Downloaded 675 times
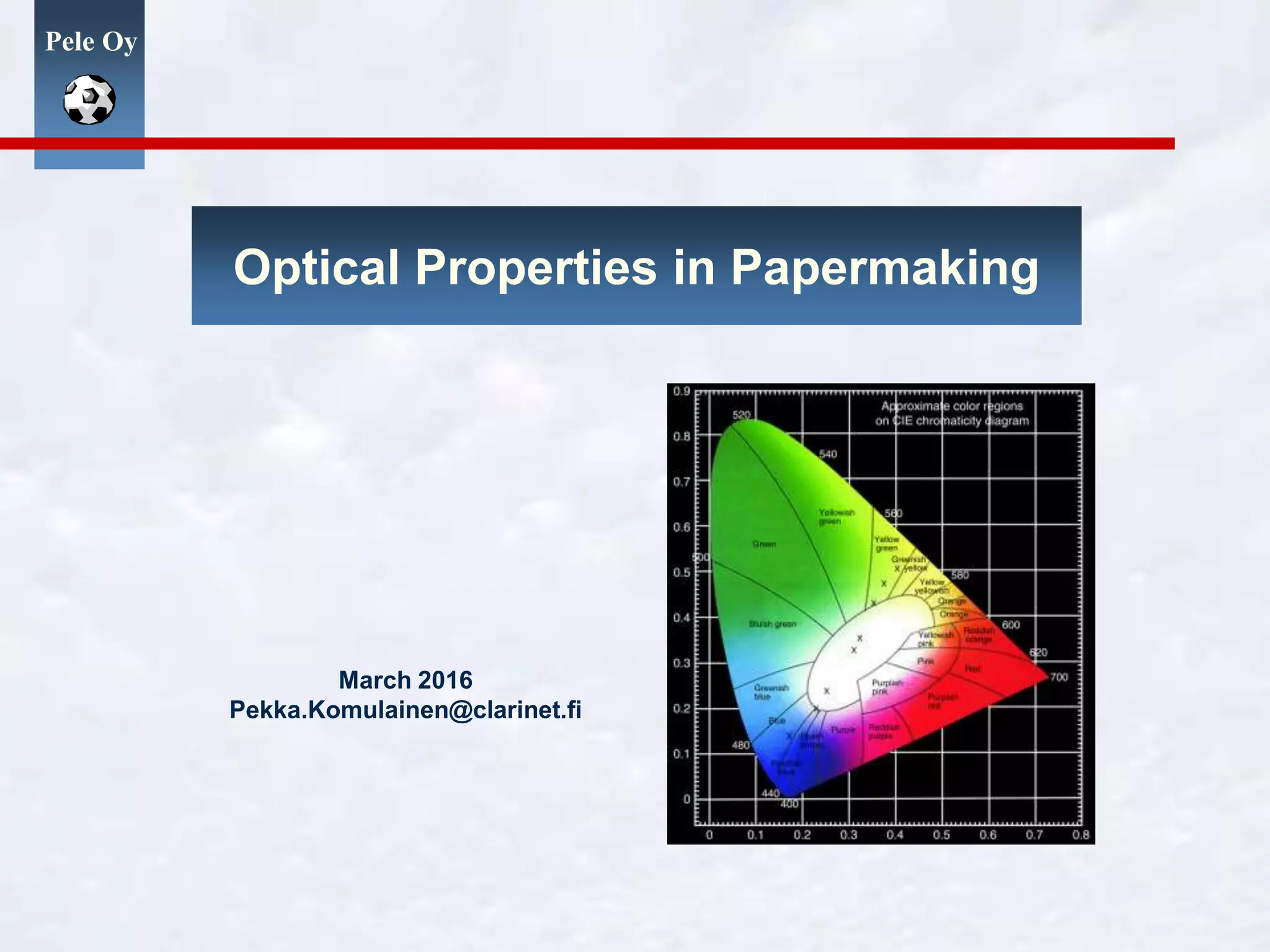
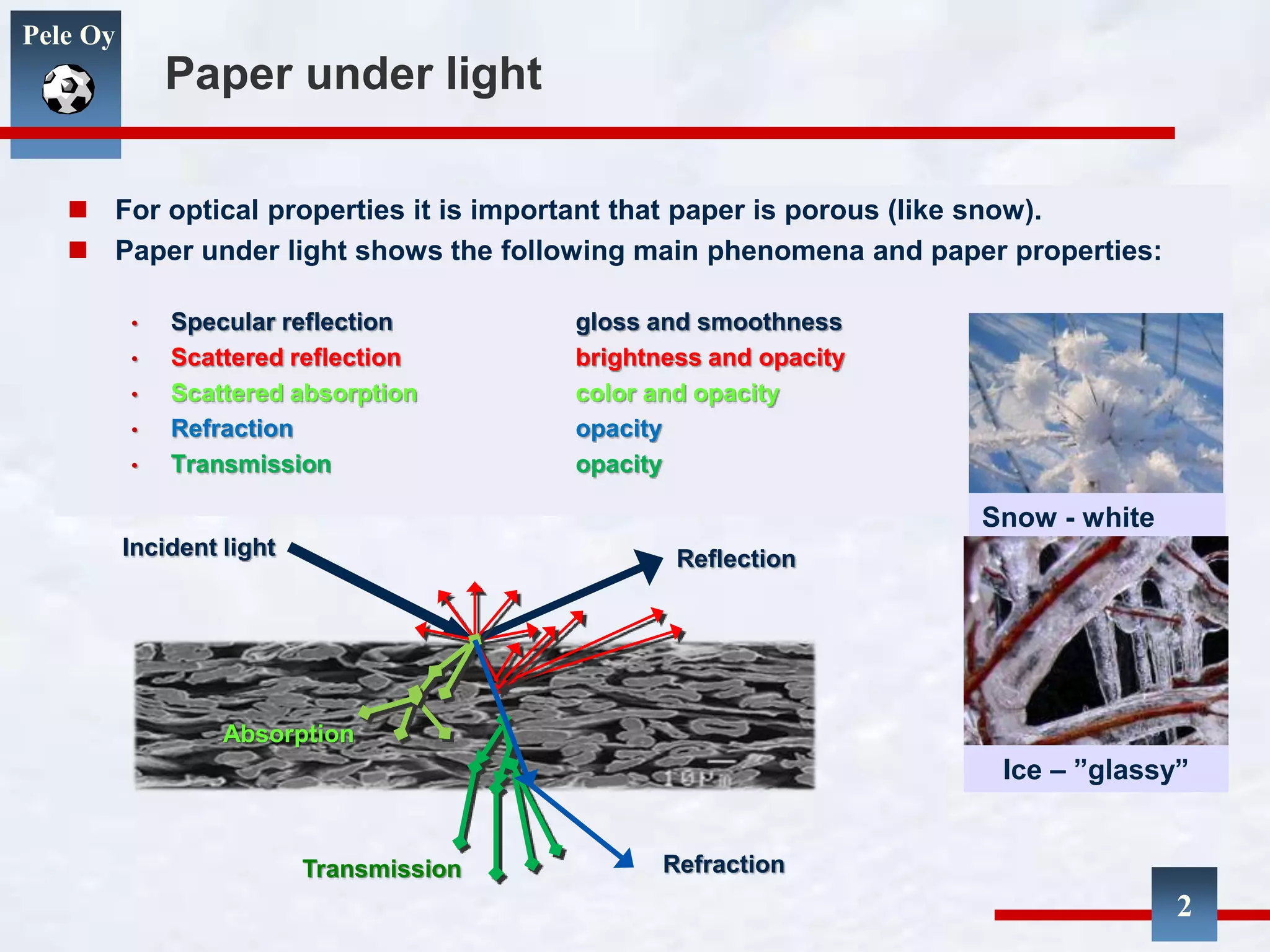
