Downloaded 689 times
![Suspensions Processing Guide:
SEDIMENTATION
CONTENTS
0
INTRODUCTION - The Phenomenon of Sedimentation
1
THE IMPORTANCE OF SEDIMENTATION TO SUSPENSION
PROCESSING
1.1 Gravity Thickening
1.2 Clarification
1.3 Centrifugal – sedimentation
2
THE SCIENCE OF SEDIMENTATION - STATE OF THE LITERATURE
2.1
2.2
2.3
3
Clarification - Settling in Fairly Dilute Suspensions
The Zone Settling Regime - Kynch Theory
2.2.1 Construction of Curve APBC from a Particle Settling Model
2.2.2 Analysis of Sedimentation Curve to Yield Particle Settling
Function
Zone Settling and Compression - The Sediment
Structure
TESTS, CHARACTERISATION PROCEDURES AND DESIGN
METHODS
3.1
Batch Settling Tests
3.2
Suspension Characterization - Prediction of Sedimentation
Behavior
3.2.1 Equilibrium Degree of Concentration
3.2.2 Use of a Compression Cell
3.2.3 Pulse Shearometry
3.2.4 Slow-speed Centrifugation [44-46]
3.2.5 Kinetics of Thickening
3.3
Design Methods - Gravity Thickeners
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-2-320.jpg)
![4
EXAMPLES
4.1 The Purification of Brine
4.2 Distiller Blow-Off, DBO [52]
5
REFERENCES
6
FIGURES
Figure 1
The Different Sedimentation Regimes (Schematic)
Figure 2
Parameters used in the Kynch Theory of Sedimentation
Figure 3
Kynch Model for Sedimentation Showing Propagation of Constant
Concentration “Characteristics”
Figure 4
Sedimentation behavior of a weakly flocculated suspension
(polystyrene latex + sodium carboxymethylcellulose) under various
Centrifugal fields. Points are experimental data, continuous curves
Derived from Kynch theory (see text).
Figure 5
Two Interface Description of Sedimentation (supernatantsuspension and suspension-sediment) as proposed by Tiller
(schematic)
Figure 6
Concentration Dependence of Uniaxial Modulus, K, for a Model
Suspension (polystyrene latex coagulated with RaCl2 ) before (open
symbols) and after (solid symbols) shearing treatment
Figure 7
Sedimentation Behaviors of Attapulgite Clav Suspensions at Two
Gravitational Forces - Influence of Tube Diameter on Equilibrium
Sediment Concentration of Solids
Figure 8
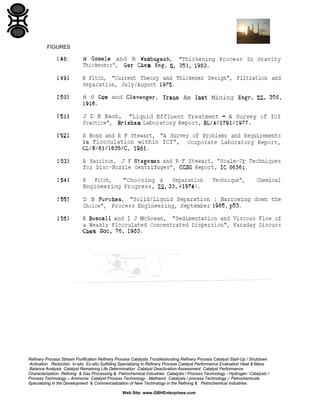
The Pulse Shearometer
Figure 9
Schematic Illustration of the Centrifuge Experiment
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-3-320.jpg)
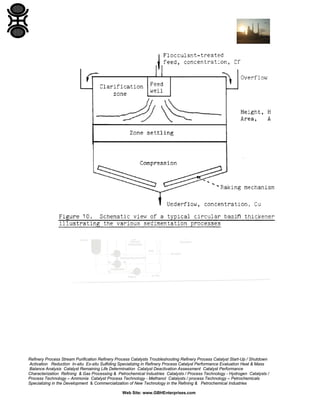
![Figure 10
Schematic View of a Typical Circular Basin Thickener Illustrating
the Various Sedimentation Processes
Figure 11
Schematic Graph of Variation of Solids Flux, G, with Concentration
of Solids, C
Figure 12
Batch Settling Tests
Figure 13(a) Conventional Flow Sheet for Thickener Sizing
Figure 13(b) Schematic Diagram of Procedure for Estimating Compression Time
and Hence Depth of Compression Zone in Thickener (after Fitch in
[3])
Figure 13(c) Thickener Sizing Procedure from Batch Settling Data
Figure 13(d) Estimation of Critical Flux, Gc, Based on the Coe and
Clevenger Equation
Figure 14(a) The Yoshioka Construction for Thickeners based on the Batch Flux
versus Concentration Graph (after reference [49])
Figure 14(b) Influence of Flocculants on Batch Flux Curve (Schematic)
Figure 15
Effects of Various Flocculant Types on Settling Velocity of Particles
during Brine Clarification (Schematic)
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-4-320.jpg)
![0
INTRODUCTION - THE PHENOMENON OF SEDIMENTATION
Sedimentation is the physical process whereby solid particles, of greater density
than their suspending medium, will tend to separate into regions of higher
concentration under the influence of gravity. As a solids/liquids separation
technique it therefore possesses the great advantage of utilizing a natural, and
therefore costless, driving force. This section of the suspension processing Guide
is Intended to provide an Introduction to the science of the subject, and the
means to judge where and how best to exploit sedimentation as a separation (or
other processing) technique.
