°𝐶 +) 𝑓𝑒𝑒𝑑 − 𝐻𝐶(343°𝐶 +) 𝑝𝑟𝑜𝑑𝑢𝑐𝑡 𝐻𝐶(343°𝐶) 𝑓𝑒𝑒𝑑 (3.3) Asphaltene precipitation of upgraded oil To obtain the amountof asphaltenes(the heaviestfractionof the heavyoilsfromfeedoilaswell asin the producedoil), aphaltenesprecipitatedwithn-hexane accordingtoASTMD2007-80. The remaining is the mixture of the saturate, resins and aromatics. One gram of oil was mixedwith40 [mL] of n-hexane,actingasthe precipitant.Itwasthenagitatedin the beaker for 4 hours using magnetic stirrer. Then, the mixture was left for 24 hours to let the precipitationhappen.Afterwards,asphaltenewasfilteredusingthefilterpaper (11 [𝜇𝑚] − 𝑝𝑜𝑟𝑒 𝑠𝑖𝑧𝑒) for separation from liquid. Then, it was washed with n-haxane until the colourless effluent was obtained. Asphaltene was then dried to remove residual substances and weighted. Fraction of asphaltene was described by equation as follows. 𝑊𝑎𝑐 = 𝑊𝑒𝑖𝑔ℎ𝑡 𝑜𝑓 𝑑𝑟𝑖𝑒𝑑 𝑝𝑟𝑒𝑐𝑖𝑝𝑖𝑡𝑎𝑡𝑒𝑑 𝑎𝑠𝑝ℎ𝑎𝑙𝑡𝑒𝑛𝑒 (𝑔) 𝐻𝑒𝑎𝑣𝑦 𝑂𝑖𝑙 𝑊𝑒𝑖𝑔ℎ𝑡 (𝑔) ∙ 100 (3.4) Thermogravimetric analysis of upgraded heavy oil deposit In order to determine the fraction of coke deposit present in the sleeve after the reaction, thermogravimetric analysis was performed. Analysis was done with NETZSCH-Geratebau GmbH, TG 209 F1 Iris ®. 15-20 [mg] of the deposit was storedin the platinum crucible above the microbalance.
- 15. 15 Furnace is heated fromthe 25 to 900 [°𝐶] withrate of heatingof 10 [°𝐶 ∙ 𝑚𝑖𝑛−1]and withairflowof 50 [𝑚𝐿 ∙ 𝑚𝑖𝑛−1]. At the peak temperature, isothermal conditions are prolonged for 20 minutes for the deposit material to burn-off. Change of mass in sample isregistered inthe TG 209. Thermo-microbalance (vacuum-light) workson the principle of the electromagnetic power compensation. Typically, burn-off fromthe sample withaccesstoair showslossof mass of the deposit,measuredby the sensitive microbalance. Inthisresearch, soliddepositleftafterremoval of the liquidfraction,was burnt with TGA. Viscosity measurement Viscosity of the oil isanamountof the internal resistance toflow and itismeasured usingthe CVO-50 rheometersystem(BohlinInstruments.,Malvern,UK). Plate of parallelgeometry(40mmof diameter) withpolishedsurface isusedas shown on the picture below. Atthe beginning, viscosity of the crude oil is measured with plate gap size established at 100 [𝜇𝑚].
- 16. 16 All measurementsweremade attemperatureapprox. 20 [°𝐶] andthe datagatheredisthe average of duplicate, which consist of five points. Density & API Gravity Measurement APIgravityas well asdensitywereevaluatedwithdigital AntonPaarGmbH(Austria) DMA 35 portable density meter. Temperature in which measurement took place was 25[[°𝐶] and data was reported in[𝑔 ∙ 𝑐𝑚−3]. Principle upon which this instrument works is simple. Density is calculated by utilizing oscillating U- tube principle,resonantfrequency of the U-tube,itisinverselyproportionaltosquare rootof the mass of the sample, while the volume of the tube is constant.
- 17. 17 Furthermore, API gravity is calculated using the equation: 𝐴𝑃𝐼 𝑔𝑟𝑎𝑣𝑖𝑡𝑦 = 141.5 𝜌 − 131.5 (3.5) 𝐶ℎ𝑎𝑛𝑔𝑒 𝑖𝑛 𝐴𝑃𝐼 𝐺. = 𝐴𝑃𝐼 𝑜𝑓 𝑓𝑒𝑒𝑑 𝑜𝑖𝑙 − 𝐴𝑃𝐼 𝑜𝑓 𝑝𝑟𝑜𝑑. 𝑜𝑖𝑙 (3.6) Where 𝜌 is specific density. Materials Feed Oil For research purposes, heavy crude oil has been supplied by Touchstone Exploration Inc. from Kerrobert, Saskatchewan Canada out of THAI field operation. It is a blend of oil extracted from eight different sources After the extraction, oil has been upgraded, while it was thermally recovered. Propertiesof receivedoil hasbeenpresentedinthe table below. AlthoughAPIgravityof the primary oil was 10.9[°], when it was extracted with the THAI process it rose to 13.8[°].
- 18. 18 HydrotalciteCatalyst Layered double-hydroxides of general formula: 𝑀( 𝐼𝐼)1−𝑥 𝑀( 𝐼𝐼𝐼) 𝑥( 𝑂𝐻)2]∙ 𝐴 𝑥 𝑛 𝑛− ∙ 𝑛𝐻2 𝑂 (3.7) Where Mindicatesmetal cationandA is an anion,more commonlyknownashydrotalcite isusedasa homogeneous base catalyst in this research project. (Lal et al., 2012) They are anionic clay type of layeredmaterialscomprisedof setssheetmadeoutof hydroxidewithwatercharged positively(Figure 3.9). (Xu et al., 2009) Metal cations are positionedinthe crystalline structure similartobrucite (eg.𝑀𝑔( 𝑂𝐻)2,where metal is substituted with the one of lower charge, resulting in the positive charge overall). They are two- dimensional sheets while anions are in the interlayer. Unit structure are three layers of the metal hydroxide andinterlayerintherhombohedralorhexagonal shape.Inthisstudy,interlayeranionsused will be 𝐶𝑂3 2− , due to its low exchange capacities resulting from the high affinity of the anion for this structure, which is favourable in this scenario unlike in case of 𝐶𝑙−, 𝑁𝑂3 − . (Xu et al., 2009) Substancesused in catalyst formulation For the researchpurposes, Co/Al/CO3hydrotalcitewasformulated usingthree inorganiccompounds: cobaltchloride hexahydrate,aluminiumnitratenonahydrate and ammoniumcarbonate. The datawas found in Safety Data Sheet (SDS) available at Sigma-Aldritch website. Cobaltchloride hexahydrate (𝐶𝑜𝐶𝑙2 ∙ 6𝐻2 𝑂)isan inorganiccompoundof cobaltand chlorine,usually made inthe reaction of cobaltcarbonate and hydrochloride acid. Usually,itisinliquidstate, however withthe hexahydrateitbecomespurple soluble solidmaterial. Itsmolecularweightis237.93 g/mol.It is quite toxic and must be used with caution when dosing. Aluminiumnitrate nonahydrate (𝐴𝑙(𝑁𝑂3) ∙ 9𝐻2 𝑂)issoluble white saltmade of aluminiumandnitric acid. It cannot be produced via straight reaction between aluminium and nitric acid, because of the passivation layer forming. Instead, it is formed by the reaction of the nitric acid with aluminium
- 19. 19 chloride. It is strong oxidant used in the petrol refining, antiperspirants and as a nitrating agent. Its molar mass is 375.13 [g/mol]. It is dangerous to spill it on eyes. Ammonium Carbonate (( 𝑁𝐻4)2 𝐶𝑂3) is a colourless soluble salt with an odour of ammonia. It is producedin the reactionof calcium carbonate withammoniumsulphide.Itcan be usedas an acidity regulatorinfoodindustryaswellas asmellingsalt.Itsmolarmassis 96.1 [g/mol] anditisdecomposes in contact with air. It is flammable as well as toxic when swallowed. When other catalysts were formulated, other compound are additionally needed like magnesium nitrate hexahydrate, nickel nitrate and ammonium hydroxide. Magnesium nitrate hexahydrate (𝑀𝑔(𝑁𝑂3) ∙ 6𝐻2 𝑂) is a hygroscopic salt, very soluble in water. It is white, odourless stable and not flammable solid aswellasnottoxic.Itsmolarmassis256.41 [g/mol] anditisproduced inthe reaction between nitric acid and magnesium. Nickel nitrate hexahydrate (𝑁𝑖(𝑁𝑂3) ∙ 6𝐻2 𝑂) isainorganicsolublecompound,highlyoxidisingagent, toxic in direct contact with skin and eyes. Molar mass of the compound is 290.79 [g/mol] and its appearance is green hygroscopic solid. Ammonium hydroxide (𝑁𝐻3 𝑎𝑞) is a solution of ammonia in waterwith“fishy”odour.Itsmolarmass is 35.04 [ 𝑔 𝑚𝑜𝑙 ] and itsboilingtemperature is around 311 [K]. Substancesused in characterization During the characterization of the crude oil, additional substances were required. In TBP analysis, it was carbon disulphide and n-hexane in asphaltene precipitation. Carbondisulphide(𝐶𝑆2) isacolourlessliquid,butwithanodourof chloroform.Itsmolarmassis 76.13 [g/mol].Itishighlyvolatile,flammable,toxicwhen incontactwith.Usuallyitisproduced inthereaction of natural gas in presence of aluminacatalyst.Boilingpointisat 319.4 [K].Main applicationsare as a building block in organics as well as in polymerization, cellophane production and as solvent. n-hexane (𝐶6 𝐻14) is colourless liquid,highly insoluble in water, its molar mass is equal 86.2 [g/mol]. Boiling point of n-hexane is 342 [K]. It’s highly flammable and toxic when ingested. It is one of the fraction present in the gasoline. It is widely used as a non-polar solvent.