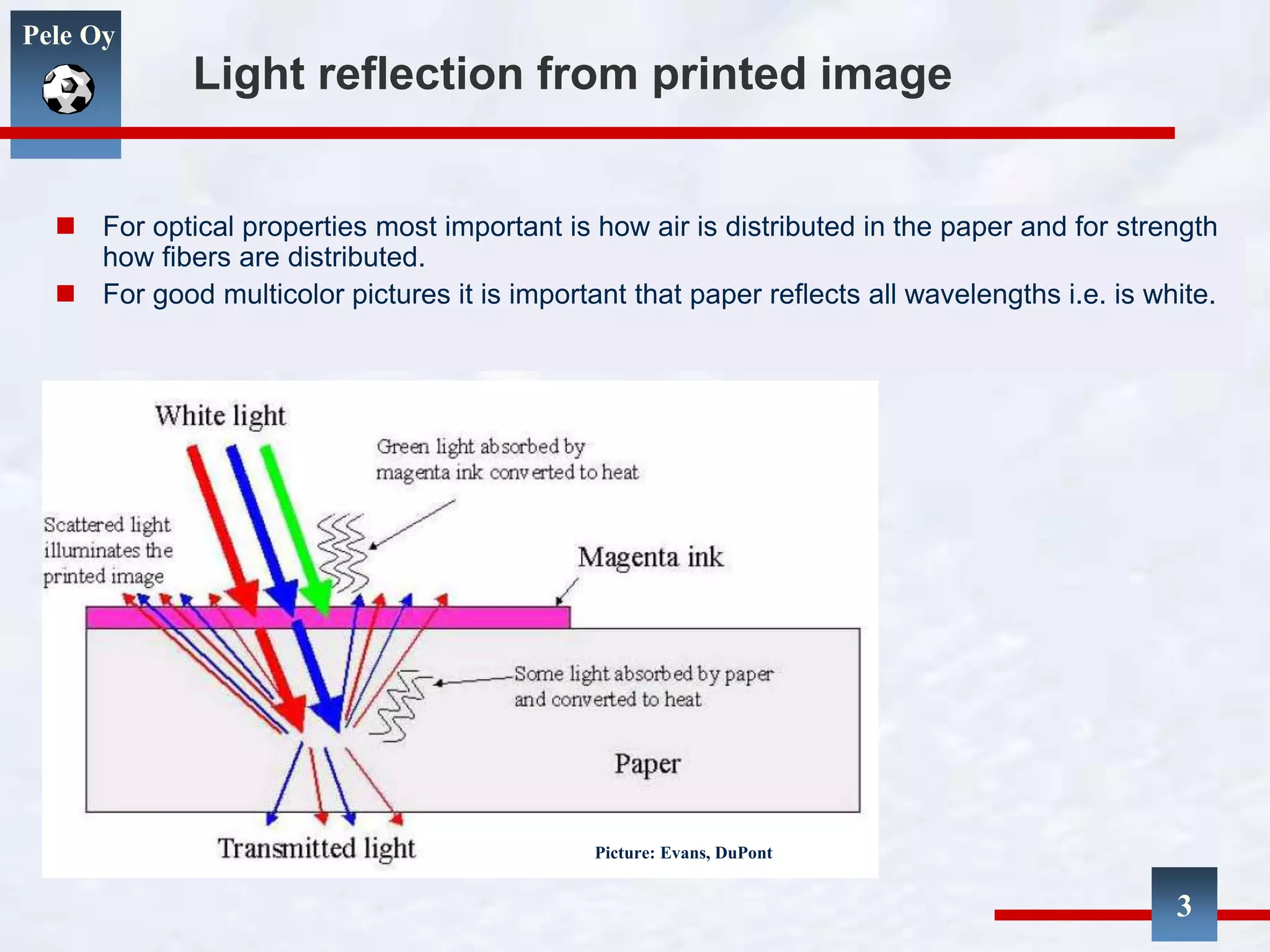
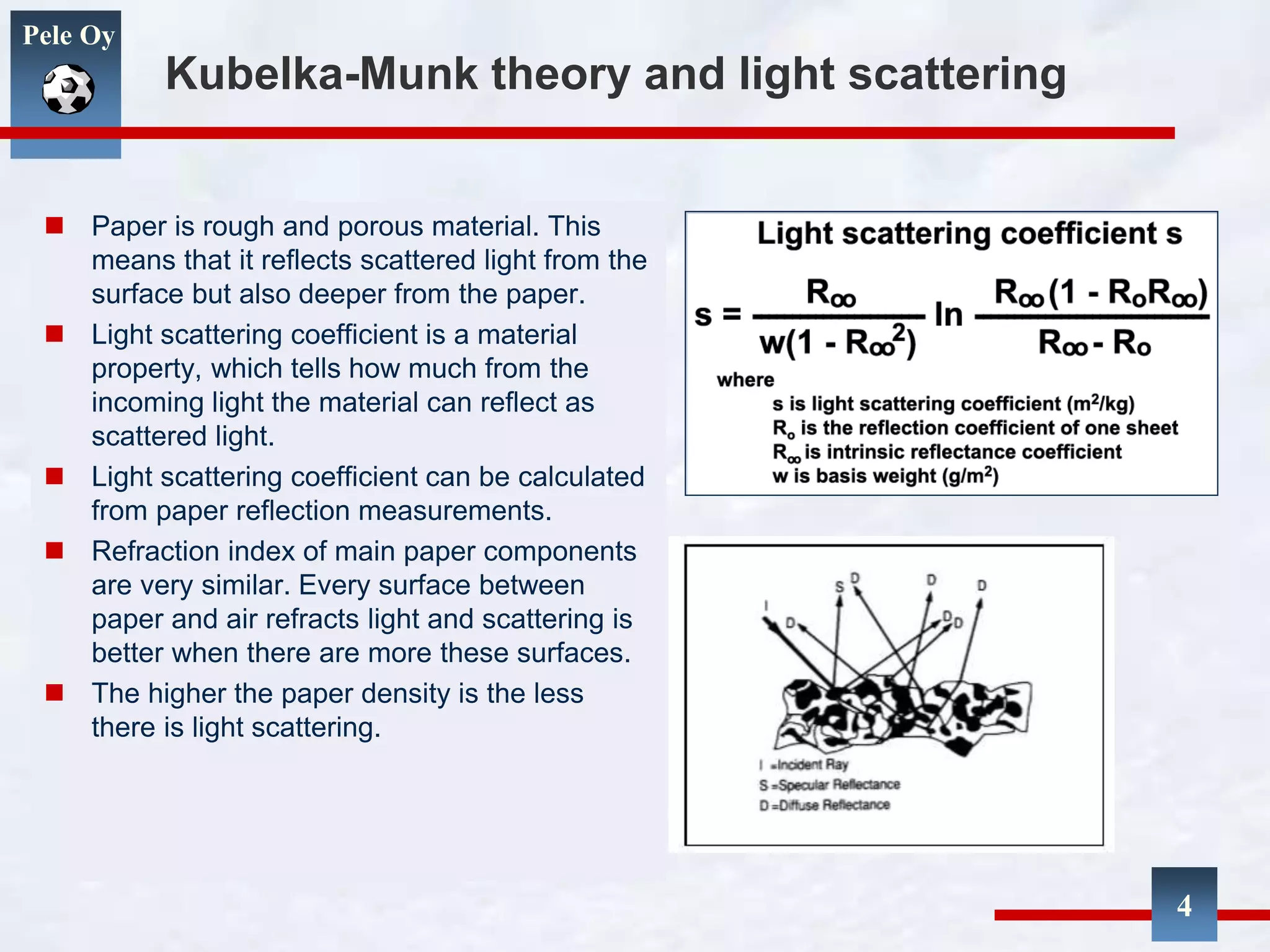