As a scientific discipline the subject of sedimentation is vast with perspectives
ranging from the field of chemical engineering through to theoretical physics
being covered In the literature [1-11]. Good reviews of the subject, with a bias
towards the engineering aspects, have been written by Fitch and Koz [12, 13]. A
short summary of some of the more relevant contributions from the literature is
also provided in GBHE-SPG-PEG-302 “Basic Principles & Test Methods”, of
the Suspensions Processing Guides.
.
The sedimentation process is traditionally divided into settling within four regimes
which are schematically depicted In Figure 1. At very low concentrations of
solids, and in the absence of interparticle forces, each particle will settle
independently of all others at a limiting velocity given by Stoke's formula [2],
provided that the fluid flow is laminar. That is,
where the symbols have their conventional meanings. The above limiting velocity
is found for particles sedimenting under conditions where the Reynolds Number,
defined as,
is small (NRE < 1). Here ρL is the density of the suspension medium.
This is the commonest behavior for systems of Interest to this manual. Where
NRE is large 0 - 1000) the settling process involves turbulent flow of liquid around
the settling particles and the limiting, so called Newtonian, velocity is:
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-5-320.jpg)
![For values of NRE between the above limits, the "transition zone", intermediate
behavior is observed [2]. Extension of these results to non-spherical particles and
further details are provided in Section GBHE-PEG-SPG-300.2- Intro
Fundamentals of Suspensions & Dispersions.
As the concentration of the solid phase is gently increased, particles or flocs may
still settle essentially independently but now terminal velocities substantially
lower than those predicted from equations (1) to (3) are observed. This is
because each settling entity is “buoyed” by the rising stream of fluid generated by
the others. That is, the particles or flocs interact through hydrodynamic
mechanisms although direct interparticle forces have negligible effect at such
average separations. This concentration regime is normally described as that
corresponding to clarification; depending upon the degree of interparticle
cohesion (during collisions) the clarification may be of primary or flocculated
particles. At a phenomenological level the clarification mechanism may be
distinguished in a suspension by a “thinning out” of the upper regions of the
sample and by the deposition of a solid sediment at the base of the containing
vessel. A detailed discussion of clarification is provided in GBHE SPG PEG 304
– Centrifugation, of “Suspensions Processing Guides”.
If the proportion of solids in the suspension is increased further the zone
sedimentation regime results. Within this range of concentrations the suspension
has structure (though it may be very weak) as a consequence of the direct
interparticle forces [24-27]. As a result of this structure the particles sediment en
masse with a velocity that depends only upon their relative height in the
suspension and not on their lateral position. This zone settling (sometimes called
line settling) is normally easy to distinguish from the clarification regime for it
exhibits a clear falling zone boundary between concentrating suspension and
(clear) supernatant. There may also be a rising layer of compacted sediment at
the bottom of the vessel but the position of this is usually obscured by the opacity
of the rest of the suspension.
The final, and slowest, mechanism for sedimentation will occur when the
suspension is sufficiently concentrated to present a significant structural
resistance to densification [27]. At this point the suspension will develop a
measurable modulus either In shear or compression; this point will be considered
In more detail later. Apart from the relative rates of fall of the zone boundary,
zone settling and consolidation in the compression regime are not, normally,
visually distinguishable.
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-6-320.jpg)

![1.3 Centrifugal – sedimentation
This is closely analogous to thickening except that the operation is
carried out In an enhanced gravitational field. Much of the relevant
Science is common to both and will be discussed here. Specific
examples and centrifuge design theory will, however, be covered in
section 3.
In addition to the above direct applications of sedimentation to suspension
processing, there are a number of other areas of science and technology where
the phenomena and theory are relevant. These Include:
(i)
The theory of fluidized beds [17-19].
(ii)
Storage stability of suspensions (Chapter 7) [20-21].
(iii)
Particle size classification methods [22].
(iv)
Settling of dust/other solid particles from smoke etc [23].
(VI
Methods for determining the density of particulates, and/or the viscosity of
a suspending medium.
2
THE SCIENCE OF SEDIMENTATION - STATE OF THE LITERATURE
The objective of this part of the section on sedimentation is to provide a brief
outline of the state of the scientific (as opposed to chemical engineering)
literature on the subject. For purposes of convenience the subject matter is
classified into categories corresponding to the various regimes of Figure 1.
Inevitably many of the papers discussed overlap more than one category,
however,
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-8-320.jpg)
![2.1
Clarification - Settling in Fairly Dilute Suspensions
The major factors affecting the rate of sedimentation for such cases
are the particle or floe size, shape and hence density, the
concentration of settling species and the presence of any added
species that might modify floe structure [24-28] or the medium
viscosity [29]. (In addition, for small scale work the dimensions of
the containing vessel may also affect the sedimentation rate.) The
contributions of various workers in quantifying the Influence of
these factors will now be reviewed.