- 20. 20 Results & Discussion Characterization of the Hydrotalcite catalyst X-rayPowder Diffraction Successful implementationof the metal cationswithinhydrotalcite structureswere verifiedbythe X- Ray Diffractionanalysis. Figure 4.1. presented below,showsdiffractogramsof the hydrotalcitesample catalysts. Peaks at the 12.1°,12.5°,12.9° for each catalyst respectively are assigned to (0 0 3) reflection, 26.2°,26.5°,27° are (0 0 6) reflections.Peaksatthe 71.3°,70.6°,72.6° are the (1 1 0) reflectionsfrom whichbasal spacingbetweenlayerscanbe calculatedfromthe BraggLaw andreachunitcelldimension (a). Results are shown below in Table 4.1. It is clear that Co/Al/CO3 HTLC is the largest crystal, while Ni/Al/CO3 are the smallest ones. Peaks are correlating with [AMCSD 0014738]. Based on the research done by Wang, Jiang and Shangguan in 2007 and Cantrell et al in 2005, it was possible to calculate lattice parameter (𝑐 = 3𝑑00 3, 𝑎 = 2𝑑1 1 0) using Bragg Law as well as average crystalline size with Scherrer Equation on the (003) line broadening. Full width at half maximum of peak is largest for Mg/Al/CO3 and smallest for Co/Al/CO3, inversively proportional to the crystallite sizes. Results are shown in Table 4.1. From the cobalt-basedhydrotalcite X-raydiffractogram, itcanbe provedthatis a layeredstructure of HTLC from planes indexed as (003), (006), and (009). For Co/Al/CO3, planes are - 2𝜃 = 12.5°,26.5°,40°,45°,54°,70.6°,72.2° displayedas(003),(006),(009),(101),(-),(110),(113). Presence of the (1 0 1) plane [JCPDS 30-0443] at 43° in Cobalt- based HTLc indicates formation of the cobalt containing phase (hydroxide or deeper oxidation). Reference pattern is shown below (Figure 4.2.).
- 21. 21 As well, Ni/Al/CO3 can be characterized as a hydrotalcite for the same reasons [JCPDS file 15-0087]. Planesat – 2𝜃 = 12.9°,27°, 41°,45.4°, 55°,72.6°,74°,78° indicate (003), (006), (012), (015), (018), (110), (113), (116) for Ni/Al/CO3HTLc. Usuallycrystallinityisassociatedtosharpnessand intensityof the peaks, so these peaks indicate ordered structure. (Touahra et al., 2015) Figure 4.3. reference pattern is presented for the comparison. Magnesium aluminum based hydrotalcite exhibit peaks at 2𝜃 = 12.1°,26.2°,34.3°,40.2°,45.9°,54.5°,71.3°,73.3° at the planes - (003), (006), (009), (012), (015), (018), (110), and (013). It possesses specific peaks which can be correlated to the hydrotalcite-like structure withsharp(003) peakindicatinghighlycrystallinestructure.Theywereindexedinhexagonal lattice with rhombohedral symmetry. (Xu et al., 2009) These patterns indicate that there are mixed oxidesMg(Al)Otype present.Small peaksat 2𝜃 = 45 & 65° exhibitmagnesia-aluminaphase.(Zenget al., 2008) In Figure 4.4. reference XRD pattern is presented to allow for the comparison.
- 22. 22 Lattice parameter c corresponds to the interplanar distance multiplied by three and it is related to brucite-like layerthickness(Obadiahetal.2012). Highervaluesare the resultsof the weakerColumbic interactionbetweenthe layersof the brucite,whichinfluencesanionwhichproduce positive charge, increasingthe parameter.The weakestinteractionsare presentinthe Ni/Al/CO3andthe strongestin Co/Al/CO. (Białas et al., 2016) Meanwhile,parameter a (metal – metal distance also knownas unit cell dimension) is influenced by the numberof ionswithspecificpore sizes.Withthe same molarratiosof the catalysts,only pore size differ. Biggest pores are in the Co/Al/CO3 (0.065 [nm]) and the smallest are the pores of the Ni/Al, Mg/Al is the average (0.086 [nm]) (Białas et al., 2016) Lattice parameters decrease with increasing aluminium content because larger molecules of metal substitute Al ions(Obadiahetal.2012). Calculationuponthe resultsbelow are basedisinAppendix E.
- 23. 23 Mass balance analysis of the upgrade reaction Inthe reactionoccurringinthe fixed-bedreactor,thereare three phasespresentatthe endof process: gases,liquidandsoliddeposit.Massof these three phasesmustbe equal to the mass of oil addedto the reactor at the beginning.Reactionconverts heavyoilintolightoil,simultaneouslydepositingcoke and liberating the gases. Weight of the gas was calculated by subtracting the mass of the sleeve with oil before the reaction from the mass of sleeve directlyafter the reaction, taking into account of oil lostduring the opening (tissuesusedwere weightedandthe masslosscalculated).Amountof depositwasreceivedbyleaving drainedliquidsleevefor24 hoursto letthe liquidevaporate and subtractitsweightfromthe original sleeve. Full mass balance equations were presented below: 𝐺𝑎𝑠 ( 𝑚𝑎𝑠𝑠 𝑔.) = 𝑤 𝑠𝑙𝑒𝑒𝑣𝑒+𝑜𝑖𝑙 − 𝑤 𝑠𝑙𝑒𝑒𝑣𝑒 𝑎𝑓𝑡𝑒𝑟 𝑟𝑒𝑎𝑐𝑡𝑖𝑜𝑛 (3.8) 𝐷𝑒𝑝𝑜𝑠𝑖𝑡 ( 𝑚𝑎𝑠𝑠 𝑔.) = (𝑤 𝑠𝑙𝑒𝑒𝑣𝑒 + 𝑤 𝑡𝑖𝑠𝑠𝑢𝑒𝑜𝑖𝑙)− 𝑤 𝑠𝑙𝑒𝑒𝑣𝑒 𝑎𝑓𝑡𝑒𝑟 24 ℎ (3.9) 𝑌𝑖𝑒𝑙𝑑 (%) = 𝑤𝑖 𝑤 𝑓𝑒𝑒𝑑 ∙ 100% (3.10) 𝐿𝑖𝑞𝑢𝑖𝑑 (%) = 100% − 𝐺𝑎𝑠 (%) − 𝐷𝑒𝑝𝑜𝑠𝑖𝑡 (%) (3.11) where 𝑤 𝑠𝑙𝑒𝑒𝑣𝑒+𝑜𝑖𝑙 isweightof sleeve withoil, 𝑤 𝑠𝑙𝑒𝑒𝑣𝑒 𝑎𝑓𝑡𝑒𝑟 𝑟𝑒𝑎𝑐𝑡𝑖 𝑜 𝑛 isthe weightof the sleeve directly after the reaction, 𝑤 𝑠𝑙𝑒𝑒𝑣𝑒 isthe weightof the emptysleeve, 𝑤 𝑠𝑙𝑒𝑒𝑣𝑒 𝑎𝑓𝑡𝑒𝑟 24ℎ isweightof the sleeve with deposit left for 24 hours, 𝑤𝑖 – weight of the substance and 𝑤𝑓𝑒𝑒𝑑 is total mass of feed oil.
- 24. 24 When comparing compositions of each oil products received in the reactor upgrading process, then certain trend cam be observed. There is increase the deposit fraction in the samples, when catalyst has been used in comparison to the one where just thermal treatment was utilized. Thermal treatment’sdeposityield hasrisen from19.4% to 18-38% dependingonthe catalystused. It is visible as well that the yield of the liquid phase has decreased (67% ->40-63%) and gas phase has improved (13%->19-22%). Accordingto Krummet al. in 2011, in theircase gas & depositfractionhas increased intheirreactorwithnano-catalystat420[°𝐶].The reasonbehindthistrendisincreasedactivityof the catalytic reaction at optimized temperature, it is expected to increase with temperature. Steamcanbe utilizedinthe reactiontoreduce coke aswell asusingdifferentreactionatmospherelike hydrogen or methane. It issafe toassume thatsome catalyst performs more efficientthanothercatalysts. Aluminiumanions performance seemstobe similartothermaltreatment,howevernickelcationsseemto performbetter than the otherslike Mg or Co due to the fact that Ni is betterpromoterthenother metal similarlyas like Molybdenum. More detailedinformationaboutthe massbalance of the reactioncanbe foundin AppendixC.aswell as the heating curves of the progressing reaction, indicating its consistency.