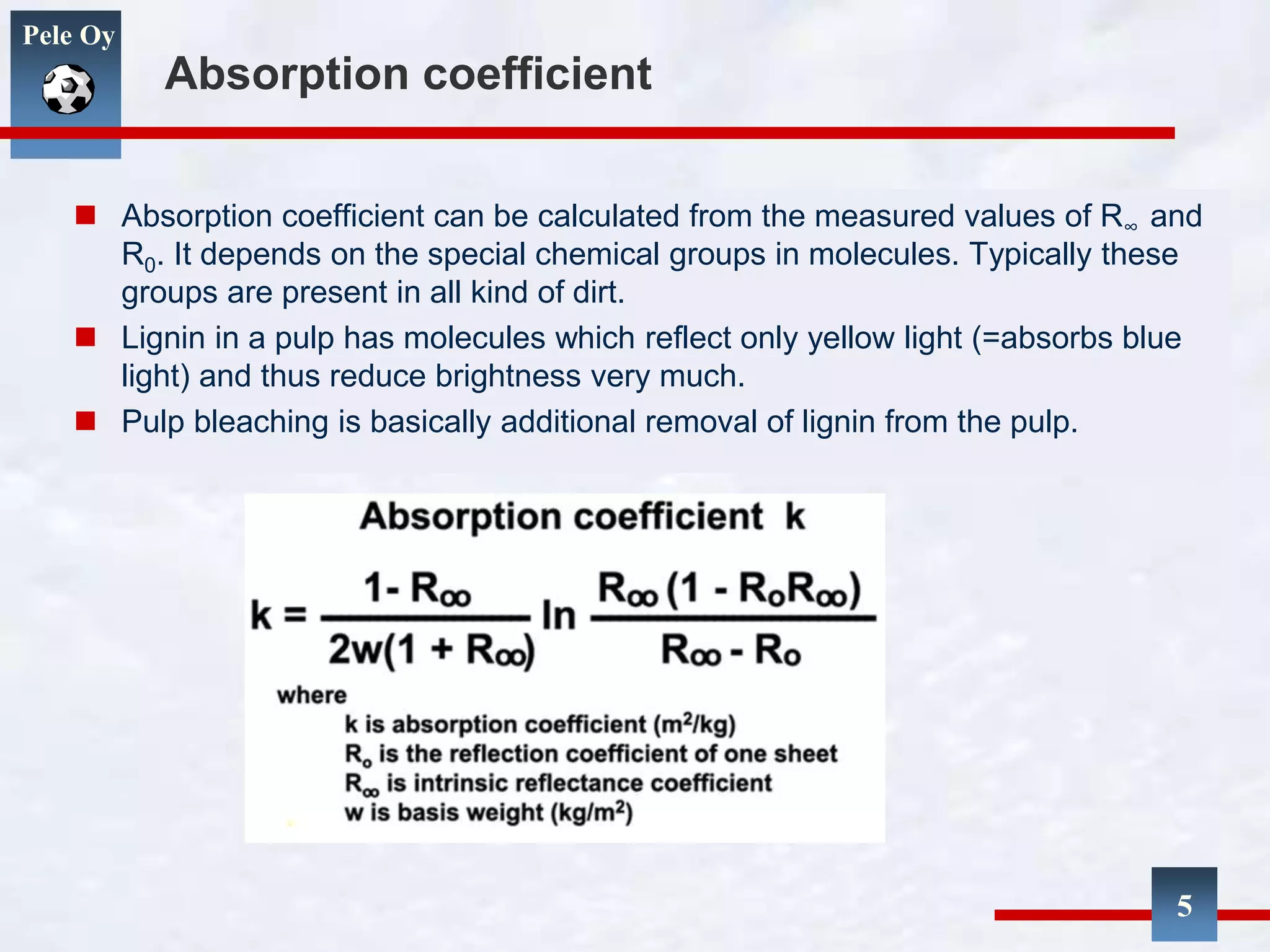
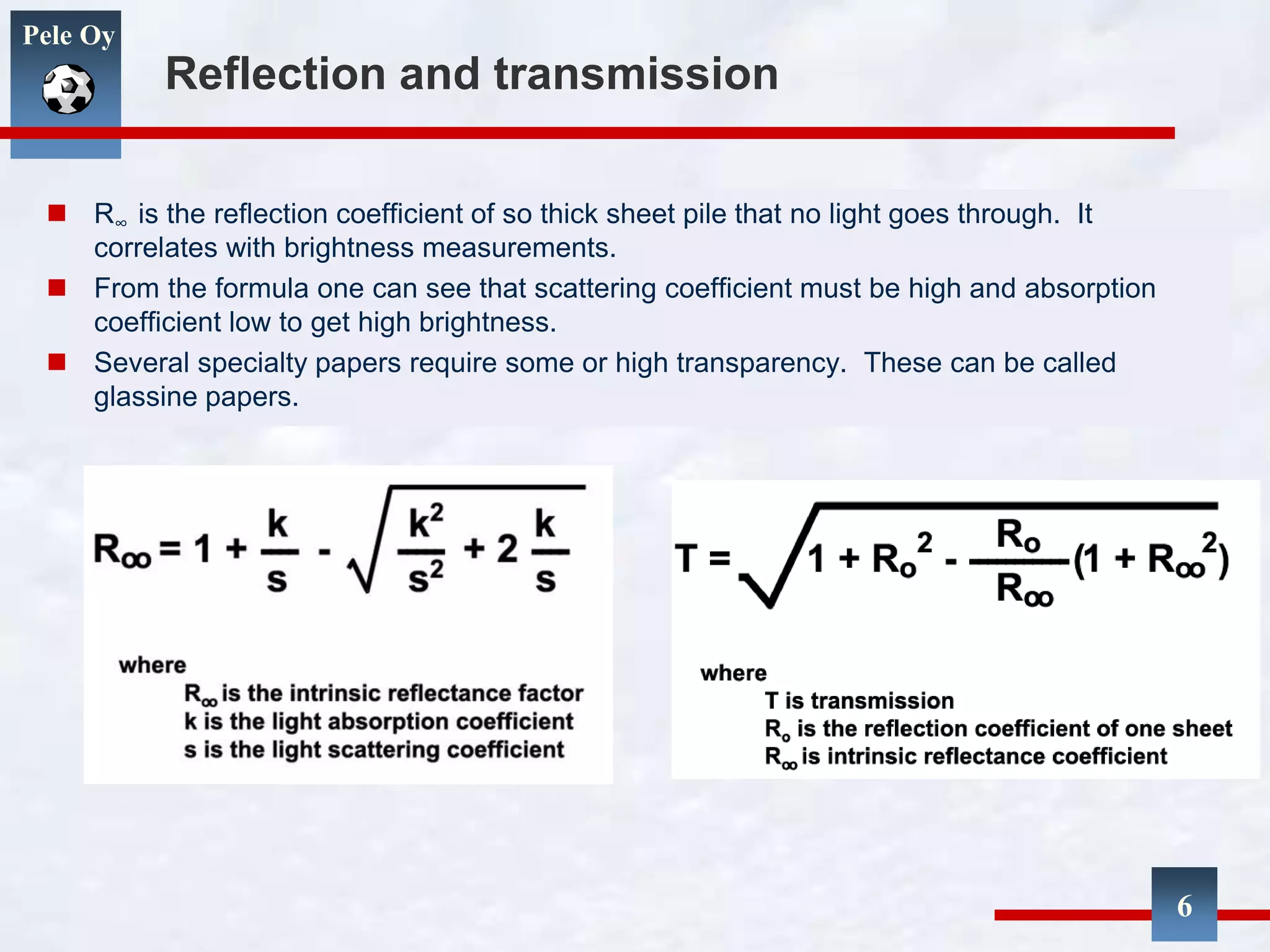
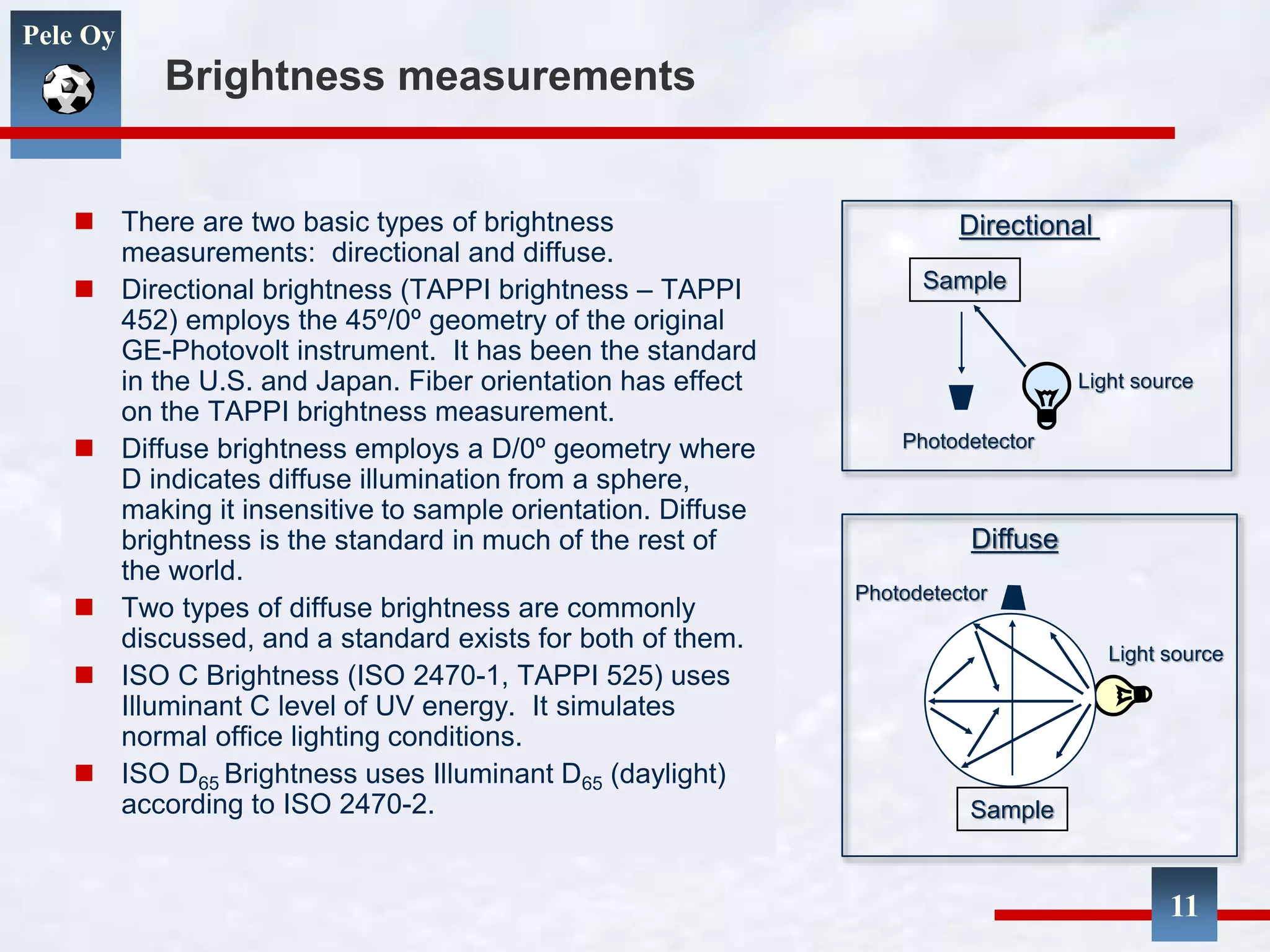