For Colloidally stable particles a number of formulae have been
proposed for the concentration dependence of the settling rate at
moderate solids contents. Perhaps the most useful of these is that
employed by Buscall ,Goodwin and Ottewill [291 amongst others.
For suspensions of 1.55 µm polystyrene latices the settling rate
was found to be of the form:
where p is the volume fraction at which the particles close pack and
k is a numerical constant determined by Buscall et al to be equal to
5.4. (Note that under the artificial conditions where p = 1, this
equation reduces to the well known Richardson and Zaki equation,
U/US = (l - Ø)4.7 much favored by engineers. The same workers also
found that Stoke's formula for the sedimentation rate of a sphere In
very dilute suspensions (see Introduction) could be extended to
shear thinning supernatants by using the zero shear viscosity In the
expression:
The great value of expressions for sedimentation rates, such as (4)
above, is that they illustrate the parallel behavior of the settling
rate of suspensions with their shear rheological behavior.
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-9-320.jpg)
![For example the concentration dependence of the same
suspensions conforms to a closely analogous equation, due to
Dougherty and Krieger [30], for the shear viscosity:
This latter feature has been developed and extended in subsequent
work on weakly flocculated suspensions by Buscall and McGowan
[31]. For these, slow speed centrifuge experiments and shear
rheological measurements Indicated, a closely parallel relationship
between the stress dependence of the viscosity and the
dependence of the collective friction coefficient on the ambient
gravitational field. Thus, in principle, with this result established it
should be possible to snake accurate predictions of sedimentation
rates, for weakly flocculated suspensions, from shear rheological
measurements.
The influence of floc structure and container dimensions on settling
rate was investigated thoroughly by Michaels and Bolger [32] in a
study of the sedimentation properties of flocculated kaolin
suspensions, By controlling the pH of the suspending medium
these workers were able to control the degree of "openness" of the
floc structure and correlate this with the settling properties.
Furthermore, they found that the flow conditions under which the
flocs were formed were also an important factor. In fact the
Influence of floc structure and the kinetics determining it are often
the main variables in a clarification context. For more details of the
factors that control them, the reader is referred to GBHE
“Suspensions Processing Guides”, particularly the following:
Centrifugation, Selection of Flocculants, Clarification, which
also contain many additional references.
All the work discussed above refers either to particles with a narrow
size distribution or flocculated suspensions. Substantial progress
has been made by a number of workers in elucidating the factors
that determine the settling behavior of suspensions containing
bimodal or polydisperse size distributions of non-flocculating
particles [34-38].
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-10-320.jpg)
![2.2
The Zone Settling Regime - Kynch Theory [39]
In many senses the first real attempt to produce a theory of
sedimentation away from the simpler clarification regime was due
to Kynch. His theory, though It contains some conceptual errors
and gross oversimplifications, is the foundation of much of the
present understanding of the subject. Furthermore, the Kynch
analysis of sedimentation remains the basis of most contemporary
engineering algorithms for the sizing of full-scale thickeners
(Section 3.3). It is therefore well worthwhile outlining the principles
and results of his contribution. Kynch's principal starting assumption
was that the settling velocity of a single particle, u, was a function of
its local concentrations only; that is:
where c is the particle number concentration at that point. It was
further assumed that all the settling entitles were of the same size
and shape. By considering the particle flux, S = c.u, through a
horizontal element of thickness dx, Figure 2, in the settling column,
he derived the basic continuity equation:
where x is the vertical height of the element within the column. This
may be re-expressed In the form:
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-11-320.jpg)




![Having just presented Kynch's own limitations to the theory, and
before discussing the criticisms of others, it redresses the balance
somewhat to restate the value of the theory in appropriate
sedimentation regimes. A good example of this is provided in the
work of Buscall and McGowan [56] on weakly flocculated latex
suspensions. These workers were able to model the sedimentation
curves resulting from centrifugation experiments very effectively
using Kynch's theory.
The form of the settling function, u(c), was derived from the
hypothesis that the settling collective friction coefficient, fc(c)-1 U (c)' (and viscosity coefficient n(c), had similar concentrations
dependencies. The experimental points and fitted sedimentation
curves from the paper of Buscall and McGowan is reproduced in
Figure 4.
2.3
Zone Settling and Compression - The Sediment
Structure
The most restraining assumption within Kynch's theory is (iv) above
which requires that settling velocity be a function of concentration,
i.e. u(c), only. Unfortunately this means that the theory is
incomplete as soon as a sediment with any structural strength Is
formed. In an attempt to revise and clarify the theory, Tiller [40]
presented new arguments which may be interpreted in terms of
Figure 5. This diagram may be understood as follows. Assuming
uniform starting concentration, the sedimentation starts with a
constant rate section analogous to the part of the curve of Kynch's
Figure 3 denoted APB. At the height, H1, the characteristic
emanating from the origin intersects the H(t) curve and thereafter a
sediment begins to build up on the base of the containing vessel. It
is this sediment, which is itself undergoing the much slower
consolidation process, which causes the rate of fall to decrease and
which leads to the breakdown of Kynch's analysis. By point H2 the
whole sediment Is undergoing consolidation and the Kynch
approach is completely inappropriate; means of treating this section
of the curve for compression are given later. Tiller argued that the
characteristics developed by Kynch for the first falling rate section
should emanate not from the origin but from the top of the rising
sediment. He then revised the theory to take account of the rising
sediment as well as the falling zone boundary.