- 25. 25 Effect of the different hydrotalcite composition on the API gravity and viscosity Viscosity,asisstatedindefinition,isakeyfactor whenevaluatingcapabilitiesof the oil forextraction andtransportationthroughthe pipeline. Information aboutthe viscositiesof oilobtained fordifferent HTLC catalystswithdifferentmetal cationsare presentedinTable 4.3.andFigure4.6.Itisclearly visible that measured viscositiesare radicallylowercomparedtoviscosityof the feedoil.Itisnotshownona chart because it would not help in distinguishing each viscosity. Viscosity of oil upgraded with Co/Al/CO3 HTLC had nearly the same value as the viscosity of the oil obtainedbe thermal treatment alone – 0.0118 and 0.01174 [𝑃𝑎 ∙ 𝑠] respectively. The lowest viscosity registered from the oil upgraded with Ni/Al/CO3 HTLC catalyst – 0.04 [𝑃𝑎 ∙ 𝑠], while Mg/Al/CO3 upgraded oil reached the viscosity between these two values – 0.0074 [𝑃𝑎 ∙ 𝑠]. Detailed informations on the viscosity are in Appendix D. High contentof asphaltenes&resinsinthe heavyoil are the reasonsbehindthe highviscosityof the heavy oil and causes immobility for extraction. Resin influence viscosity of oil similarly like heavy metals.Theirimpactis basedonthe numberof macromoleculespresentinthe oil.Asphaltenepossess itsown viscositywhichenhancesthe viscosity of the overall mixture aswell as micellarimpact.When there are not enough aromatics to cover the asphaltenes, it interacts with other molecules causing coagulationprocess,increasingviscosity. Anotherreasonforhighviscosityisoxygenadditionreaction, whichoxidizesproducts(hydrocarbons) are presentintheoil. Thereare twomethodsusedto decrease viscosities:one is fractioningweakintermolecularbondssuchashydrogenbonds,coordinationbonds etc. loosening the tight structure of the oil and releasing small molecules inside the heavyoil. It will also lead to the scission reactions for the alkyl side chain generating bridges and chains. When the aggregation weakens with molecular weight, the viscosity reduces irreversibly. Differences between the catalystsactingcanbe described bythedominatingreactionmechanismoccurring.(Jiaetal.,2015)
- 26. 26 APIgravity measurementallowsforthe approximationassessmentof the possibledistillatefractionof the oil, which can be obtained. It allows for the assessment of the quality of oil and it is detrimental for the transportationout of reservoiraswell as throughpipelines.Change inAPIgravityadditionally informs aboutthe level of upgrade anddecrease of dynamicviscositybylarge magnitude. APIGravity for each CAPRIoils whichupgraded in425[°𝐶] withagitationat 500 [rpm] during10 minute reaction are presentedin Table4.3.andFigure 4.7.forCo/Al/CO3,Ni/Al/CO3,Mg/Al/CO3catalystsandthermal alone. There is increase of API after the upgrade process from 14° to 20°. The highest change was observedinThermal sample where the change in APIshiftedby 6.6° and lowestforMg/Al/CO3 HTLc for 4.6°. These values of APIgravity are greatlyinfluencedbymacromolecularweight of components (asphaltenes,resins)andchemicalcomposition. Formore informationonthe calculationof API gravity - Appendix F. Inslurryenvironment,thereare threemajorreactionsoccurring:free-radical reactionfromC-Cbonds, hydrogen-transfer reactions (C-H bond scission) and condensation & polymeryzation between free
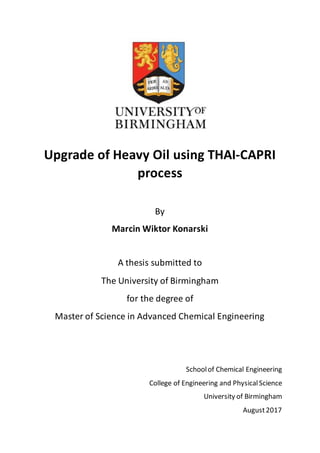
- 27. 27 radicals. In the absence of catalysts with reaction temperature over 420[°𝐶], free radical reaction& polymeryzationof the free radicalswilldominate.Itwill resultin higheryieldof the lighteroil,gasand deposit which will be reflected on the API gravity. (Al-Marshed et al. 2015) Effect of the different hydrotalcite composition on the TBP Distribution True BoilingPointdistributioncurvesforthe CAPRIupgradedsamplesof oilswere analysedusinggas chromatograph according to the methodASTM-2887-08M. At the plot presentedbelow (Figure 4.9.), there are displayedvolume percentagesof the feedorCAPRIoil fractionsagainstthe temperaturesat which they distilled. On the graph is only presented one of each curves to avoid misleading and promote consistency. This method (SIMDIS) is suitable for oil within carbon range 𝐶5 − 𝐶50. Presented distribution curves for feed and thermally upgraded oil and catalysed with Ni/Al/CO3, Co/Al/CO3, Mg/Al/CO3 hydrotalcite-likecatalysts.Itisclearlyvisible thatthe low boilingfractionhas increasedabovethe feed oil forall experimentalrunsexhibitedbyshiftof the distillationcurvestowardsleftside.Weakestshift has beenexhibitedbyMg/Al/CO3andthe strongestwithNi/Al/CO3whichfitsthe APIgravityanalysis. (Aleman-Vazquez et al., 2012) As an example, temperature indicating 10 [vol. %] yieldpoint has shiftedfor the upgraded oil to the left and changed its boiling point by more than 5[°C] and if we take 50 [vol. %] into consideration, temperature will be 220,230,240,250, 259[°𝐶] foreachsamplerespectively,while forthe feedstock oil it shall be 295[°𝐶].
- 28. 28 Production of the fuel distillate from the feed heavyoil proves to be smaller, than it is desired with productionof the residue fractions.The mostvaluable componentof distillatesare low boilingpoints and the demand for this is growing. (Jarullah, et al., 2011). Distillatesproducedat the SIMDIS can be distinguished as: gasoline (IBP - 200[°𝐶]), middle distillates (200 − 343[°𝐶]) and residual fraction (BP>343[°𝐶]). Plot below (Figure 4.9), presents yield of these fraction for the feedstock and oil upgraded withdispersedcatalysts. The yieldof gasoline hasimprovedsignificantlycomparedtofeed oil and Co/Al/CO3 managed to give greater value than thermal treatment alone. As for the middle distillates, Co/Al/CO3 has given the best result and Mg/Al/CO3 catalyst was worst, but compared to feed it is still positive outcome. Residual fraction has increased not as high as another fraction but notably.Lightfractions have contributedtoincreasedAPIgravitychange andbetterperformancedue to dispersed catalyst set-up by transporting heavy molecules to active sites. (Noguera, et al., 2012) Results of thermal treatment are within ±15[𝑤𝑡. %] from the oils where catalystswere used, which indicate that temperature of reaction is main variable relevant in cracking reaction, but theyare not non-existent.Inthisresearch, nitrogen inertgaswasused.Itinitiatesmacromolecularradical addition reactioninordertoformhighboilingfractions.Thismechanism,which donors’ hydrogenisresponsible for the increase of light & medium hydrocarbons. (Aleman-Vazquez et al., 2012) Main stepin crackingmechanism,where molecularweightisgreatlyreducedaswell asproductionof oils is greatly affected by cleavage of the C-C bonds through free radical chain mechanism, which affectsdistillationcurves.Ancheytaetal.(2005) itisalsolinked withviscosityandthe amountof heavy fraction and distillates. Therefore, better conversion results in the decreased viscosity and they align
- 29. 29 with the experimental data, improving the pipeline transportation. Increase in lighter fraction of produced oil, thin out heavier oil, while decreasing viscosity. To improve thisprocess,changeof reactionmediaisproposed.Reactivitymightinfluence reactionand the order is as follows: 𝐻2 < 𝐶𝐻4 < 𝑁2, which suggests that hydrogen atmosphere might further improve the composition. (Ovalles et al., 1998) In hydrogen atmosphere free radical addition is terminated, which probably improves the yield further.
- 30. 30 0 20 40 60 80 100 120 0 100 200 300 400 500 AmountDistilled[%] Temperature [C] TBP distribution Feed Oil Thermal2_2 NiAl31_1_1 CoAl_2_2 MgAl_2_2
- 31. 31 Effect of the different hydrotalcite composition on the content of the asphaltene Asphaltene contentismeasuredvia the n-hexane solventseparation.Resultsare presentedbelowin Figure 4.8. It isrelevantbecause asphaltene contributes greatly tothe viscosityandAPIgravityvalues of the heavy oil. It consists of aggregates of molecules containing polycyclic aromatic & functional groups (several), its size varies 25 − 300 [ 𝐴]. The size of asphaltenes pores is bigger compared to catalysts, which makes them uncrackable.(Otterstedtet al. 1986) Ni/Al/CO3 has proved to be most effective catalyst, because it produces oil with lowest content of aphaltene in the samples with 5% compared to 14 wt. % of feed oil sample. Greater asphaltene is in the Co/Al/CO3 with 9% content (Appendix B). Effect of the different hydrotalcite composition on the content of coke ThermogravimetricAnalysis isatool usedforsoliddepositanalytical research. Cokeisone of the solid by-products of the process. It adsorbs the catalyst acidic sites,consistsof the high molecular-weight species(poly-aromatic,non-volatile).Itisthe maincause behindthecatalystdeactivation,which either foulsandpoisonstheactivesites,orplugstheporesofthe catalyst.TGA andDTGcouves of the deposit (one of the three products of the CAPRI process) was presentedonthe Figure 4.12. below.Additional data is shown in Appendix G. Coke formation on the catalyst is a mechanism and it consisted of three stages. First is the swift formationof coke precursorlinkedwithgreatdecrease of the catalystactivity.Secondphase isaslow growth of coke and metal deposits which lowers it further. The last stage is pore blockage due to progressive deposition of coke and asphaltene. (Gray et al. 1998)
- 32. 32 The massesof each fractionof the depositwaspresentedInthe Table 4.4.,basedonthe mass of feed oil and the depositfractioncalculatedinthe massbalance.It is assumedthat depositisideallymixed and the yields of the sample put into TGA are the same as the yields in the bulk. Amountof residual massin thermal sample is biggerthanin othersas well as the lightestfractionsof the deposithave increasedatthe cost of the heavierfraction,whichhasdecreasedsubstantially.The only exception is the Mg/Al/CO3, but in this case residual mass has far exceeded expectations. In sample inserted into the TGA instrument, there is unconverted oil, oil products after cracking, intermediate andcoke.Onthe Figure4.11.below ispresentedmasslossalongthetemperatureaswell as derivative of weight loss curve (DTG). Ongoing process can be divided into five steps: Fraction 1 (25 − 210[°𝐶]) – de-volailisation of light oil, Fraction 2 (210 − 475[°𝐶]) - the burn-offs of the macromolecules (asphaltenes, resinsand sediments), Fraction 3 (475 − 610[°𝐶]) - volatilisation, decomposition (400[°𝐶]) of the asphaltenes, Fraction 4 - is yield of the coke (620 [°𝐶] and above), Residual mass is burnt catalyst and impurities. Term Coke can be described as carbonaceous material with rather low hydrogen content (Hollander et al.,2005). Sharpnessof the DTG peaksare alsoindicative withwhatishappeningatthe TGA. Sharp peakat 600[°𝐶] indicate burn-off of the hardcoke, while mildpeakat 200°𝐶 isindicationof burning of the soft coke.