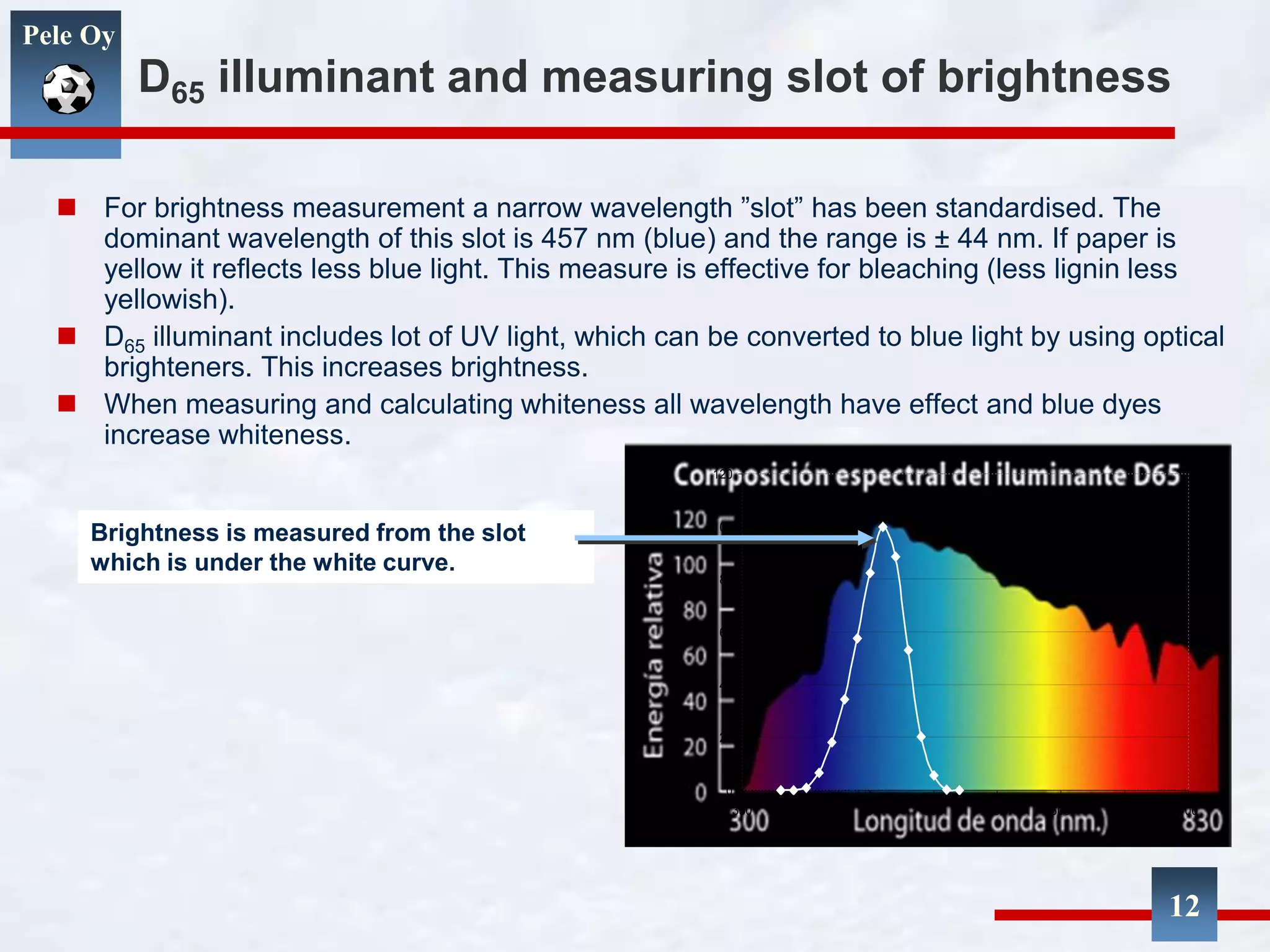
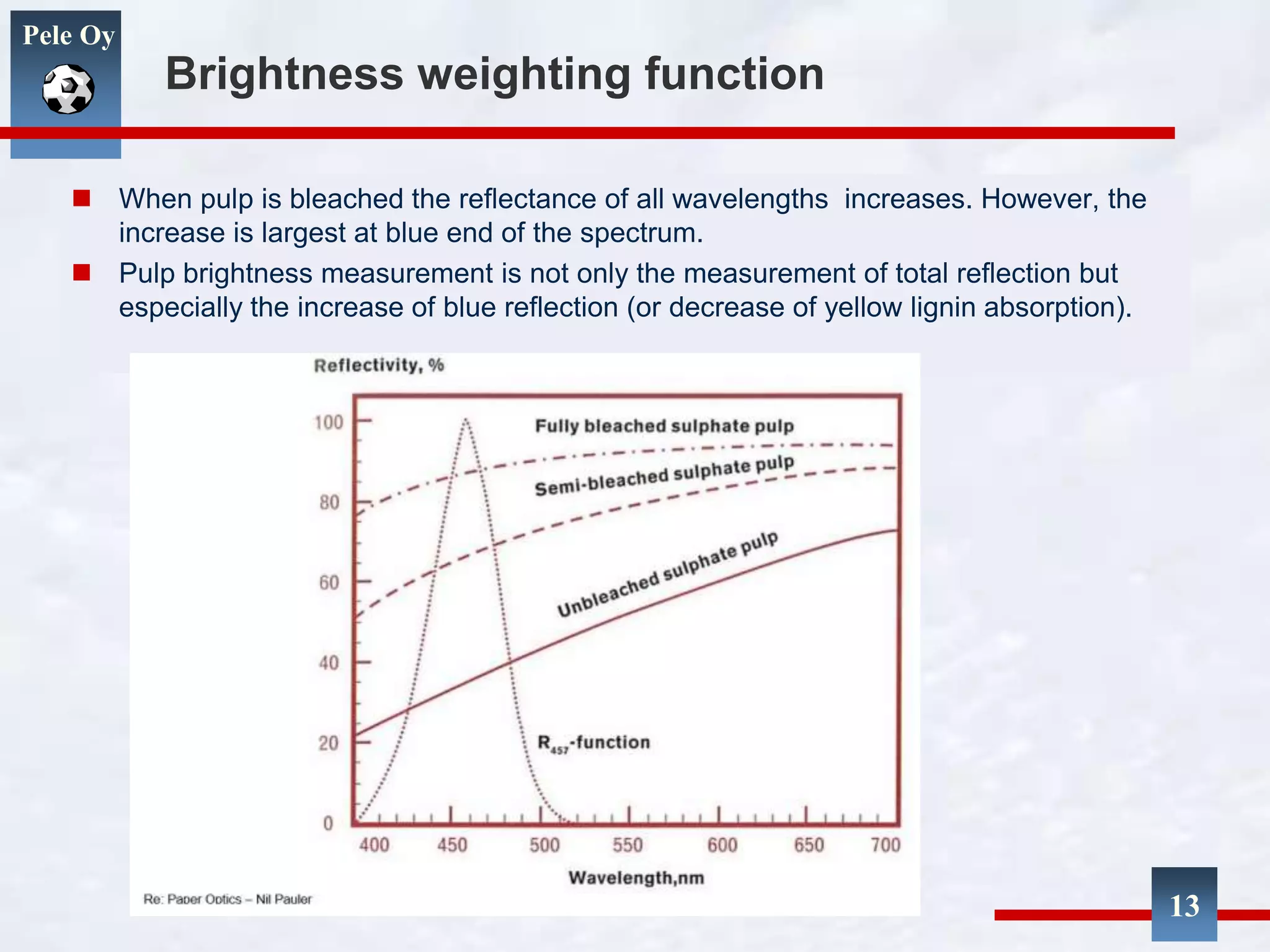