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-16-320.jpg)
![However, Tiller's theory suffers from many disadvantages, the most
notable being a failure to provide simple solutions to the
complicated partial differential equations which he derived. In
addition he failed to adequately treat the question of the
compressive strength of the sediment itself and its ability to
withstand some of the consolidating driving pressure. Finally, from
a practical point of view, any application of the theory suffers from
the disadvantage of requiring knowledge of the sediment rise with
time, L(t), a quantity which is difficult to observe visually.
A subsequent paper by Fitch [41] developed Tiller's extension of
Kynch Theory so as to make the numerical analysis more
straightforward. In particular he developed graphical constructions
in order to yield a settling function, u(c), for the first falling rate
section of a sedimentation curve. Unfortunately, in common with
Tiller's analysis, the construction requires a knowledge of L(t) and
Fitch conceded that this removed much of the practical advantage
of the new approach. He suggested two means of extracting L(t) by
experiment. The first, originally developed by Gaudin and
Fuerstenau [16], uses an X-Ray absorption Instrument scanning up
and down in height at a speed appreciably faster than the
sedimentation rate. The alterntative tack is to identify "compression
points" by a whole series of batch settling tests at different Initial
heights. Unfortunately the use of a battery of batch tests sacrifices
the advantage that the Kynch approach originally conveyed.
The above discussions are concerned either with zone settling or a
combination of zone settling occurring simultaneously with
compression. There are, however, many circumstances where an
understanding of the compression or consolidation process
occurring in isolation is what is required. This regime,
corresponding to heights less than H2 in Figure 5, involves the
collapse under gravitational forces of a continuous particulate
network. The kinetics of the collapse are strongly Influenced by the
drag forces operating on the liquid which is being expressed from
the consolidating structure. Clearly then the consolidation process
depends primarily on the structure, and thereby compressive
strength, of the particulate network. The factors that can modify the
network structure, e.g. particle size, shape, extent and mechanism
of flocculation, degree of shear, etc, [24-28], are those that will
allow control of the consolidation process.
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-17-320.jpg)
![Details of the Influence of simple properties of the particles and
means of flocculation on the structure and strength of flocculated
networks are given in a series of reports by Buscall, Wills, Sutton
and Stewart [24-27]. A brief discussion of these issues is also given
in Sections 2.4 and 2.5. A detailed investigation of the effects of
prolonged shear on particulate suspension structure has been
provided by Mills [28].
In order to apply an understanding of the consolidation process for
a given sediment structure it is useful to consider two aspects of the
process:
(1) The final solids content, Ø, (or conversely porosity) that results
when the compressive strength of the network can fully support its
own weight. This represents the ultimate degree of dewatering that
can be achieved via sedimentation. In the parlance of Section 3.2
of the manual (Basic Principles and Test Methods, this is the
Structurally-Limited S-L, regime).
(2) The rate at which the consolidation takes place up to that
ultimate limit, i.e. the kinetics of the process, (the so-called
Kinetically-Limited, K-L, Regime).
The first aspect is fairly readily approached provided that a means of
quantifying and measuring the strength of a particulate suspension is
available. One fundamental parameter that can be used for this purpose is
the uniaxial compressional modulus, K, defined as [46]:
where Ø and V are the volume fraction or network volume resulting from
an application of consolidating pressure p. The advantage of using K as a
network parameter Is that Its functional dependence upon solids content is
often known or can be measured, hence equation (15) may be integrated
to give a yield pressure, Py, which must be applied before a certain
ultimate degree of consolidation, Ø*, can be attained:
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-18-320.jpg)
![Predicting the form of the function, K(Ø), from first principles is beyond
current art even for simple model experimental systems such as
electrolyte-coagulated, monodisperse latex particles. It is, however,
straightforward to measure It experimentally. This experimental
determination Is facilitated by the observation that K is numerically almost
equivalent to the infinitesimal shear modulus, Go (Ø). Thus pulse
shearometry, creeping flow measurements, centrifugation tests or the use
of a pressure cell may be used. Alternatively, Py may be measured
directly by a slow-speed centrifugation experiment. All of these techniques
are described in more detail in Section 3 (Basic Principles and Test
Methods) of the dewatering chapter and In the next section. K (Ø) Is
experimentally found to be a very strong function of solids concentration
often following the sort of dependence:
where Ø0 is the volume fraction at which a space-filling network can form
and the exponent, n, is typically 3 or larger. This sort of relationship is
illustrated in Figure 6 where the influence of shear on the modulus is also
shown. A change in the strength of flocculation of a particulate network
also has a profound influence on the modulus curve and consequently on
the final sediment volume. Thus weakly flocculated systems, eg polymerflocculated particles or simply larger particles, are more easl ly rearranged
and yield smaller sediment volumes than the strong, open structures that
result from electrolyte-coagulation of small particles. Further details
regarding the various mechanisms and structures of flocculated systems
are provided in GBHE-SPG-PEG-302 “Basic Principles & Test
Methods”, of our Suspensions Processing Guides (SPG).