- 33. 33 During CAPRI process, light distillate fractions are formed through C-C bond cleavages in the free radical mechanismdescribedindetail earlier,while asphaltenecompoundshave theirparaffin chains removed by de-alkylation reaction, resulting in the production of large aromatic radicals. (Liu et al., 2013) In the AppendixG.there are done several gas analysisviagaschromatography, howeverjustfor fewreactions,which unabledatapresentation.Butitshowspresenceof the hydrogen(greatamount), C1 and C2 gases,whichcouldleadtoformreactingradicals. Removal of the hydrogenelementandgas hydrocarbons by radicals might lead to enhanced coke growth on the catalyst. Introducing hydrogen atmosphere mightsuppressthisoccurrence andcause coke formationto decrease drastically,due to inhibitionof the dehydrogenation,while inertgassuchasnitrogenwill leadtocross-linkingof the large radicals and condense. (Hart et al., 2014) It isvisible thatcomparedto thermal,thatthe usage of HTLc radicallydecrease Fraction4& 3 and increase yieldof the first&secondfractionas well asresidual massincreases. Build-upof the coke onthe catalystbedisone of the possible methodsfordeactivationof the catalyst and furtherlifespanshortage (aswell asfouling or clogging). (Ali etal.2006) Asthe resultsshownon the Figure 411. fraction 4 has decreased by average 4[wt. %] compared to Thermal process. Yield of asphaltenes present in Fraction 4 has also decreased from 23[wt. %] in the Thermal sample to 15- 18[wt. %]. 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 CoAl MgAl NiAl31 Thermal Yieldofeachfraction[-] Residual mass Fraction 4 Fraction 3 Fraction 2 Fraction 1
- 34. 34 -3 -2.5 -2 -1.5 -1 -0.5 0 0.5 0 20 40 60 80 100 120 0 100 200 300 400 500 600 700 800 900 Differentialweightloss[%/C] Weightloss[wt.%] Temperature [◦C] CoAl31 MASS MgAl31_MASS NiAl31_MASS Thermal_MASS CoAl_DTG MgAl31_DTG NiAl31_DTG Thermal_DTG
- 35. 35 Conclusion Duringthis periodof the increaseddemandforthe oil,scientisthasbeenresearchingandinvestigating methodsof the extractionaimedatthe heavyoil&bitumenwiththe EnhancedOil Recovery(EOR) and one of themwas THAI-CAPRIprocess.ITutilizessubsurface catalysis in situ forextractionandupgrade at the same time. THAI-CAPRI process is facing challenges involvedinto the use of the fixed-bed containing catalysts inside the productionwell. The search & investigation of the alternative pattern are conducted with usage of the dispersedcatalyst. Comparative studiesof the dispersed hydrotalcite-like catalyst has shown great improvement in the properties & composition of the oil. Economic advantages coming from this process are Less energy-needed for catalysis because of the presence of the combustion in situ. It leaves inside the impurities like heavy metals Produces partially upgraded oil. The aim of this work wasto synthesize the catalysts,thentocharacterize itand analyse itsstructure. It wasimportanttoidentifythe structure toensurethatitpossessrightcatalyticactivity. The nextgoal wastoreplicate the processoccurringatthe reservoir.Forthese purposes laboratoryscale experiment was performed.The productsreceivedinthe experimentwere analysedtoobtain the compositionof the products and the improvements achieved by the use of the specific catalysts. At the first stage, anionic clay catalysts were synthesized using co-precipitation method with low supersaturation and constant pH. The following catalysts were produced Ni/Al/CO3, Co/Al/CO3, Mg/Al/CO3. Itwas analyticallydone hasprovedthatthe catalystsproduced wereindeedhydrotalcite- like and the peaks at the planes (0 0 3), (0 0 6), (0 0 9) provingthat this is layeredstructure. Peaksat the 12.1°,12.5°,12.9°foreachcatalystrespectivelycorrelate to(00 3) planes, 26.2°, 26.5°,27° angles are (0 0 6) planes proving the previous claim. In the next step, the heavy oil originated from the Touch-Stone Exploration Inc. Kerrobart. Saskatchewan,Canadawasupgradedinthe 100 ml reactorunderimmense temperature andpressure imitating the THAI-CAPRI process using hydrotalcite-like catalysts with different metal cations. The mass balance of the laboratory oil upgrading process was calculated based on analysis of four different experiments, thermal (without catalyst), and with catalysts Ni/Al/CO3, CO/Al/CO3, Mg/Al/CO3. Thermal sample showed the greatest yield of the liquid fraction, but with adding of the catalyst, it decreased (from 62 [wt. %] - 40-60 [wt. %]), with benefit to the depositand gas fractions.
- 36. 36 Although, the bigger amount of deposit appeared when the catalyst was used, which may cause deactivation, it is also a sign of the progressing upgrade. Additionally, the mass share of the gas increased (13 [wt. %] - 20 [wt. %]),affectingpositively the valuable products. The biggestprogressin upgrade was notified for samples where Ni/Al was used. The liquid fraction of the oil was analysed with TBP & viscosity and API gravity measurement. The values of viscositycoefficient of each oil samples shown great improvement by decrease of viscosity from the 0.81 [Pas] (feedoil) tothe 0.01 – 0.0039 [Pas],whichallows forincreasedmobilityof the oil inside the reservoir especially when Ni/Al samples was used. However, all the samples has demonstrated similar range of viscosity decrease, which indicate that all the samples are similarly capable of incrementing mobility. The API gravity measurement test were performed to obtain additional information. The feed oil indicate that it was 14.8[°] and with addition of the thermal and catalytic treatment it rose to 20 − 21[°] withthe edge givento samplescontainingNi/Al/CO3.Theresultsare consistentwiththe theory thatnickel ismostreactive metal aswellasistreatedasastrongpromoterunliketheothertwometals. The compositionof the liquidfractionwasinvestigatedthroughSimulatedDistillation method.Three fractions were pointed out: gasoline, middle distillates, residual fractions. Gasoline with additionof treatmentwasimprovedfrom22 [wt. %] to 35 [wt. %],middle distillates,whichcontentrose from45 [wt. %] to 60 [wt. %], increasing the quality of oil and decreasing the viscosity. The best yield of desirable products(gasoline and middle distillates) were observed whenthe Co/Al/CO3 catalyst was used. Depositcontainingcoke was analysedwiththe TG analysis,while asphaltene contentwas evaluated. Because contentof coke is valuable informationaboutthe possible lifespanof the givencatalystdue to inability of the catalyst to crack it. Fraction 3 corresponds to the content of the coke. Upgrade has decreased its yield from 28.8[wt. %] for Thermal sample to 24-25 [wt. %] withcatalyst with was probablyeffectof residual massincrease (left unburned catalyst). Co/Al/CO3 catalyst gave the best results withlimiting the production of the coke withsmall yieldofthe residual mass available.Asphalthenecontentwasthe lowestinthe samples upgraded with Ni/Al/CO3 (14[%] for feed -> 5[%] for Ni/Al). Thisresearch wasfocusedonthe investigatinginfluenceof the differentmetal cationsonthe products of the reaction, it has shown that the best performance was obtained by the oil upgraded with Ni/Al/CO3catalyst. However,betterdepositcompositionwasfoundinthe sampleswhere Co/Al/CO3 used,butoverall nickelhasproventobe the bestintermsof consistency,performanceandimproving
- 37. 37 mobilityof the oil. Comparedto thermal treatmentwithoutcatalystused,resultsdonot differmuch which suggest that additional research is required. The main suggestion for the future experiments, in order to increment desirable parameters of the mediumandmaintainlowcontentof the coke is to change the reactionatmosphere.Insteadof inert gas like nitrogen,whichallowscoke formation,the more reactive gaslikehydrogen shouldbe applied. Secondly, change in the catalyst itself is required to enhance the upgrade efficiency. Changing the anionfrom aluminiumtomolybdenumwill be probably beneficial andimprove the processproducts. Research done within University of Birmingham Research Group proves it. MolybdenumdoesnotformLDHas easilyas aluminium,whichisthe hurdlewhichmustbe overcome. Lastly increasingthe reactiontime from10 minutesto 20-30 minutesisworthresearchingas itmight furtherchange the compositionof the products,butunfortunatelythe fractionof coke wouldincrease as well.
- 38. 38 References Abdolmohammad-Zadeh,H.andKohansal,S.(2017). Determinationof mesalamineby spectrofluorometryinhumanserumaftersolid-phase extractionwithNi-Al layereddouble hydroxide as a nanosorbent. Alemán-Vázquez,L.,J.L.Cano-DomínguezandGarcía-Gutiérrez,J.(2012). Effectof Tetralin,Decalin and NaphthaleneasHydrogenDonorsinthe Upgradingof HeavyOils. ProcediaEngineering,42, pp.532-539. Ancheyta,J.,Rana,M. andFurimsky,E.(2005). Hydroprocessingof heavypetroleumfeeds: Tutorial. CatalysisToday,109(1-4),pp.3-15. Atkins,L.,(2011). Heavycrude oil:A global analysisandoutlook,availableat www.heavyoilinfo.com/feature-items/heavy-crude-oil-a-global-analysis-and-outlook,accessed 23/08/2011. Białas,A.,Mazur, M., Natkański,P.,Dudek,B.,Kozak,M.,Wach, A. and Kuśtrowski,P.(2016). Hydrotalcite-derivedcobalt–aluminummixedoxide catalystsfortoluene combustion. Applied Surface Science, 362, pp.297-303. Cantrell,D.,Gillie,L.,Lee,A.andWilson,K.(2005). Structure-reactivitycorrelationsinMgAl hydrotalcite catalystsforbiodiesel synthesis. Applied CatalysisA:General,287(2), pp.183-190. Carrillo,A.J.,Corredor,M. L., (2012). Upgradingof heavycrude oils:Castilla.Fuel Process.Technol., http://dx.doi.org/10.1016/j.fuproc.2012.09.059. Cavani,F.,Trifirò,F.and Vaccari,A. (1991). Hydrotalcite-type anionicclays:Preparation,properties and applications. CatalysisToday,11(2),pp.173-301. Dong,M., Shanzhou,M.,Qiang,L., (2009). Enhancedheavyoil recoverythroughinterfacialinstability: A studyof chemical floodingforBrintnell heavyoil,Fuel,88,1049-1056. Froment,G. F., (1991). The modellingof catalystdeactivationbycoke formation,Rev.Chem.Eng.,6 (4),295-328. Furimsky,E.,(2009). Loweredemissionsschemesforupgradingultraheavypetroleumfeeds,Ind. Eng. Chem.Res.,48, 2752-2769. Gates,I. D., Chakrabarty,N.,(2006). Optimizationof steamassistedgravitydrainage inMcMurray reservoir. J.Can.Petrol.Technol.,45,54–62. Gao, H., Wang, G.,Li, R., Xu,C.,Gao, J., (2012). Studyon the catalyticcrackingof heavyoil byproper cut for higherconversionanddesirable products,EnergyFuels,26,1880-1891. Gray RM, Zhao Y, McKnightMC, Komar AD,CarruthersDJ. Cokingof hydroprocessingcatalystby residue fractionsof bitumen. EnergyFuels1999;13:1037–45. Greaves,M., Xia,T. X.,Turta, A.T., Ayasse,C.,(2000a). Recentlaboratoryresultsof THAIand its comparisonwithotherIORprocess,SPE/DOEImprovedOil RecoverySymposium, Tulsa,Oklahoma, 3-5 April. Hart, A.,(2013). A reviewof technologiesfortransportingheavycrude oil andbitumenviapipeline, Journal of PetroleumExplorationandProductionTechnology,DOI:10.1007/s13202-013-0086-6.