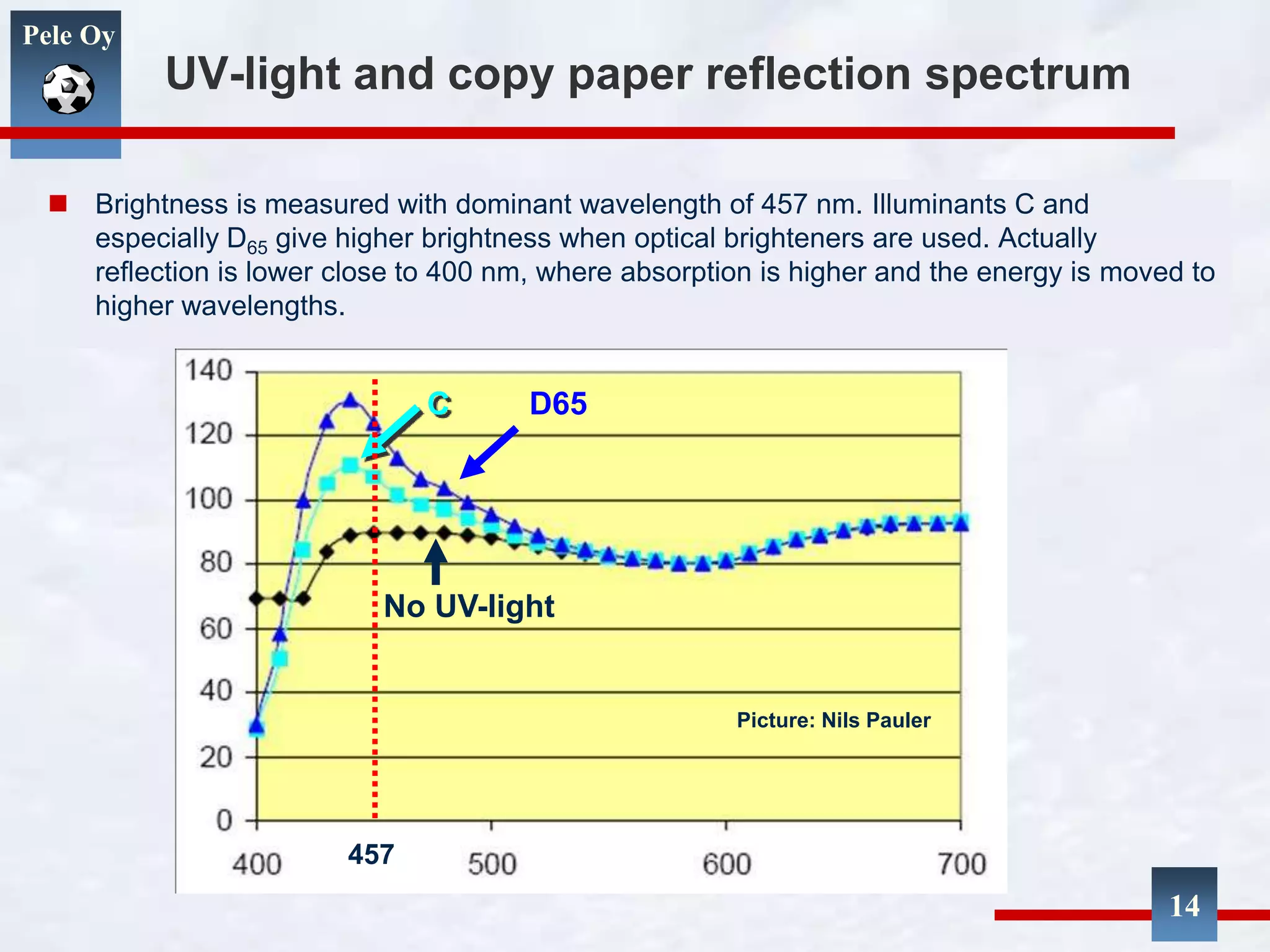
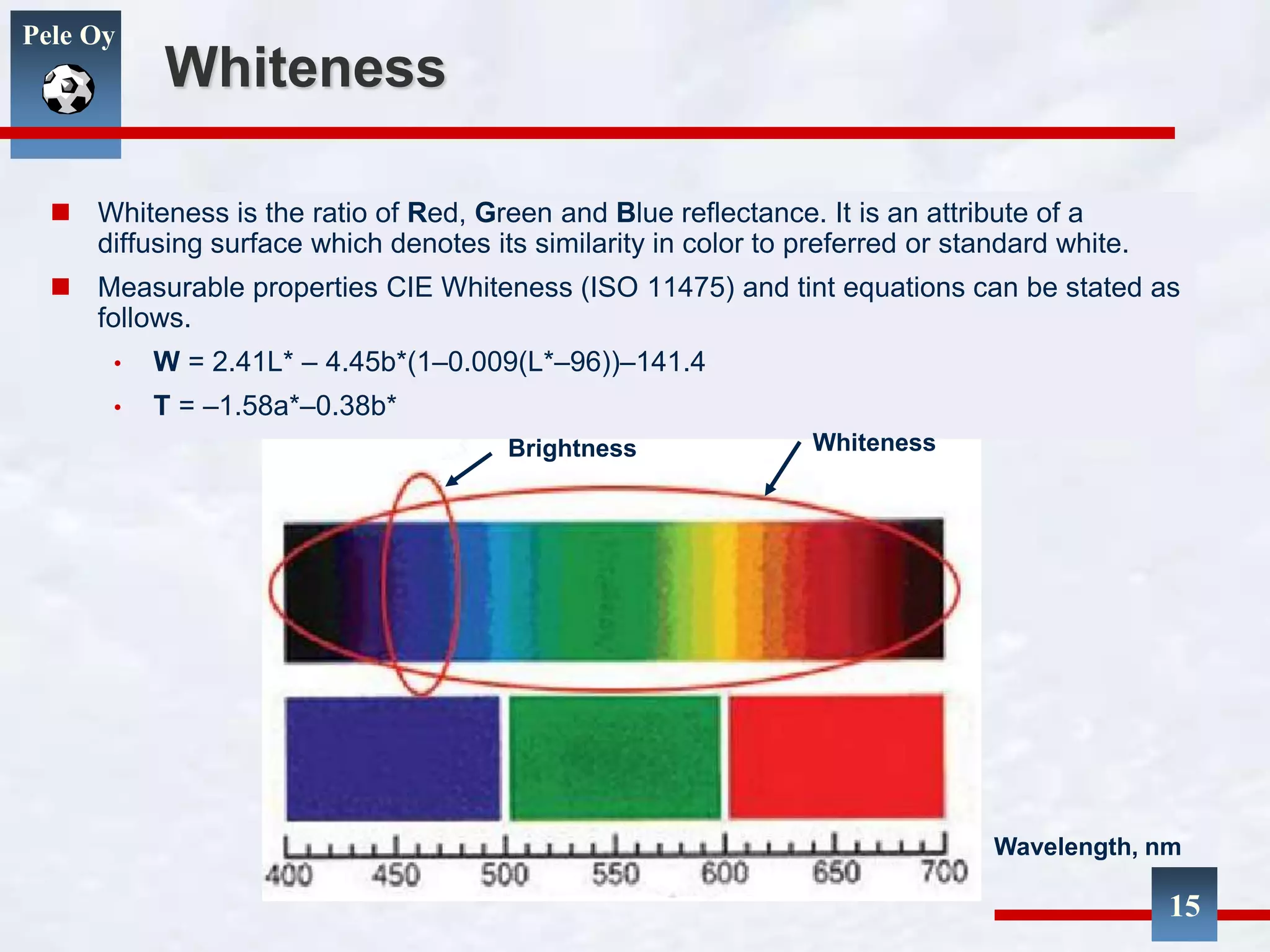
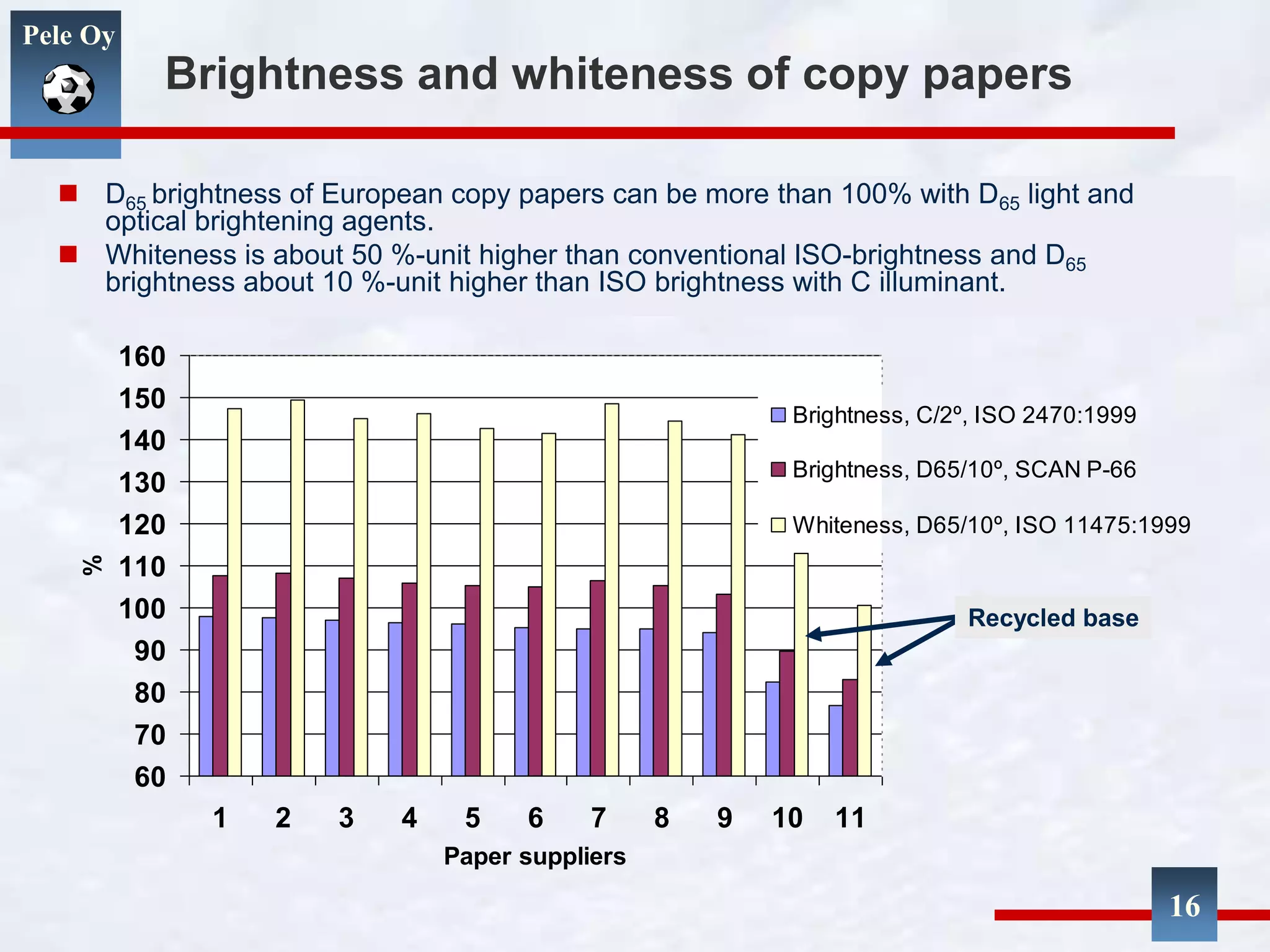