As far as the kinetics of consolidation are concerned, the situation is far more
complex; a recent piece of work by Buscall and White has done much to clarify it,
however [44, 45]. The theory is presented in some detail in Section 3; a brief
overview is reproduced here for completeness. Starting from a force balance on
an element of the consolidating network they derived the relation:
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-19-320.jpg)


![The detailed theory is presented in Section 3; strategies for scaling rules based
on the yield stress concept are described in Sections 3.2.6 to 3.2.8. Following
experimental verification, it is anticipated that improved and refined scaling
relationships may be forthcoming from the new understanding implicit In the
Buscall-White mode 1.
3
TESTS, CHARACTERIZATION PROCEDURES AND DESIGN
METHODS
3.1
Batch Settling Tests
The first and most basic application of a batch settling test on a given
suspension Is to Identify the class of sedimentation that prevails at that
concentration, Thus If the upper regions of the sample are seen to “thin”
out gradually with a visibly rising sediment, it may be safely assumed that,
for at least the initial stages, the process may be regarded as clarification.
If, on the other hand, a fairly distinct boundary develops with relatively
Clear supernatant above an opaque, falling sediment boundary then zone
settling is occurring. To distinguish between zone settling proper and
consolidation the most obvious criterion Is the rate of fall of the sediment;
consolidation is much slower. In many cases, of course, the type of
sedimentation process occurring is obvious from the initial concentration
of the suspension, Figure 1.
In the context of this chapter on dewatering, it will usually be a zone
settling or consolidation regime which is being investigated. The setting up
of such tests is normally fairly straightforward involving placing a sample
of the suspension in a graduated tube or measuring cylinder and
monitoring the fall of the zone boundary with time. A number of
precautions are necessary, however, If the results are to be free from
artifacts of scale etc. Perhaps the greatest danger in these tests is the risk
of having an appreciable "wall effect" [46]. Two means of minimizing such
effects are to steam-clean the glass very thoroughly and to use a
graduated sample container of sufficient diameter. In practice the best way
to gauge such effects is to perform otherwise identical tests in a series of
containers of different diameter. Typical results from such a series of
tubes containing suspensions of attapulgite clay (rod-like particles) are
given in Figure 7. It is quite clear that wall effects are playing no significant
role in the observed sedimentation volumes provided that the diameter is
greater than about 6 cms. It is also observed that the test in a centrifuge at
5 g shows negligible wall effects for even smaller tubes.
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-22-320.jpg)
![Likewise suspensions of more spherical particles tend to be less prone to
such artifacts. Clearly the data of Figure 7 is only yielding information
regarding the influence of such effects on the equilibrium sediment height;
for a batch settling experiment to investigate the sedimentation kinetics,
the whole settling curve should be compared.
Most of the other precautions relating to scale-up from small scale tests
merely reflect the need to parallel plant operation as closely as possible in
the laboratory. Thus for example if the test involves addition of a flocculant
then it must be added and mixed in a well defined manner such that
flocculation occurs under the same conditions on both scales. Likewise,
stirrers etc may be employed in the laboratory tests to gain at least a
qualitative idea of the Influence of "raking" on a large scale thickener. In all
these considerations the main feature is to ensure that the structure of the
suspension in the batch test is not perturbed by any factors other than the
controlled sedimentation process. It is therefore wholly unsatisfactory to
re-slurry a settled suspension in order to carry out some further
experimentation. In some cases the re-suspended material will behave in
the same way as fresh suspension, but this should not be assumed for all
samples. Likewise good mixing (eg of a flocculant) is relatively easily
accomplished on a laboratory scale but is often less satisfactory on the
plant.
As far as the actual application and analysis of batch settling tests to
specific problems Is concerned, It will already be clear from the section on
Kynch's theory and the subsequent modifications to It, that these
procedures enable the particle settling-concentration, u(c), relationship to
be evaluated. An outline of how these sorts of tests and models are then
used for design purposes for thickeners is given in Section 3.3.4(c). In
addition, very detailed instructions on how to conduct batch settling tests
for a variety of applications, including both clarification and thickening, are
given in Purchas' book "Solid/Liquid Equipment Scale-Up", Centrifugation
[3].
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-23-320.jpg)

![3.2.6 Use of a Compression Cell
This Is a classic way of obtaining the uniaxial, compressional
modulus, K. This technique, although widely used, e.g. by
Sutherland, Borrish and Ottewill [47], has a number of serious
disadvantages. Its use will therefore not be described in detail
here; further information in the experimental technique is
provided in the references.