- 39. 39 Hart, A.,Leeke,G.,Greaves,M. and Wood,J. (2017). Down-hole heavycrude oil upgradingbyCAPRI: Effectof hydrogenandmethane gasesuponupgradingandcoke formation. Hein,F.J., (2006). Heavyoil and oil (tar) sandsin NorthAmerica:Anoverview &summaryof contributions,Nat. Resour.Res.,15(2),67-84. Hirsch,L. R., Bezdek,R.,andWendling,R.,(2006). Peakingof worldoil productionanditsmitigation, Perspective,52(1), 2-8. Jamaloei,B.,Yadali,R.K.,Koorosh,A.,Farshid,T.,(2011). The influence of pore wettabilityonthe microstructure of residual oil insurfactant-enhancedwaterfloodinginheavyoil reservoirs:Implicationsforpore-scale flowcharacterization,Journal of PetroleumScience and Engineering,77,121-134. Jarullah,T.A.,Mujtaba, M. I., Wood,S. A.,(2011). Improvementof the middle distillate yieldsduring crude oil hydrotreatmentinatrickle-bedreactor,EnergyFuels,25,773-781. Jia,H., Liu,P.,Pu, W.,Ma, X.,Zhang,J. and Gan, L. (2016). Insitu catalyticupgradingof heavycrude oil throughlow-temperatureoxidation. PetroleumScience,13(3),pp.476-488. Kessick,M.A.,(1982). Pipeline transportationof heavycrude oil,US Patent4, 343, 323. Koshka,E.,Kuhach,J., Veith,E.,(2008). ImprovingAthabascabitumendevelopmenteconomics throughintegrationwithHTLupgrading,WorldHeavyOil Congress,Edmonton,March2008 Krumm, L. R., Milind,D.,andPetrick,M., (2011). Direct thermal andcatalyticTreatmentof Paraffinic crude oilsand heavyfractions,EnergyFuels,26,2663-2671. Lal, J.,Sharma,M., Gupta, S.,Parashar, P.,Sahu,P. and Agarwal,D.(2012). Hydrotalcite:A novel and reusable solidcatalystforone-potsynthesisof 3,4-dihydropyrimidinonesandmechanisticstudy undersolventfree conditions. Journalof MolecularCatalysisA:Chemical,352, pp.31-37. Li, Z.,Wang, G., Liu,Y., Gao, J.,Xu,C., Liang,Y., Wang, X.,(2013). Studyonreactionperformance and competitiveadsorptioneffectduringcokergasoil catalyticcracking,Fuel ProcessingTechnology, 115, 1-10 Liu,D., Li,Z., Fu,Y., Zhang,Y., Gao, P., Dai,C. and Zheng,K.(2013). InvestigationonAsphaltene StructuresduringVenezuelaHeavyOil HydrocrackingunderVariousHydrogenPressures. Energy& Fuels,27(7),pp.3692-3698. Liu,Z., Ma, R., Osada,M., Iyi,N.,Ebina,Y., Takada, K.and Sasaki,T. (2006). Synthesis,Anion Exchange,andDelaminationof Co−Al LayeredDouble Hydroxide: Assemblyof the Exfoliated Nanosheet/PolyanionCompositeFilmsandMagneto-OpticalStudies. Journal of the American Chemical Society,128(14),pp.4872-4880. Millange,F.,Walton,R.and O'Hare,D. (2000). Time-resolvedinsituX-raydiffractionstudyof the liquid-phase reconstructionof Mg–Al–carbonate hydrotalcite-likecompounds.Journal of Materials Chemistry,10(7),pp.1713-1720. Noguera,G.,Araujo,S.,Hernandez,J.,Rivas,A.,Mendoza,D.,Castellano,O.,(2012).A comparative activitystudyof a newultra-dispersedcatalystsystemforahydrocracking/hydrotreatingtechnology usingresidue oil:Merey/Mesa,Chemical EngineeringResearchandDesign,90,1979-1988. Obadiah,A.,Kannan,R.,Ravichandran,P.,Ramasubbu,A.,andS.V.Kumar.2012. Nano
- 40. 40 hydrotalcite asa novel catalystforbiodiesel conversion. DigestJNanomaterBiostruct 7:321–327. Ovalles,Filgueiras,Moralesandde Jesus(2004).04/00109 Use of a dispersedironcatalystfor upgradingextra-heavycrude oil usingmethaneassource of hydrogen. Fueland Energy Abstracts, 45(1), p.15. Ortiz-Moreno,H.,Ramirez,J.,Cuevas,R.,Marroquin,G.,Ancheyta,J.,(2012). Heavyoil upgradingat moderate pressure usingdispersedcatalysts:Effectsof temperature,pressure andcatalytic precursor,Fuel,100, 186-192. Otterstedt,J.,Gevert,S.,Jäås,S.and Menon,P.(1986). Fluidcatalyticcrackingof heavy(residual)oil fractions:a review. AppliedCatalysis,22(2),pp.159-179. Shah,A.,Fishwick,R.P.,Leeke,A.G.,Wood,J., Rigby,S.P.,Greaves,M., (2011). Experimental optimisationof catalyticprocessinsituforheavy-oil andbitumenupgrading,J.Can. Petrol.Technol., 50 (11-12), 33-47. Speight,J.G.,(2011). The refineryof the future,Gulf Professional Publishing,London,81- 116. Touahra,F., Sehailia, M.,Ketir,W.,Bachari,K.,Chebout,R.,Trari,M., Cherifi,O.andHalliche,D. (2015). Effectof the Ni/Al ratioof hydrotalcite-typecatalystsontheirperformance inthe methane dry reformingprocess. Applied PetrochemicalResearch,6(1),pp.1-13. US. Departmentof Energy,EnergyInformationAdministration,EIA (2005) Int. EnergyOutlook,July. Wang, Z.,Jiang,Z. and Shangguan,W.(2007). Simultaneouscatalyticremovalof NOx andsoot particulate overCo–Al mixedoxide catalystsderivedfromhydrotalcites. CatalysisCommunications, 8(11), pp.1659-1664. Xia,T. X.,Greaves,M., (2001). Downhole upgradingAthabascatarsand bitumenusingTHAI-SARA analysis,SPE69693, SPEInternational Thermal OperationsandHeavyOil Symposiumheldin Portlamar,Margarita Island,Venezuela,12March. Xu,Z., Fan,J., Zheng,S.,Ma, F. and Yin,D. (2009). Onthe Adsorptionof TetracyclinebyCalcined Magnesium-AluminumHydrotalcites. Journalof EnvironmentQuality,38(3),p.1302. Xu,Z., Fan,J., Zheng,S.,Ma, F. and Yin,D. (2009). Onthe Adsorptionof TetracyclinebyCalcined Magnesium-AluminumHydrotalcites. Journalof EnvironmentQuality,38(3),p.1302. ZENG, H., FENG,Z., DENG, X.and LI, Y. (2008). Activationof Mg–Al hydrotalcite catalystsfor transesterificationof rape oil. Fuel,87(13-14), pp.3071-3076. Zhang,H. Q., Sarica,C., and Pereyra,E.,(2012). Review of high-viscosityoil multiphase pipe flow, EnergyFuel,dx.doi.org/10.1021/ef300179s.
- 41. 41 Appendix Appendix A. Analysis of heating curves Basedon the informationgatheredduringthe experiment,temperature &pressure wasnotedevery 20 minutesduringthe heating,coolingandthe reaction. A.1. Heating Curves of Thermal Sample Figure A.1. Heating curve during the heavy oil process in autoclave reactor (100 ml) at temperature 425 [°𝐶], Reaction media – Nitrogen, Pressure – 20 [barg], Oil flow rate – 1 [ml/min], Gas flow rate 500 [ml/min], sample: Thermal without catalyst. A.2. Heating Curves of Mg/Al/CO3 Sample Figure A.2. Heating curve during the heavy oil process in autoclave reactor (100 ml) at temperature 425 [°𝐶], Reaction media – Nitrogen, Pressure – 20 [barg], Oil flow rate – 1 [ml/min], Gas flow rate 500 [ml/min], sample: Mg/Al/CO3. 0 10 20 30 40 50 60 70 80 0 100 200 300 400 0 50 100 150 200 250 300 350 400 450 500 Pressure[bar] Time [min] Temp[C] Thermal1-Temp Thermal2-Temp Thermal1-Press Thermal2-Pres 0 10 20 30 40 50 60 70 80 0 50 100 150 200 250 300 350 400 450 500 0 50 100 150 200 250 300 350 400 Pressure[bar] Temperature[C] Time [min] MgAL-Temp1 MgAl-Temp2 MgAl-Pres1 MgAl-Press2