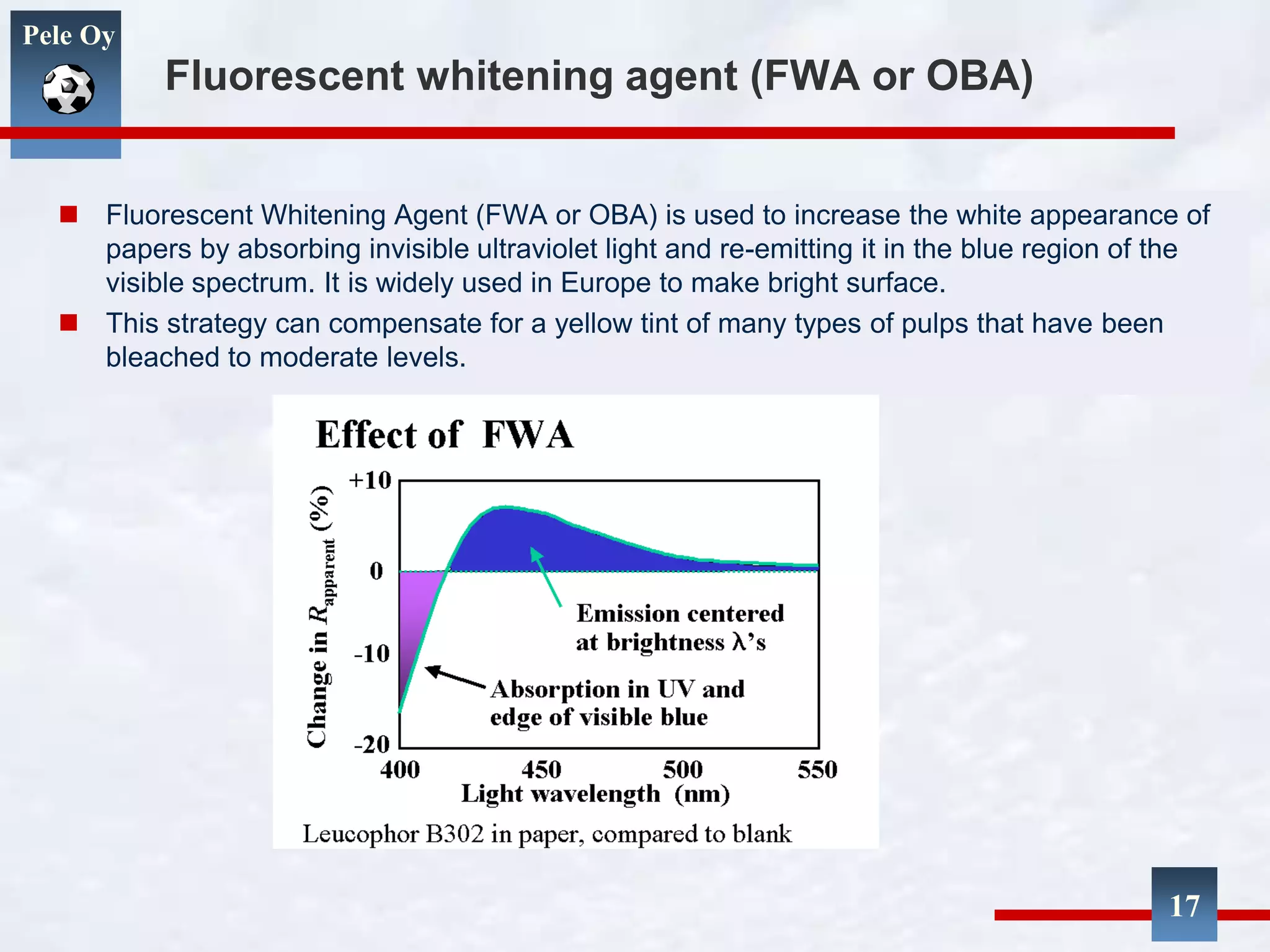
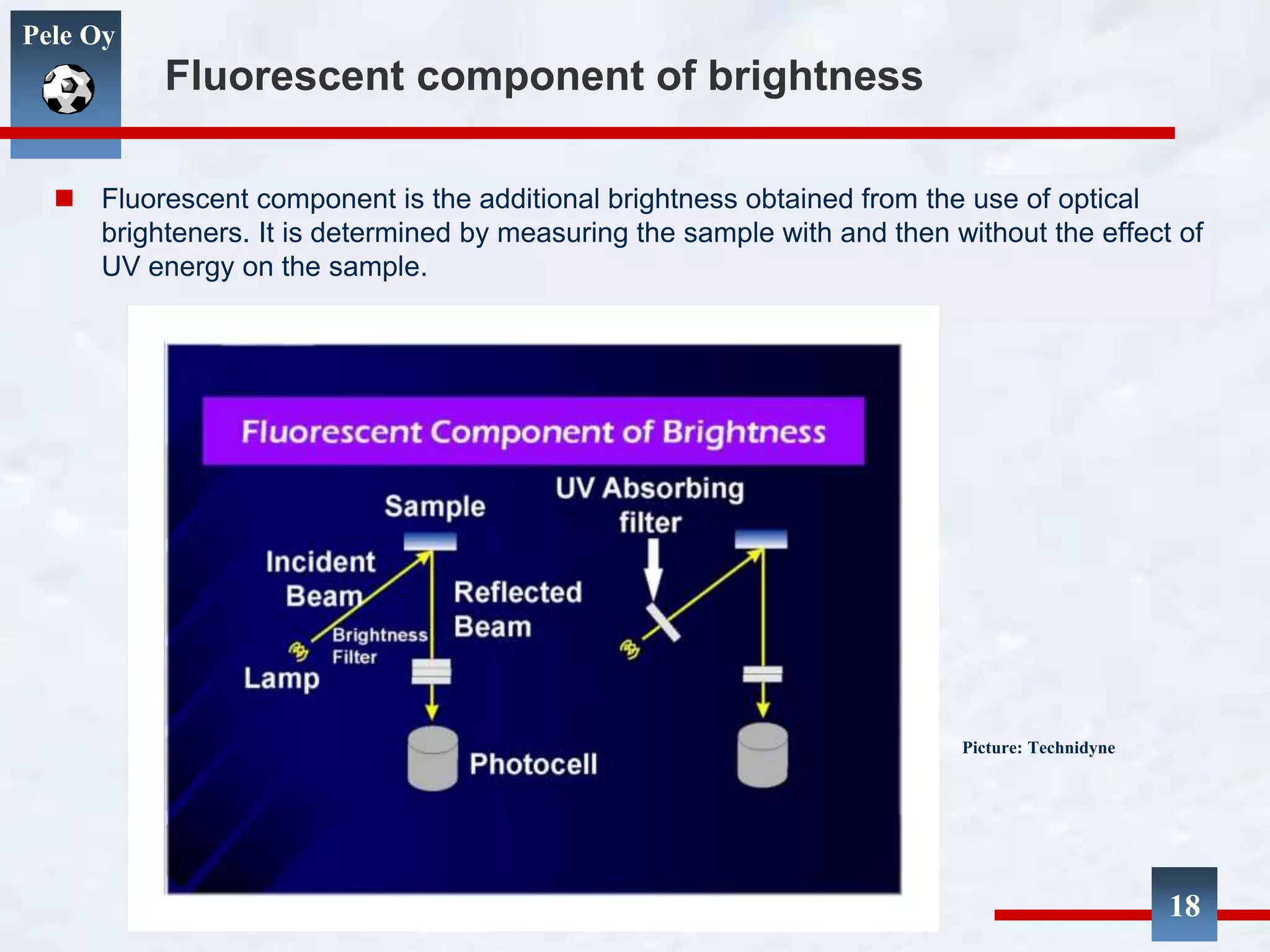