3.2.7 Pulse Shearometry
This technique measures the propagation speed of a very small
strain shear wave through a small sample ("50 cm3) of the
suspension of interest [46]. From this speed, u, and p, thedensity of the sample, a quantity known as the wave rigidity
modulus, Ĝ, may be derived:
Under circumstances where the shear wave propagation
time can be measured, Ĝ gives a good approximation to the
instantaneous (i.e., high frequency limiting> shear modulus,
Ĝȸ. Invoking the very close numerical agreement between
Ĝȸ and K [46] permits the yield pressure, Py(Ø), to be
deduced:
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-25-320.jpg)
![Thus Ĝ is measured for a series of sediments at varying
concentrations and application of (27) enables the evaluation
of Py, typically by graphical or numerical integration. This
function once known may then be used in the predictive
sense of equation (25).
The great advantage of the Pulse Shearometer is that
measurements may be made in a very short time (a few
minutes) compared with the timescale of a normal
consolidation process under unit gravity. Thus the influence
of any conditioning process (e.g. additives such as
flocculants, or physical processes such as shearing) on the
final sediment volume and solids concentration can be
assessed very efficiently. In addition, time dependent effects
such as "ageing" of the sediment can be readily followed
over extended periods if necessary.
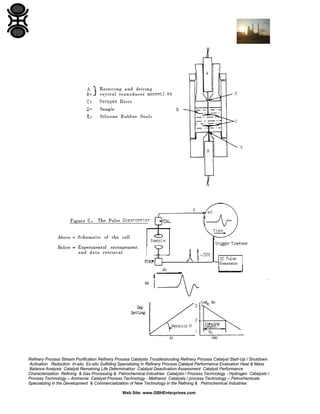
3.2.8 Slow-speed Centrifugation [44-46]
The centrifugation method measures the yield function,
Py(Ø), directly. The experiment consists of measuring the
equilibrium height of the sediment in a centrifuge as a
function of the centrifuge speed and hence the applied
consolidating field, Figure 9. Two approaches may be used
to calculate the results. The old and original approach is
simple since it requires no numerical differentiation to
evaluate the function, Py, which is simply calculated from the
equilibrium and initial sediment heights (Hȸ, HO), the relative
density (Δρ), centrifuge angular velocity (w) and the
distance R from the axis of rotation to the bottom of the
centrifuge tube:
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-26-320.jpg)

![The kinetic model due to Buscall and White (described
already in Section 3.3.3(c)) is of considerable value as a
starting point for deriving scaling rules for the initial rate of
sedimentation. Unfortunately, however, the relevant
solutions, equations (22) and (23), require a knowledge of
certain drag functions, e.g. R(Ø) and λ(Ø), before the model
can be used predictively. Means of estimating these were
given in Section 3.2.10. Another possible means of tackling
the problem for gravity thickeners is to determine the form of
these functions using “accelerated” settling tests conducted
in a centrifuge, and then applying the theory to obtain the
Initial settling rate at unit gravity. The validity of such an
approach has yet to be tested but it is an attractive one
because of the relative ease and speed with which settling
curves at higher gravitational forces can be obtained. The
experimental data is easily available from the Stroboscopic
Centrifuge [53]. This device uses an electrical or mechanical
triggering of a stroboscope which illuminates the interior of
the centrifuge for a very short time once per revolution. The
decay of the zone boundary in a sample tube Is easily
observed as a "frozen Image" through a perspex window In
the lid of the machine. Commercial machines are available
(Triton VRC Type TV161) but It Is a relatively simple matter
to modify an ordinary bench top centrifuge for the purpose.
Some words of caution are necessary, however, regarding
the use of accelerated tests to predict unit gravity
sedimentation. Many problems may arise from features of
the various sedimentation mechanisms which scale
differently with "g". For example the settling of a single Inert
particle in a non-Newtonian fluid may not so easily be
correlated with the zero shear viscosity n(0), at high
accelerations. Likewise, the structure and shape of
flocculated suspensions Is liable to be perturbed In a nonlinear fashion at high centrifugal fields. Thus, although
accelerated tests may prove very valuable in the future,
great care must be taken in their application and
interpretation.
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-28-320.jpg)
![A number of alternative and largely empirical scaling
relationships have been utilized in the past to Interpret
accelerated settling tests. These have proved particularly
useful for centrifuge scale-up in the kinetically-limited
regime. Further details of these may be found in Section 3;
worked examples based on the approach are given In
Section 4.
3.3 Design Methods - Gravity Thickeners
Although the design of gravity thickeners is a broad and mature subject
and perhaps better regarded as the province of the chemical engineer,
many features impinge on the principles already established in this
section. Figure 10 shows a schematic view of the sedimentation process
in a typical continuous thickener. It can be seen that all or some of the
sedimentation mechanisms of Figure 1 may be simultaneously operating
at different levels. In order to understand the origin of the zone labeled as
the "critical zone", and its implications on design, one-dimensional
continuity equations for the solids flux are derived. Coe and Clevenger
[50] were the first workers to tackle large-scale thickener operation in this
way and they arrived at the equation:
Here G is the solids flux (i.e., mass rate per unit area) at a given point in
the thickener where the ambient concentration is C. cu is the
concentration of the underflow.