- 42. 42 A.3. Heating Curves of Ni/Al/CO3 Sample Figure A.3. Heating curve during the heavy oil process in autoclave reactor (100 ml) at temperature 425 [°𝐶], Reaction media – Nitrogen, Pressure – 20 [barg], Oil flow rate – 1 [ml/min], Gas flow rate 500 [ml/min], sample: Ni/Al/CO3. A.4. Heating Curves of Co/Al/CO3 Sample Figure A.4. Heating curve during the heavy oil process in autoclave reactor (100 ml) at temperature 425 [°𝐶], Reaction media – Nitrogen, Pressure – 20 [barg], Oil flow rate – 1 [ml/mi]n, Gas flow rate 500 [ml/min], sample: Co/Al/CO3. 0 50 100 150 200 250 300 350 400 450 500 0 10 20 30 40 50 60 70 80 0 50 100 150 200 250 300 350 Temperature[C] Pressure[bar] Time [min] NiAl-Press1 NiAl-Press2 NiAl-Temp1 NiAl-Temp2 0 10 20 30 40 50 60 70 0 50 100 150 200 250 300 350 400 450 500 0 50 100 150 200 250 300 350 400 Pressure[bar] Temperature[C] Time [min] CoAl-Temp CoAl-Press
- 43. 43 Appendix B. Asphaltene precipitationcalculations: 𝑊𝑎𝑐 = 𝑊𝑒𝑖𝑔ℎ𝑡 𝑜𝑓 𝑑𝑟𝑖𝑒𝑑 𝑝𝑟𝑒𝑐𝑖𝑝𝑖𝑡𝑎𝑡𝑒𝑑 𝑎𝑠𝑝ℎ𝑎𝑙𝑡𝑒𝑛𝑒 (𝑔) 𝐻𝑒𝑎𝑣𝑦 𝑂𝑖𝑙 𝑊𝑒𝑖𝑔ℎ𝑡 (𝑔) ∙ 100% Procedure: - Weigh1.0 [g] of LiquidFractionoil onthe balance. - Measure 35[ml] of hexane. - Pour35[m]l of hexane and1.0 [g] of oil intoa vial. - Agitate vial withamagneticstirrerfor2 hours. - Leave for24 hoursonce agitated. B.1. Asphaltene contentof FeedOil (3:1) Mass of Thermal oil = 1.00 [g] Volume of hexane =35 [ml] Hexane added(ml) =12 [ml] Weightof bothfilterpapers= 0.58 [g] Weightof bothfilterpapers+ Thermal oil = 0.72 [g] Weightof precipitatedasphaltene=0.14 [g] wt.% Asphaltene content= 0.14/1 x 100 = 14 [%] B.2. Asphaltene contentof Thermal oil (3:1) Mass of Thermal oil = 1.0 [g] Volume of hexane =35 [ml] Hexane added(ml) =13 [ml] Weightof bothfilterpapers= 0.86 [g] Weightof bothfilterpapers+ Thermal oil = 0.93 [g] Weightof precipitatedasphaltene=0.07 [g] wt.% Asphaltene content= 0.07/1 x 100 = 7 [%]
- 44. 44 B.3. Asphaltene contentof Co/Al (3:1) Mass of Co/Al oil (3:1) = 1.0 [g] Volume of hexane =35[ml] Hexane added(ml) =37 [ml] Weightof bothfilterpapers= 0.82 [g] Weightof bothfilterpapers+ Co/Al oil = 0.91 [g] Weightof precipitatedasphaltene=0.09 g] wt.% Asphaltene content= 0.09/1 x 100 = 9[%] B.4. Asphaltene contentof Mg/Al (3:1) Mass of Mg/Al oil (3:1) = 1.02 [g ] Volume of hexane =35[ml] Hexane added(ml) =13[ml] Weightof bothfilterpapers= 0.49 [g] Weightof bothfilterpapers+ Mg/Al oil = 0.56 [g] Weightof precipitatedasphaltene=0.07 [g] wt.% Asphaltene content= 0.07/1.02 x 100 = 6.8[%] B.5. Asphaltene contentof Ni/Al (3:1) Mass of Ni/Al oil (3:1) = 1.01 [g] Volume of hexane =35 [ml] Hexane added(ml) =13 [ml] Weightof bothfilterpapers= 0.34 [g] Weightof bothfilterpapers+ Ni/Al (3:1) oil = 0.39 [g] Weightof precipitatedasphaltene=0.05 [g] wt.% Asphaltene content= 0.05/1.01 x 100 = 5[%]
- 45. 45 Appendix C. Mass balance analysis of upgradedheavy crude oil C.1. Mass Balance Analysisof Thermal Experiment1 (First trial) – 22/06/2016 Mass of sleeve =205.37 [g] Mass of oil = 18.0 [g] Total mass= 223.37 [g] (Before reaction) Mass of tissue = 14.90 [g] Mass of tissue withoil =15.33 [g] Mass of filterpaper= 1.28 [g] Mass of filterpaperwithoil =1.48 [g] Oil on tissue =15.33 – 14.90 = 0.43 [g] Oil on filterpaper=1.48 – 1.28 = 0.20 [g] Mass of sleeve andoil (Afterreaction) =220.48 [g] Mass of sleeve andoil (After24 hrs) = 208.70 [g] Total massof sleeve andoil (Afterreaction)=220.48 + 0.43 + 0.20 = 221.11 [g] Mass of gas = 223.37 – 221.11 = 2.26 [g] Mass % gas = 2.26/18 x 100 = 12.6 [%] Mass of deposit=(208.70 + 0.2) – 205.37 = 3.53 [g] Mass % deposit= 3.53/18 x 100 = 19.6 [%] Mass % liquid= 100 – 12.6 – 19.6 = 67.8 [%]
- 46. 46 C.2. Mass Balance Analysisof Thermal Experiment(Secondtrial) - 23/06/2017 Mass of sleeve =205.36 [g] Mass of oil = 18.01 [g] Total mass= 223.37 [g] (Before reaction) Mass of tissue = 5.24 [g] Mass of tissue withoil =6.56 [g] Mass of filterpaper= 1.31 [g] Mass of filterpaperwithoil =1.50 [g] Oil on tissue =6.56 – 5.24 = 1.32 [g] Oil on filterpaper=1.50 – 1.31 = 0.19 [g] Mass of sleeve andoil (Afterreaction) =219.28 [g] Mass of sleeve andoil (After24 hrs) = 208.58 [g] Total massof sleeve andoil (Afterreaction)=219.28 + 1.32 + 0.19 = 220.79 [g] Mass of gas = 223.37 – 220.79 = 2.58 [g] Mass % gas = 2.58/18.01 x 100 = 14.3 [%] Mass of deposit=(208.58 + 0.2) – 205.36 = 3.42 [g] Mass % deposit= 3.42/18.01 x 100 = 19.0 [%] Mass % liquid= 100 – 14.3 – 19.0 = 66.7 [%]
- 47. 47 C.3. Mass Balance Analysisof Ni/Al (3:1) (Firsttrial) - 11/07/2017 Mass of sleeve =205.35 [g] Mass of oil = 18.01 [g] Mass of Ni/Al (3:1) catalyst= 0.36 [g] Total mass= 223.72 [g] (Before reaction) Mass of tissue = 3.42 [g] Mass of tissue withoil =4.40 [g] Mass of filterpaper= 1.32 [g] Mass of filterpaperwithoil =1.45 [g] Oil on tissue =4.40 – 3.42 = 0.98 [g] Oil on filterpaper=1.45 – 1.32 = 0.13 [g] Mass of sleeve andoil (Afterreaction) =219.15 [g] Mass of sleeve andoil (After24 hrs) = 209.69 [g] Total massof sleeve andoil (Afterreaction)=219.15 + 0.98 + 0.13 = 220.26 [g] Mass of gas = 223.72 – 220.26 = 3.46 [g] Mass % gas = 3.46/18.01 x 100 = 19.2 [%] Mass of deposit=(209.69 + 0.2) – 205.35 = 4.54 [g] Mass % deposit= 4.54/18.01 x 100 = 25.2 [%] Mass % liquid= 100 – 19.2 – 25.2 = 55.6 [%]
- 48. 48 C.4. Mass Balance of Ni/Al (3:1) (Secondtrial) - 13/07/2017 Mass of sleeve =205.38 [g] Mass of oil = 18.01 [g] Mass of Ni/Al (3:1) catalyst= 0.36 [g] Total mass= 223.74 g (Before reaction) Mass of tissue = 3.44 [g] Mass of tissue withoil =3.77 [g] Mass of filterpaper= 1.33 [g] Mass of filterpaperwithoil =1.49 [g] Oil on tissue =3.77 – 3.44 = 0.33 [g] Oil on filterpaper=1.49 – 1.33 = 0.16 [g] Mass of sleeve andoil (Afterreaction) =219.98 [g] Mass of sleeve andoil (After24 hrs) = 208.60 [g] Total massof sleeve andoil (Afterreaction)=219.98 + 0.33 + 0.16 = 220.47 [g] Mass of gas = 223.74 – 220.47 = 3.27 [g] Mass % gas = 3.27/18.01 x 100 = 18.2 [%] Mass of deposit=(208.60 + 0.2) – 205.38 = 3.42 [g] Mass % deposit= 3.42/18.01 x 100 = 19.0 [%] Mass % liquid= 100 – 18.2 – 19 = 62.8 [%]
- 49. 49 C.5. Mass Balance Analysisof Co/Al (3:1) (First trial) - 23/06/2017 Mass of sleeve =205.36 [g] Mass of oil = 18 [g] Mass of Co/Al (3:1) catalyst= 0.36 [g] Total mass= 223.72 [g] (Before reaction) Mass of tissue = 3.73 [g] Mass of tissue withoil =4.41 [g] Mass of filterpaper= 1.11 [g] Mass of filterpaperwithoil =1.28 [g] Oil on tissue =4.41 – 3.73 = 0.68 [g] Oil on filterpaper=1.28 – 1.11 = 0.17 [g] Mass of sleeve andoil (Afterreaction) =219.70 [g] Mass of sleeve andoil (After24 hrs) = 211.32 [g] Total massof sleeve andoil (Afterreaction)=219.70 + 0.68 + 0.17 = 220.65[g] Mass of gas = 223.72 – 220.65 = 3.07 [g] Mass % gas = 3.07/18.00 x 100 = 17.1 [%] Mass of deposit=(211.32 + 0.2) – 205.36 = 6.16 [g] Mass % deposit= 6.16/18.00 x 100 = 34.2 [%] Mass % liquid= 100 – 17.1 – 34.2 = 48.7 [%]
- 50. 50 C.6. Mass Balance of Co/Al (3:1) (Secondtrial) - 05/07/2017 Mass of sleeve =205.36 [g] Mass of oil = 18 [g] Mass of Co/Al (3:1) catalyst= 0.36 [g] Total mass= 223.72 [g] (Before reaction) Mass of tissue = 7.96 [g] Mass of tissue withoil =8.45 [g] Mass of filterpaper= 1.29 [g] Mass of filterpaperwithoil =1.67 [g] Oil on tissue =8.45 – 7.96 = 0.49 [g] Oil on filterpaper=1.67 – 1.29 = 0.38 [g] Mass of sleeve andoil (Afterreaction) =219.15 [g] Mass of sleeve andoil (After24 hrs) = 209.69 [g] Total massof sleeve andoil (Afterreaction)=217.90 + 0.49 + 0.38 = 218.77 [g] Mass of gas = 223.72 – 218.77 = 4.95 [g] Mass % gas = 4.95/18.00 x 100 = 27.5 [%] Mass of deposit=(212.59 + 0.2) – 205.36 = 7.43 [g] Mass % deposit= 7.43/18.00 x 100 = 41.3 [%] Mass % liquid= 100 – 27.5 – 41.3 = 31.2 [%]
