Manufacturing Processes 38
•
0 likes•21 views

Up milling, also called conventional milling, involves the cutter rotating against the direction of feed, generating more heat from friction. It is generally used for rough cutting. Down milling involves the cutter rotating in the same direction as feed, generating less heat. It produces a better surface finish and is generally used for finishing operations due to longer tool life. The document provides definitions, differences, advantages and applications of up milling and down milling.

Recommended
More Related Content
What's hot
What's hot (20)
Similar to Manufacturing Processes 38
Similar to Manufacturing Processes 38 (20)
More from BhaveshMhaskar
More from BhaveshMhaskar (12)
Recently uploaded
Recently uploaded (20)
Manufacturing Processes 38
- 1. September 22, 2018 Up Milling and Down Milling: learnmechanical.com/up-milling-and-down-milling/ Are you looking for the Up and Down Milling? So today we will study in details the Definition, Differences, Working, Advantages, Application, PDF. Here you will get the articles of Mechanical Engineering in brief with some key points and you will get to know an enormous amount of knowledge from it. So If you find this articles helpful, please let us know in the comment box, either if any correction required too, also let us know in the comment box. Let’s first understand the Milling Machine which I also written separate articles just check out. I will drop the link below. Definition: This machine perhaps most widely used in manufacturing industries after the lathe machine. However, In the case of lathe machine, the tools used there single point cutting tool but In the case of the milling machine, the tools used are multi-point cutting tools. 1/6
- 2. The milling is a process of metal-removing by feeding the work past a rotating multipoint cutter. The diagram is shown below: This machine can hold one or more, number of cutters at a time and rotates at high speed to remove the metal at a faster rate. The metal removal rate is faster as compared to a lathe machine. This machine is used to make gears like Spur gears, and also drill the workpiece bore, and produce slots. Parts and its brief details: Base: It is the foundation part of a milling machine and all other parts are joined on it. It carries the entire load so it should have high compressive strength and it is made up of cast iron. Column: It is mounted vertically on the base. It supports the knee, table, etc. Work as housing for all the other driving member. it is a hollow member which contains driving gears and sometimes motor for the spindle and the table. Knee: It is a casting that supports the saddle and table. All gearing mechanism is enclosed within the knee. It is fastened to the column by dovetail ways. The knee is supported and adjusted by a vertical positioning screw (elevating screw). The elevating screw is used to adjust the knee up and down by raising or lowering the lever either with the help of hand or power feed. Saddle: 2/6
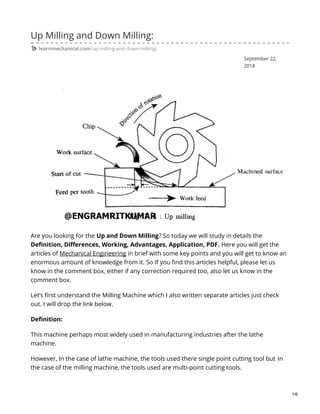
- 3. It is placed between the table and the knee, and work as an intermediate part between them. Can moves transversally to the column face. Slides over the guideways provided situated on the knee which is perpendicular to the column face. The main function is to provide motion in a horizontal direction to the workpiece. It is also made by cast iron. Up Milling Definition: This is also called as conventional milling or Climb up milling. In which the cutter and feed moves in the opposite direction i.e the rotary cutter moves against the feed. With reference to the adjacent figure, the cutter rotates in the anti-clockwise direction, while the direction of feed is from right to left. So, due to this opposite motion, the width of the cutting chips gradually increases from minimum to maximum. There is massive friction between the cutter and workpiece which results in generating a large amount of heat. Up Milling Advantages: This is a safe operation because It has no tendency to drag the workpiece into the cutter. Up Milling Application: Generally used for milling of casting and forging. Preparing for Competitive Exam? If Yes, then must go for this book: 3/6
- 4. The most valuable and trusted Mechanical Objective book by R S Khurmi 5000+ Objective. Down Milling Definition: This is also called a Climb down milling. In case of this milling, the cutter rotates in the same direction as that of the feed. There is less friction involved between the cutter and the workpiece as both. Therefore, the cutter and feed are moving in the same direction. This small amount of friction results in the generation of minimum heat. Here, the thickness of the chip varies from a maximum to minimum during the process. Down Milling Advantages: This machine poses a longer tool life. This machine produces a good surface finish. Down Milling Application: This type of machine generally used for finishing the operation like sawing, grooving, keyway cutting, etc. Difference Between Up and Down Milling Machine: Sl. No Up Milling Down Milling 1. This machine is also called as conventional milling. This is called a climb down milling. 2. The cutting forces act upward. The cutting forces act downward. 3. Mostly used for rough cutting operations. This is used for finishing operations. 4/6
- 5. 4. Due to more tool wear rate, the durability of the tool is less. Due to less tool wear rate, the durability of the tool is more. 5. Tool wear rate is more, as the direction of the rotary cutter is against the feed. Tool wear rate is less, as the direction of a cutter is the same direction as the feed. 6. This process is mostly used in the conventional way of cutting the surface. Nowadays, This is a better operation choice then up milling machine. Preparing for Competitive Exam? If Yes, then must go for this book: The most valuable and trusted Mechanical Objective book by R S Khurmi 5000+ Objective. 7. Effective cooling is not required during cutting action. Effective cooling is possible during cutting action. 8. The cutter rotates against the direction of travel of the workpiece during metal cutting. The cutter rotates in the same direction of travel of the workpiece during metal cutting. 9. Poor surface finish. Good surface finish. 10. It requires a large amount of force compared to down milling. Here, there is a requirement of less force. 11. This machine is mostly used cutting of brass, bronze, and ferrous materials. And whereas this is applicable to aluminum and aluminum alloys. 12. Chip thickness starts at zero and increases towards the end of the cut. Chip thickness is maximum initially and reduces to zero at the end of the cut. Up Milling and Down Milling PDF: Download PDF from Facebook or Telegram group. Join the Facebook group: Engramritkumar Facebook Connect Telegram group: Engramritkumar Telegram 5/6
- 6. Join WhatsApp group: Engramritkumar WhatsApp Today we have learned in details about Definition, Differences, Working, Advantages, Application, PDF. If I have missed something, kindly inform me through commenting. If you like this article, don’t forget to share it on social networks. Subscribe our website for more informative articles. Thanks for reading it. Thank you. 6/6