The influence of equation (28) on the operation of continuous thickening
devices Is Illustrated in Figure 11, which shows the variation of solids flux
with concentration for a given value of Cu. Coe and Clevenger obtained
curves of this sort by making measurements of U(C) using a whole series
of batch settling tests at different starting concentrations. In doing so they
relied upon the assumption, explicit also in Kynch's theory, that the settling
velocity, u, was a function of concentration only. It is this assumption
which allows the results from batch-type experiments to be translated into
predictions of continuous thickening operation, The origin of the "critical
zone" in Figure 8 may now be understood in terms of the minimum In the
function G(c).
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-29-320.jpg)
![If the feed flux to the thickener exceeds GC, which represents the limiting
flux or "solids handling capacity", at some point in the device a zone will
develop where the solids flux cannot be passed in a steady state
operation. The result is that a zone of the critical concentration, Cc,
propagates upwards.
This critical zone can eventually lead to loss of solids in the overflow If it
continues to propagate upwards. Thus one of the basic criteria in design is
to provide a sufficient cross-sectional area for the thickener such that the
feed flux is comfortably less than the critical flux. Thus an understanding
of the form of U(c) is essential so as to enable the derivation of a series of
flux versus concentration diagrams at various underflow concentrations. In
addition it may be noted that as long as sufficient area is provided to
prevent the flux exceeding GC, the zone settling region, (i.e., that in which
u = u(c) as opposed to any compression or consolidation zone,) imposes
no depth requirement on the design of the thickener.
In practice, as a result of the theory due to Kynch and subsequent
modifications and applications to it, the area required to prevent critical
zone occurrence can in principle be deduced from a single batch settling
test. (Recall that in essence the Kynch theory permits the function U(c) to
be derived for a whole series of concentrations greater than the Initial one.
These standard design procedures involve simple graphical constructions
based on Kynch's theory; the most famous being due to Oltmann, and to
Talmage and Fitch. Details and worked examples may be found In
references [1, pp147-160] and [3, pp108 et seq].
In addition to the area demand of the non-compression, zone settling
regime in a gravity thickener, It Is often necessary to identify constraints
arising from other sedimentation mechanisms. Thus both clarification (If
the feed is at a concentration below that at which zone settling
commences) and compression impose a detention time constraint on the
continuous operation. Clarification is the subject of GBHE SPG PEG 304
– Centrifugation but the required detention time for any compression
regime is straightforwardly derived from a simple batch test as shown in
Figure 12. First of all the so-called "compression" or "critical
sedimentation" point must be identified; this may be associated with the
onset of the second falling rate section of Figure 5. At this point the whole
of the sediment starts to undergo compression. In favorable cases the
compression point is identified as a pronounced discontinuity in the batchsettling, height versus time curve. Where its position is less obvious a "loglog plot" or some other device may assist.
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-30-320.jpg)

![4
EXAMPLES
According to Bash, [51], in a 1977 survey of solid/liquid separation practice, most
of the plant based on sedimentation has been supplied in the form of proprietary
clarifiers or thickeners bought in from external European. Thus in most cases the
suppliers have been largely responsible for design considerations at least with
respect to sizing etc. This naturally leads to something of a paucity of suitable inhouse examples of these procedures.
However, two European companies provide exemplification of both typical
operating procedures and also of a novel application of a thickener.
4.1
The Purification of Brine
The clarification of brine is an important process operated by many
companies. A typical feed stream to the clarifier might comprise a solution
of 26.5% BaCl by weight (equivalent to -5 M), but containing suspended
solids such as CaCO3 (in the particle size range, 5-25 µm) and submicron
Mg(OH)2. These solids are removed by flocculating with an anionic
polyelectrolyte, typically hydrolyzed polyacrylamides or acrylamide
copolymers, and then by sedimentation in a settler. In this context the
main variables to be optimized are the settling rates and thereby the clarity
of the overflow. The role of such flocculants may be understood by
referring to the schematic batch flux curves shown in Figure 14a and 14b.
As can be seen in the curve, the dependence of batch solids flux on
concentration is described by a characteristic curve containing at least
three of the mechanistic regimes for sedimentation: free settling, hindered
settling and compression. The interpretation of the batch flux curve
together with an associated operating line is illustrated in Figure 14a. In
essence the curve “a” represents the experimentally measured property of
the v. This flux, Gsusp (C) is equal to the product of the concentration, c,
and settling velocity, u (c). Hence construction of the curve requires
knowledge of u(c) which may be acquired experimentally by one of the
variants on Kynch’s procedure (Section 3) or any other suitable
experimental approach. Thus it must be emphasized that “a” represents a
physico-chemical bound which can be alleviated only by modification of
the suspension properties as will be considered shortly (Figure 14b).
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-32-320.jpg)
![Also shown in Figure 14a are two operating lines “b” and “c”. These are
representations of flux-concentration relationships that are necessary for a
certain operating regime to provide a mass balance through the thickener.