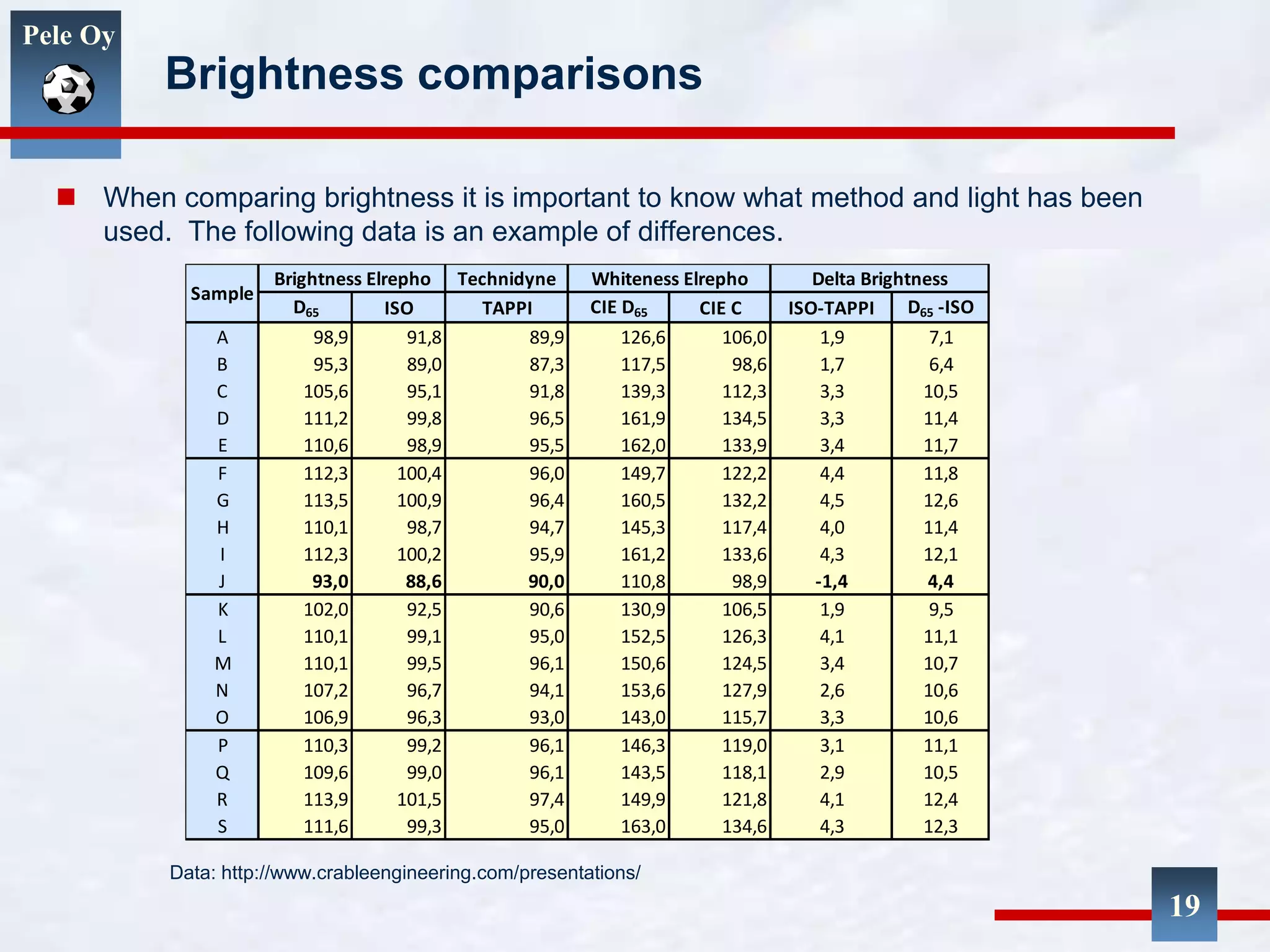
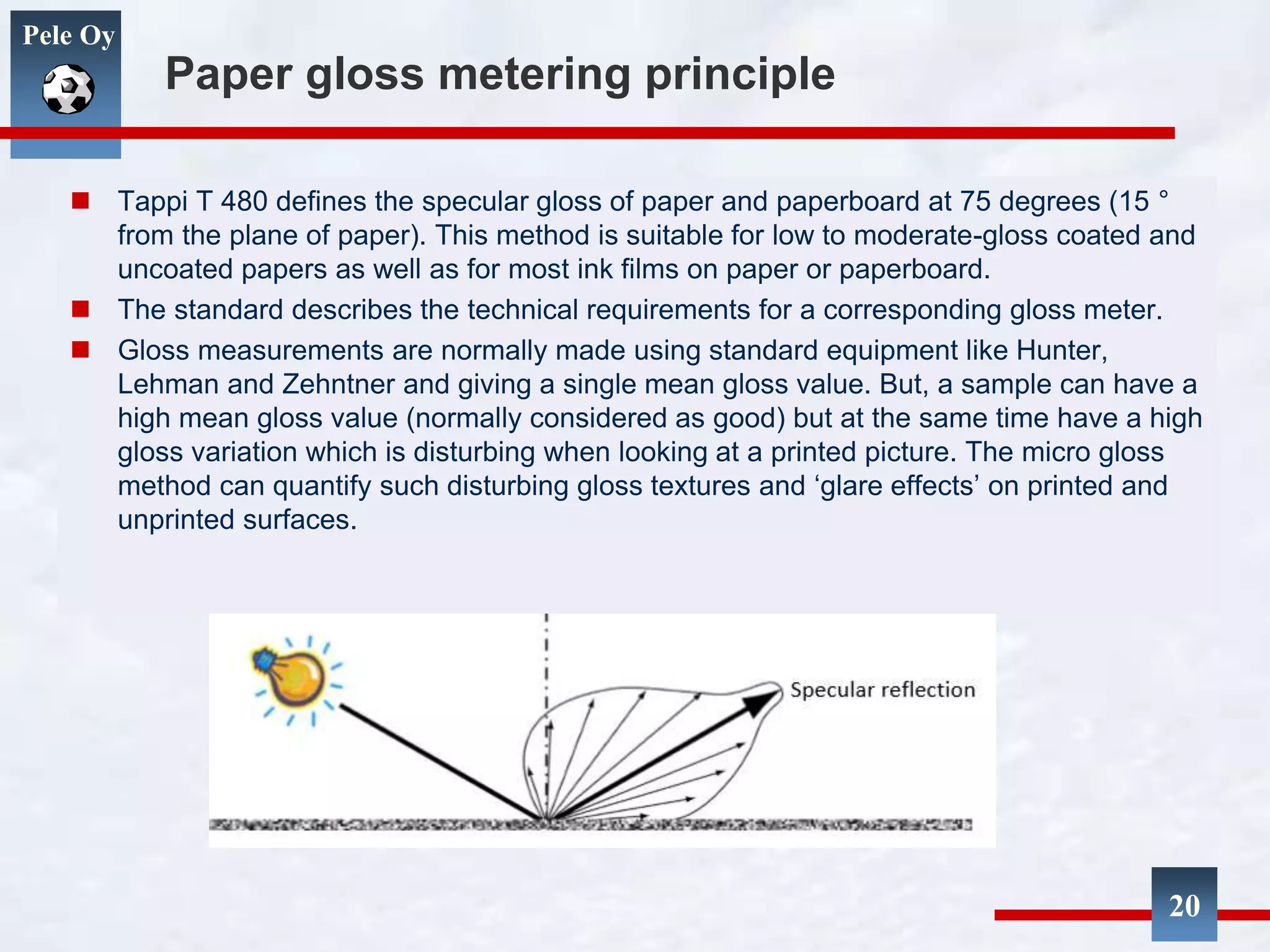
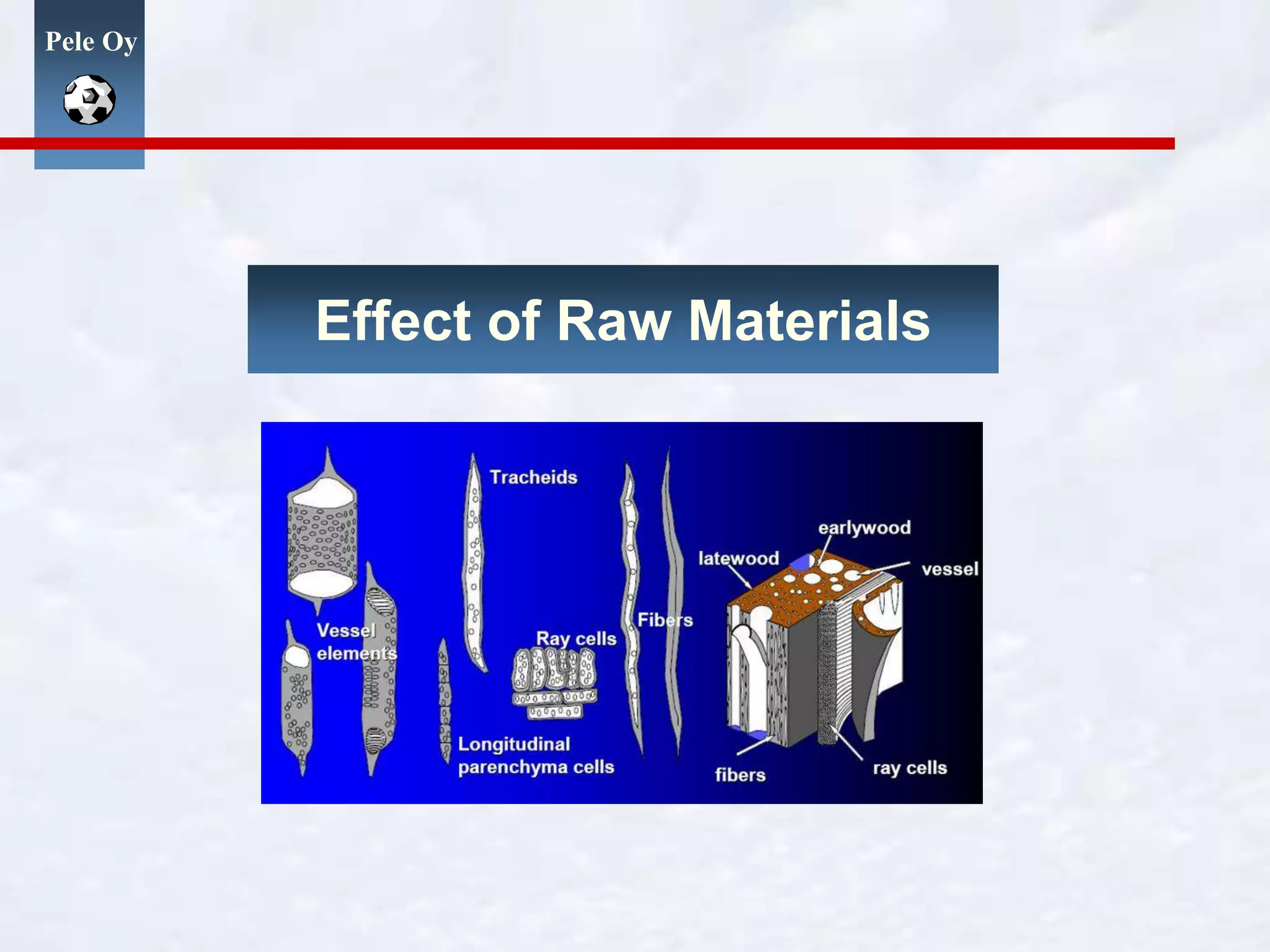