- 51. 51 C.7. Mass Balance of Mg/Al (3:1) (First trial) - 07/07/2017 Mass of sleeve =205.35 [g] Mass of oil = 18.01 [g] Mass of Mg/Al (3:1) catalyst= 0.36 [g] Total mass= 223.72 [g] (Before reaction) Mass of tissue = 5.92 [g] Mass of tissue withoil =6.40 [g] Mass of filterpaper= 1.30 [g] Mass of filterpaperwithoil =1.44 [g] Oil on tissue =6.40 – 5.92 = 0.48 [g] Oil on filterpaper=1.44 – 1.30 = 0.14 [g] Mass of sleeve andoil (Afterreaction) =219.60 [g] Mass of sleeve andoil (After24 hrs) = 208.67 [g] Total massof sleeve andoil (Afterreaction)=219.60 + 0.48 + 0.14 = 220.22 [g] Mass of gas = 223.72 – 220.22 = 3.50 [g] Mass % gas = 3.50/18.01 x 100 = 19.4 [%] Mass of deposit=(208.67 + 0.2) – 205.35 = 3.52 [g] Mass % deposit= 3.52/18.01 x 100 = 19.5 [%] Mass % liquid= 100 – 19.4 – 19.5 = 61 [%]
- 52. 52 C.8. Mass Balance of Mg/Al (3:1) (Secondtrial) - 10/07/2017 Mass of sleeve =205.35 [g] Mass of oil = 18 [g] Mass of Mg/Al (3:1) catalyst= 0.36 [g] Total mass= 223.71 g (Before reaction) Mass of tissue = 3.50 [g] Mass of tissue withoil =4.40 [g] Mass of filterpaper= 1.28 [g] Mass of filterpaperwithoil =1.38 [g] Oil on tissue =4.40 – 3.50 = 0.81 [g] Oil on filterpaper=1.38 – 1.28 = 0.10 [g] Mass of sleeve andoil (Afterreaction) =219.06 [g] Mass of sleeve andoil (After24 hrs) = 208.09 [g] Total massof sleeve andoil (Afterreaction)=219.06 + 0.81 + 0.10 = 219.97 [g] Mass of gas = 223.71 – 219.97 = 3.74 [g] Mass % gas = 3.74/18.01 x 100 = 20.8 [%] Mass of deposit=(208.05 + 0.2) – 205.35 = 2.8 [g] Mass % deposit= 2.8/18.01 x 100 = 15.6 [%] Mass % liquid= 100 – 20.8 – 15.6 = 63.7 [%]
- 53. 53 C.9. Overall Results Table C.1.Mass of the each fraction of the oil of the each experiment in autoclave reactor (100 ml) at temperature 425 [°𝐶], Reaction media – Nitrogen, Pressure – 20 [barg], Oil flow rate – 1 [ml/min], Gas flow rate 500 [ml/min]. Thermal treatment Ni/Al/CO3 Co/Al/CO3 Mg/Al/CO3 Attempt 1 Attempt 2 Attempt 1 Attempt 2 Attempt 1 Attempt 2 Attempt 1 Attempt 2 Liquid 12.21 12.01 10.01 11.32 8.77 5.62 10.99 11.46 Solid 3.53 3.42 4.54 3.42 6.16 7.43 3.52 2.80 Gas 2.26 2.58 3.46 3.27 3.07 4.95 3.50 3.74 Total 18.00 18.01 18.01 18.01 18.00 18.00 18.01 18.00 Table C.2.Yield of the each fraction of the oil of the each experiment in autoclave reactor (100 ml) at temperature 425 [°𝐶], Reaction media – Nitrogen, Pressure – 20 [barg], Oil flow rate – 1 [ml/min], Gas flow rate 500 [ml/min]. Thermal treatment Ni/Al/CO3 Co/Al/CO3 Mg/Al/CO3 Attempt 1 Attempt 2 Attempt 1 Attempt 2 Attempt 1 Attempt 2 Attempt 1 Attempt 2 Liquid 67.8 66.7 55.58 62.85 48.72 31.22 61.02 63.66 Solid 19.6 19.0 25.21 18.98 34.22 41.27 19.54 15.55 Gas 12.6 14.3 19.21 18.15 17.05 27.5 19.43 20.77 Total 100.00 100.00 100.00 100.00 100.00 100.00 100.00 100.00 Table C.3.Mean yield of the each fraction of the oil of the each experiment in autoclave reactor (100 ml) at temperature 425 [°𝐶], Reaction media – Nitrogen, Pressure – 20[barg], Oil flow rate – 1 [ml/min], Gas flow rate 500 [ml/min]. Thermal treatment Ni/Al/CO3 Co/Al/CO3 Mg/Al/CO3 Liquid 67.25 59.21 39.97 62.34 Solid 19.30 22.09 37.75 17.55 Gas 13.44 18.68 22.27 20.10 Total 100.00 100.00 100.00 100.00
- 54. 54 Appendix D. Viscosity Measurement, Degree of Viscosity Reduction&mean values Viscositywas measuredusingrheometerwithparallel geometries.Atthe constanttemperature, sheerstressandsheerrate was obtainedevery10secondsfor60 secondsViscositywascalculated fromthe Newton’slaw.Thenthe average wastakenfromeachanalysis. Degreeof Viscosity Reduction wasobtainedthroughitsdefinition: 𝐷𝑉𝑅 = 𝜐 𝑓𝑒𝑒𝑑 − 𝜐 𝑢𝑝𝑜𝑖𝑙 𝜐 𝑓𝑒𝑒𝑑 ∙ 100% D.1. ViscositymeasurementofFeedOil Table D.1.Viscosity of the oil of the Feed Oil liquid fraction, done in autoclave reactor (100 ml) at temperature 425 [°𝐶], Reaction media – Nitrogen, Pressure – 20 [barg], Oil flow rate – 1 [ml/min], Gas flow rate 500 [ml/min]. Time [s] Temperature [°C] Shear Stress [Pa] Shear Rate [1/s] Viscosity [Pas] Target Shear Rate [1/s] 1. 10.07 25 803.4 996.3 0.8064 1000 2. 21.46 25 809.8 998.9 0.8107 1000 3. 32.88 25 813.1 999.0 0.8139 1000 4. 44.27 25 812.7 999.7 0.8130 1000 5. 55.65 25 811.4 999.0 0.8122 1000 Average Visc. 0.81124 DVR [%] - D.2. ViscositymeasurementofThermal (03/07)
- 55. 55 Table D.2.Viscosity of the oil of the Thermal liquid fraction, done in autoclave reactor (100 ml) at temperature 425 [°𝐶], Reaction media – Nitrogen, Pressure – 20 [bar]g, Oil flow rate – 1 [ml/min], Gas flow rate 500 [ml/min]. Time [s] Temperature [°C] ShearStress [Pa] ShearRate [1/s] Viscosity [Pas] Target ShearRate [1/s] 1. 10.05 25 13.48 997.7 0.01351 1000 2. 21.45 25 13.38 995.0 0.01345 1000 3. 32.83 25 13.38 999.7 0.01338 1000 4. 44.23 25.1 13.32 999.8 0.01332 1000 5. 55.65 25 13.23 999.4 0.01324 1000 Average Visc. 0.01338 DVR [%] 98.35 D.3. ViscositymeasurementofThermal (22/06) Table D.3.Viscosity of the oil of the Thermal Oil liquid fraction, done in autoclave reactor (100 ml) at temperature 425 [°𝐶], Reaction media – Nitrogen, Pressure – 20 [barg], Oil flow rate – 1 [ml/min], Gas flow rate 500 [ml/min]. Time [s] Temperature [°C] ShearStress [Pa] ShearRate [1/s] Viscosity [Pas] Target ShearRate [1/s] 1 10.15 25 10.01 992.9 0.01009 1000 2 21.55 25 10.09 999.2 0.01010 1000 3 32.96 25 10.13 999.2 0.01014 1000 4 44.35 25 10.06 999.5 0.01007 1000 5 55.75 25 10.09 999.6 0.01009 1000 Average Visc. 0.01010 DVR [%] 98.76
- 56. 56 D.4. ViscositymeasurementofNiAl (11/07) Table D.4.Viscosity of the oil of the Ni/Al/CO3 liquid fraction, done in autoclave reactor (100 ml) at temperature 425 [°𝐶], Reaction media – Nitrogen, Pressure – 20 [barg], Oil flow rate – 1 [ml/min], Gas flow rate 500 [ml/min]. Time [s] Temperature [°C] Shear Stress [Pa] Shear Rate [1/s] Viscosity [Pas] Target Shear Rate [1/s] 1. 10.2 25 4.705 990.3 0.004751 1000 2. 21.6 25 4.354 1005 0.004335 1000 3. 33.0 25 3.956 993.9 0.003975 1000 4. 44.4 25 3.931 1001 0.003929 1000 5. 55.8 25 4.124 977.9 0.004217 1000 Average Visc. 0.004240 DVR [%] 99.48 D.5. ViscosityMeasurementofNiAl (13/07) Table D.5.Viscosity of the oil of the Ni/Al liquid fraction, done in autoclave reactor (100 ml) at temperature 425 [°𝐶], Reaction media – Nitrogen, Pressure – 20 [barg], Oil flow rate – 1 [ml/min], Gas flow rate 500 [ml/min]. Time [s] Temperature [°C] Shear Stress [Pa] Shear Rate [1/s] Viscosity [Pas] Target Shear Rate [1/s] 1. 10.25 25 3.667 985.9 0.003723 1000 2. 21.65 25 3.711 1004 0.003696 1000 3. 33.05 25 3.535 1001 0.003533 1000 4. 44.43 25 3.459 999.5 0.003461 1000 5. 55.83 25 3.428 999.6 0.003429 1000 Average Visc. 0.003568 DVR [%] 99.56