The equation of such an operating line is simply derived (see, for example
[1] and [49]) and relates the required flux, Grequired, to concentration:
Hence the operating line does not depend upon the suspension properties
but merely on geometric and operating conditions. However, only if the
line falls below the point X in the Figure will the suspension properties
permit stable thickening operation.
The maximum stable flux, and hence most efficient operation, results
when the operating line is tangential to the suspension batch flux curve at
X. This maximum, stable flux is called the critical flux, GC. The above
arguments as summarized in Figure 14a are known as the Yoshioka
construction by some authors. (The reader Is also referred to Section 3 for
related discussion.)
Turning to Figure 14b, It can be understood that a tangent to the batch flux
curve intercepting the y-axis at flux G will yield an underflow concentration
of Cl, The addition of a suitable flocculant translates the batch flux curve
upwards as shown In the figure and hence yields an Improved underflow
concentration and enhanced supernatant clarity. Alternatively an Improved
feed rate, QF, can be achieved at fixed underflow concentration (see
equation (30)). These batch flux curves, Flux, Gsusp = concentration, c x
settling velocity, (u), may be generated either by a series of jar tests (see
Section 3.3.4(a) and the paper of Coe and Clevenger and subsequent
references to it) or in a single batch sedimentation experiment using the
method of Kynch (Section 3.3.3(b)). In either case, the settling velocity as
a function of concentration, u(c), can be deduced. The behavior of this
function, u(c), is illustrated In the next figure, Figure 15, for typical brine
based suspensions flocculated with polyelectrolyte’s of varying molecular
weight and anionicity. Clearly the degree of anionicity requires careful
control (optimum at 15%) and very substantial advantage is gained by the
use of a polyelectrolyte of very high molecular weight. There is, of course,
a significant economic trade-off here; high molecular weight flocculants
tend to be more expensive.
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-33-320.jpg)
![The mechanism for flocculation by these anionic polyelectrolyte’s probably
Involves a combination of both bridging and charge neutralization effects
although relatively little fundamental work has been done in the area.
What is known for certain is that the optimization of the flocculant
anionicity is sensitive to particle size as exemplified by the following data
taken from brine samples at two different locations:
4.2 Distiller Blow-Off, DBO [52]
Distiller Blow-Off, or DBO, is the name given to an effluent stream
originating from an ammonia recovery still in a European ammonia-soda
producer. This stream is hot (85 oC) and contains a wide range of
suspended matter ranging from micron sized particles including CaC03,
MgCO3 and CaSO4. to larger scale grit (total suspended solids "1%). To
clean up this effluent a Dorr-Oliver clarifier is used in a somewhat unique
fashion. The approach utilizes the fact that DBO is less dense than
concentrated brine and hence when introduced on top of the latter in a
settler, the two phases remain essentially distinct. By this means the DBO
solids pass through the interface and are drawn off in the concentrated
(10% solids) brine underflow. Once again anionic polyelectrolyte
flocculants (with different optima from the brine purification process) are
employed to enhance solids settling rates.
In this DBO clarification both the relative position of, and the density
difference across, the interface of the DBO and brine phases require
careful control. The former affects the efficiency of continuous clarifier
operation. The latter Involves co-optimization of solid settling rate through
the Interface with a limitation on the level of Ca2+ Ions discharged In the
underflow.
Finally, for completeness, the reader who requires more detailed
information, or worked examples, on the sizing of thickeners etc., is
directed to references [3,48,49] or to the centrifugation section (3.4) of this
chapter.
Refinery Process Stream Purification Refinery Process Catalysts Troubleshooting Refinery Process Catalyst Start-Up / Shutdown
Activation Reduction In-situ Ex-situ Sulfiding Specializing in Refinery Process Catalyst Performance Evaluation Heat & Mass
Balance Analysis Catalyst Remaining Life Determination Catalyst Deactivation Assessment Catalyst Performance
Characterization Refining & Gas Processing & Petrochemical Industries Catalysts / Process Technology - Hydrogen Catalysts /
Process Technology – Ammonia Catalyst Process Technology - Methanol Catalysts / process Technology – Petrochemicals
Specializing in the Development & Commercialization of New Technology in the Refining & Petrochemical Industries
Web Site: www.GBHEnterprises.com](https://image.slidesharecdn.com/sedimentation-131202141835-phpapp01/85/Sedimentation-34-320.jpg)



















The document is a process engineering guide from GBH Enterprises detailing sedimentation as a key technique for solids/liquids separation in refinery and petrochemical industries. It discusses the importance of sedimentation, various settling regimes, and the underlying science, including factors affecting sedimentation rates and methodologies for improvement. Additionally, it emphasizes GBH's focus on catalyst performance and the development of new technology in these sectors.























































































