Downloaded 3,764 times




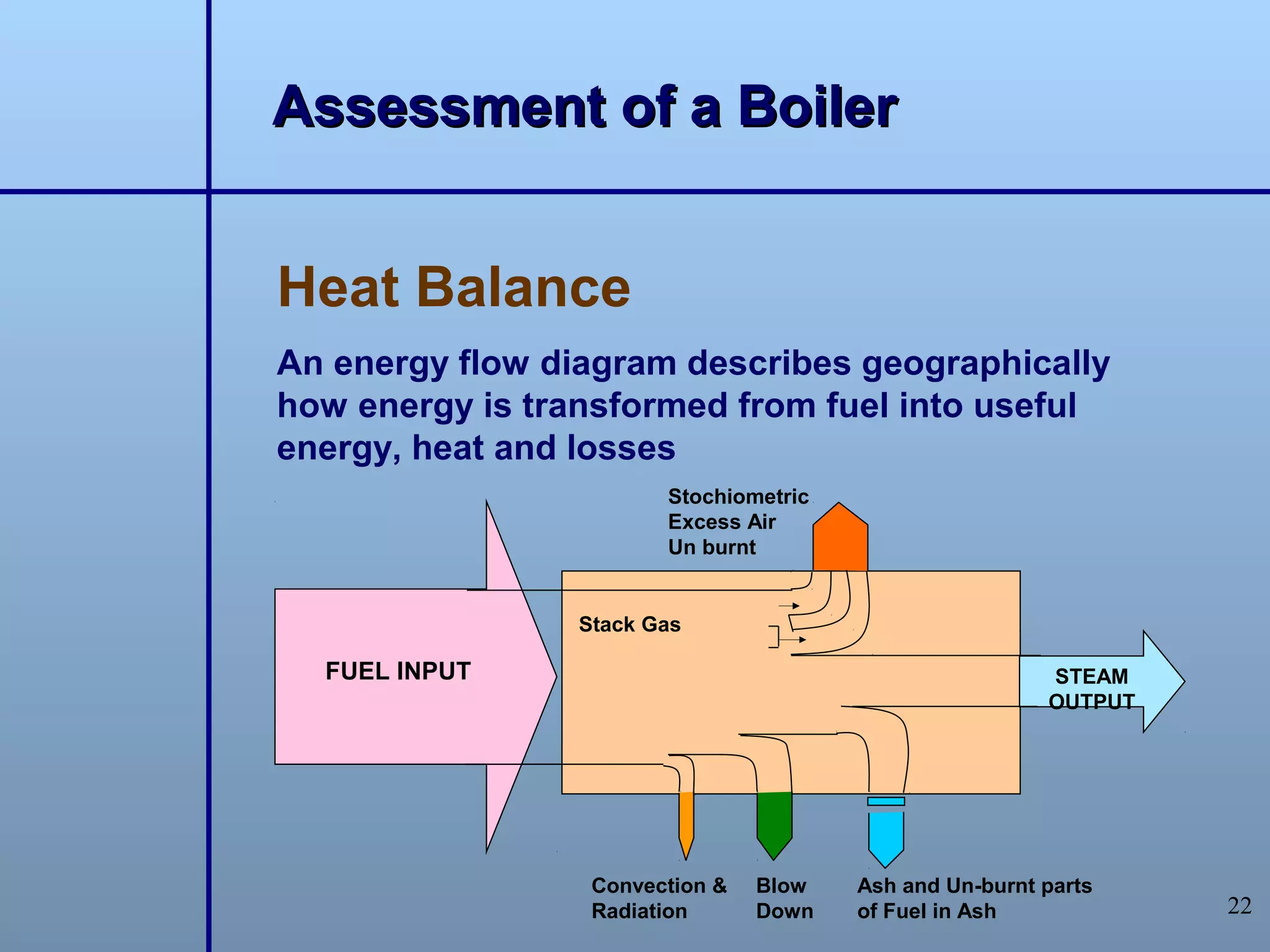


















Fuel Flue Gas Losses Radiation & Useful Heat Unaccounted Input (MJ/hr) (MJ/hr) Convection Output (MJ/hr) Losses (MJ/hr) Losses (MJ/hr) Actual: Design: Difference: Percentage Loss: (Energy Manager Training Manual, TERI) 22 Assessment of a Boiler 2. Boiler blow down - Removes dissolved solids from boiler water - Maintains water quality within limits - Continuous blow down maintains TDS <3,000 ppm - Blow down rate depends on makeup water quality










































































![Vibe Coding vs. Spec-Driven Development [Free Meetup]](https://cdn.slidesharecdn.com/ss_thumbnails/vibecodingvsspecdrivendevelopment-251209105622-43f455e7-thumbnail.jpg?width=640&height=640&fit=bounds)