- 57. 57 D.6. ViscosityMeasurementofMg/Al (07/07) Table D.6.Viscosity of the oil of the Mg/Al liquid fraction, done in autoclave reactor (100 ml) at temperature 425 [°𝐶], Reaction media – Nitrogen, Pressure – 20 [barg], Oil flow rate – 1 [ml/min], Gas flow rate 500 [ml/min]. Time [s] Temperature [°C] Shear Stress [Pa] Shear Rate [1/s] Viscosity [Pas] Target Shear Rate [1/s] 1. 10.12 25 5.019 976.5 0.005142 1000 2. 21.52 25 5.373 1002 0.005364 1000 3. 32.91 25 5.486 999.8 0.005487 1000 4. 44.31 25 5.486 999.6 0.005483 1000 5. 55.71 25 5.431 1000 0.005429 1000 Average Visc. 0.005381 DVR [%] 99.34 D.7. ViscosityMeasurementofMg/Al (10/07) Table D.7.Viscosity of the oil of the Mg/Al liquid fraction, done in autoclave reactor (100 ml) at temperature 425 [°𝐶], Reaction media – Nitrogen, Pressure – 20 [barg], Oil flow rate – 1 [ml/min], Gas flow rate 500 [ml/min]. Time [s] Temperature [°C] Shear Stress [Pa] Shear Rate [1/s] Viscosity [Pas] Target Shear Rate [1/s] 1. 10.32 25 9.723 997.9 0.009743 1000 2. 21.71 25 9.448 1002 0.009433 1000 3. 33.1 25 9.273 1001 0.009263 1000 4. 44.5 25 9.145 1001 0.009137 1000 5. 55.9 25 9.038 1001 0.009031 1000 Average Visc. 0.009321 DVR [%] 98.85
- 58. 58 D.8. ViscosityMeasurementofCo/Al (27/06) Table D.8.Viscosity of the oil of the Co/Al liquid fraction, done in autoclave reactor (100 ml) at temperature 425 [°𝐶], Reaction media – Nitrogen, Pressure – 20 [barg], Oil flow rate – 1 [ml/min], Gas flow rate 500 [ml/min]. Time [s] Temperature [°C] Shear Stress [Pa] Shear Rate [1/s] Viscosity [Pas] Target Shear Rate [1/s] 1. 10.33 25.1 10.07 993.8 0.01013 1000 2. 21.73 25 10.14 998.9 0.01015 1000 3. 33.12 25 10.17 998.7 0.01019 1000 4. 44.52 25 10.21 999.3 0.01022 1000 5. 55.91 25 10.25 999.2 0.01025 1000 Average Visc. 0.01019 DVR [%] 98.74 D.9. Overall Results. Table D.9. Mean Viscosity of the oil of the liquid fractions, done in autoclave reactor (100 ml) at temperature 425 [°𝐶], Reaction media – Nitrogen, Pressure – 20 [barg], Oil flow rate – 1 [ml/min], Gas flow rate 500 [ml/min]. Thermal Co/Al/CO3 Ni/Al/CO3 Mg/Al/CO3 Viscosity 0.01174 0.0118 0.03904 0.00735 DVR 98.55 98.53 99.51 99.09
- 59. 59 Appendix E. Calculationof the lattice parameters, unit cell sizes &meancrystallite size. E.1. Calculation Procedure: 1. Identificationof the (00 3) peak and recognitionof the 2thetaangle. Table E.1. Relative values of 𝜃 peaks in XRD - (0 0 3) plane for following HTLc catalysts. (0 0 3) peak angle (2𝜃) (0 0 3) peak angle (𝜃) sin( 𝜃) Mg/Al/CO3 12.1 6.05 0.1053 Ni/Al/CO3 12.9 6.45 0.1123 Co/Al/CO3 12.5 6.25 0.1088 2. Identificationof the (11 0) peak and recognitionof the 2thetaangle. Table E.2. Relative values of 𝜃 peaks in XRD - (1 1 0) plane for following HTLc catalysts (1 1 0) peak angle (2𝜃) (1 1 0) peak angle (𝜃) sin( 𝜃) Mg/Al/CO3 71.3 35.65 0.5828 Ni/Al/CO3 72.6 36.30 0.5920 Co/Al/CO3 70.6 35.30 0.5778 3. Calculate the basal spacingbetweenlayers 𝑑003 (wavelengthof x-ray= 0.174[nm]) from Bragg law: 𝑑00 3 = 𝜆 2 ∙ sin(𝑡ℎ𝑒𝑡𝑎) 𝑑00 3 = { 𝟎. 𝟖𝟐𝟔, 𝟎. 𝟕𝟕𝟒, 𝟎. 𝟕𝟗𝟗} [𝑛𝑚] 𝑓𝑜𝑟 {𝑀𝑔 − 𝐴𝑙, 𝑁𝑖 − 𝐴𝑙, 𝐶𝑜 − 𝐴𝑙} 4. Calculate the basal spacingbetweenlayers 𝑑1 10 (wavelengthof x-ray= 0.174nm) from Bragg law: 𝑑1 1 0 = 𝜆 2 ∙ sin(𝑡ℎ𝑒𝑡𝑎) 𝑑00 3 = { 𝟎. 𝟏𝟒𝟗𝟑,𝟎. 𝟏𝟒𝟔𝟗, 𝟎. 𝟏𝟓𝟎𝟓} [𝑛𝑚] 𝑓𝑜𝑟 {𝑀𝑔 − 𝐴𝑙, 𝑁𝑖 − 𝐴𝑙, 𝐶𝑜 − 𝐴𝑙}
- 60. 60 5. Calculate parameteracorrespondingtometal – metal distance from (Białasetal.,2016): 𝑎 = 2 ∙ 𝑑00 3 6. Calculate parameterccorrespondingtolayerthicknessfrom (Białasetal.,2016): 𝑐 = 3 ∙ 𝑑11 0 7. Mean crystallite size wascalculatedusingthe Debye-Scherrerequationfrom(00 3) and (0 0 6) peaks(Millange,Walton,O’hare,2010): 𝐿 = 0.89 ∙ 𝜆 𝛽(𝜃) ∙ cos( 𝜃) 𝜆 is wavelengthof the x-raybeamusedinthe XRD and 𝛽 is the full widthathalf maximumwitha minimumat 𝛽 = 325 [𝐴]. Angleshadto be convertedtoradians: 22 ∙ 𝛽 7 ∙ 180 Table E.3. Relative values of lattice parameters in XRD for following HTLc catalysts. 𝜶 [𝑨] 𝜷 [𝑨] 𝑳 [𝑨] Mg/Al/CO3 2.985 24.478 119.3 Ni/Al/CO3 2.939 23.323 124.7 Co/Al/CO3 3.011 24.397 127.4
- 61. 61 Appendix F. Calculationof API gravity & Change in API gravity The followingequationsare utilisedtocalculate APIgravityandchange inAPIgravity: 𝐴𝑃𝐼 = 141.5 𝜌 − 131.5 Where: 𝜌 – SpecificGravity 𝐶ℎ𝑎𝑛𝑔𝑒 𝑖𝑛 𝐴𝑃𝐼 𝑔𝑟𝑎𝑣𝑖𝑡𝑦 (°) = 𝐴𝑃𝐼 𝑜𝑓 𝑝𝑟𝑜𝑑𝑢𝑐𝑒𝑑 𝑜𝑖𝑙 − 𝐴𝑃𝐼 𝑜𝑓 𝑓𝑒𝑒𝑑𝑠𝑡𝑜𝑐𝑘 F.1. API gravity measurement of feed oil 𝜌 = 0.967 [𝑔 𝑐𝑚−3] 𝐴𝑃𝐼 = 141.5 0.967 − 131.5 = 14.8[°] F.2. API gravity measurement of thermal oil (without catalyst) First run: ρ = 0.927 [g cm-3] 𝐴𝑃𝐼 = 141.5 0.927 − 131.5 = 21.1[°] Secondrun: ρ = 0.9244 [gcm-3] 𝐴𝑃𝐼 = 141.5 0.9244 − 131.5 = 21.6[°] Average API: (21.1 + 21.6) / 2 = 21.4[°] Change in API: 21.4° - 14.8° = 6.6[°]
- 62. 62 F.3. API gravity measurement of Ni/Al (3:1) oil First run: ρ = 0.9217 [gcm-3] 𝐴𝑃𝐼 = 141.5 0.9217 − 131.5 = 22.0[°] Secondrun: ρ = 0.9309 [gcm-3] 𝐴𝑃𝐼 = 141.5 0.9309 − 131.5 = 20.5[°] Average API: (22.0° + 20.5°)/2 = 21.2[°] Change in API: 21.2° - 14.8° = 6.4[°] F.4. API gravity measurement of Co/Al (3:1) oil First run: ρ = 0.9371 [gcm-3] 𝐴𝑃𝐼 = 141.5 0.9371 − 131.5 = 19.5[°] Secondrun: ρ = 0.9248 [gcm-3] 𝐴𝑃𝐼 = 141.5 0.9248 − 131.5 = 21.5[°] Average API: (19.5° + 21.5°)/2 = 20.1[°] Change in API: 21.2° - 14.8° = 5.3[°]
- 63. 63 F.5. API gravity measurementof Mg/Al (3:1) oil First run: ρ = 0.9371 [gcm-3] 𝐴𝑃𝐼 = 141.5 0.9371 − 131.5 = 19.5[°] Secondrun: ρ = 0.9383 [gcm-3] 𝐴𝑃𝐼 = 141.5 0.9383 − 131.5 = 19.3[°] Average API: (19.3° + 19.5°)/2 = 19.4[°] Change in API: 21.2° - 14.8° = 4.6[°]
- 64. 64 Appendix G. Thermogravimetric Analysis G.1. TGA & DTG of deposit Thermal (without catalyst) Figure G.1. TGA & DTG of deposit after the heavy oil process in autoclave reactor (100 ml) at temperature 425 [°𝐶], Reaction media – Nitrogen, Pressure – 20 [barg], Oil flow rate – 1 [ml/min], Gas flow rate 500 [ml/min], sample: Thermal (without catalyst).
- 65. 65 G.2. TGA & DTG of deposit from Co/Al/CO3-LDH Figure G.2. TGA & DTG of deposit after the heavy oil process in autoclave reactor (100 ml) at temperature 425 [°𝐶], Reaction media – Nitrogen, Pressure – 20 [barg], Oil flow rate – 1 [ml/min], Gas flow rate 500 [ml/min], sample: Co/Al/CO3.
- 66. 66 G.3. TGA & DTG of deposit from Mg/Al/CO3-LDH Figure G.3. TGA & DTG of deposit after the heavy oil process in autoclave reactor (100 ml) at temperature 425 [°𝐶], Reaction media – Nitrogen, Pressure – 20 [barg], Oil flow rate – 1 [ml/min], Gas flow rate 500 [ml/min], sample: Mg/Al/CO3.
- 67. 67 G.4. TGA & DTG of deposit from Ni/Al/CO3-LDH Figure G.3. TGA & DTG of deposit after the heavy oil process in autoclave reactor (100 ml) at temperature 425 [°𝐶], Reaction media – Nitrogen, Pressure – 20 [barg], Oil flow rate – 1 [ml/min], Gas flow rate 500 [ml/min], sample: Ni/Al/CO3.