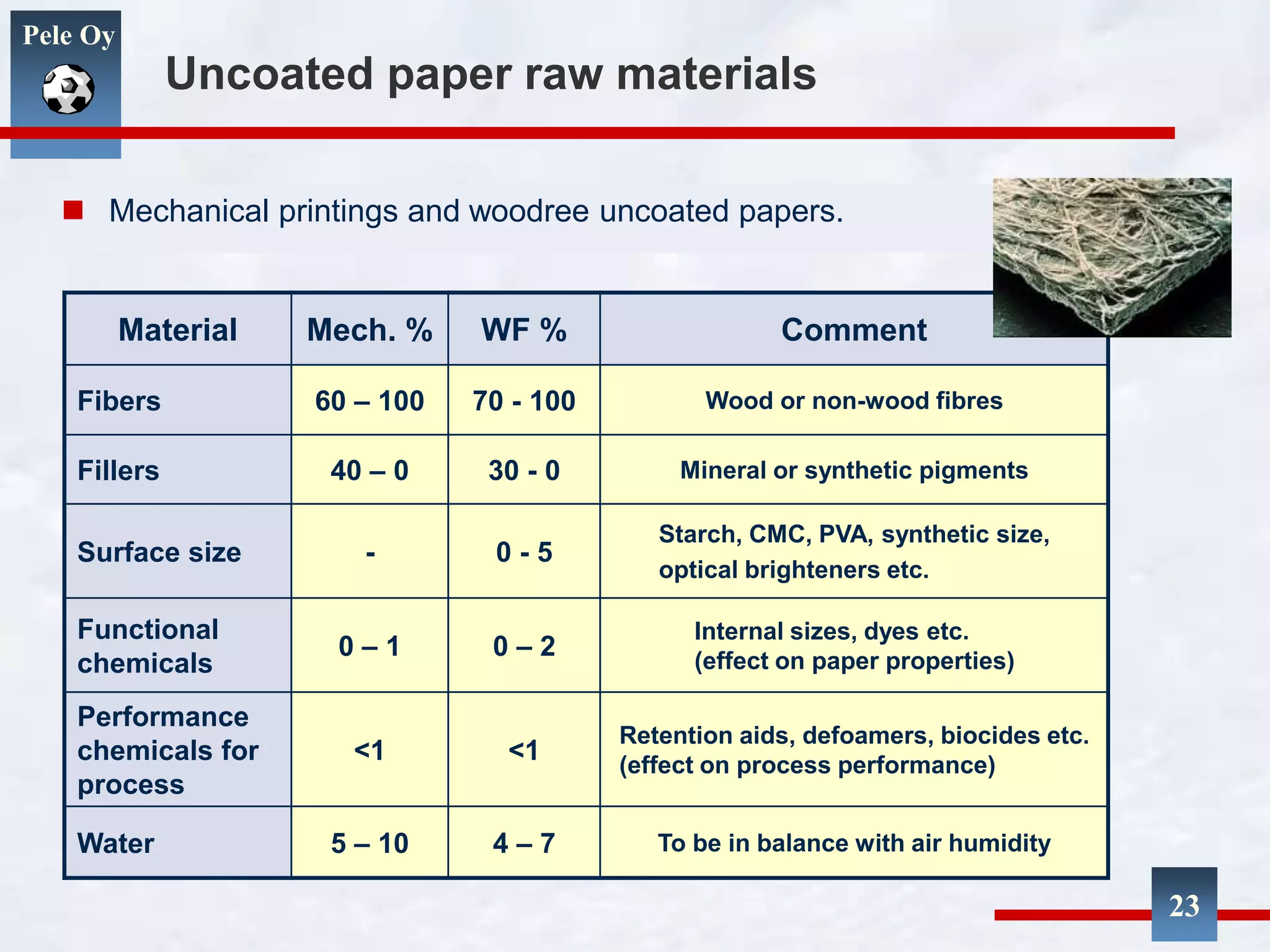
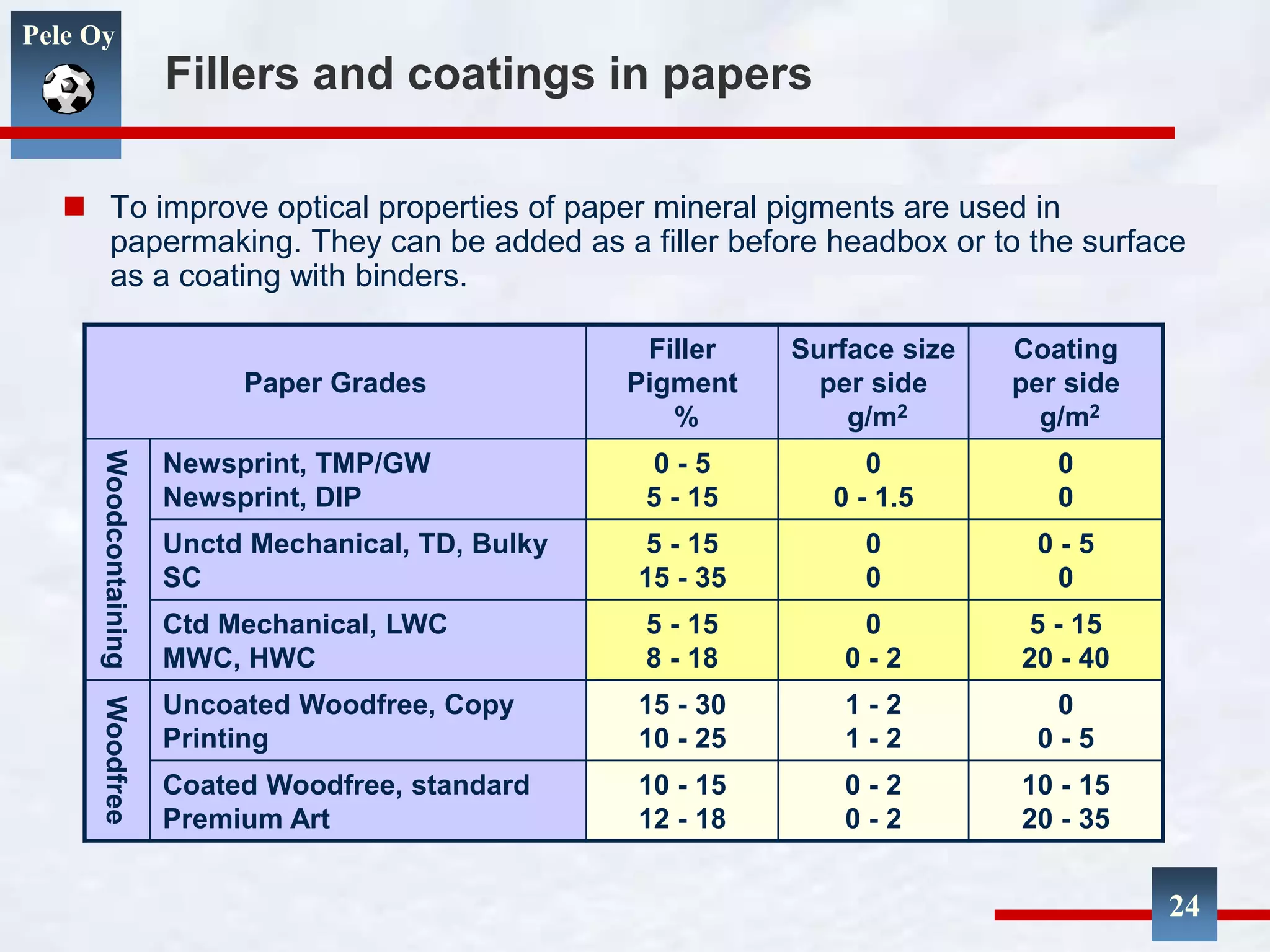
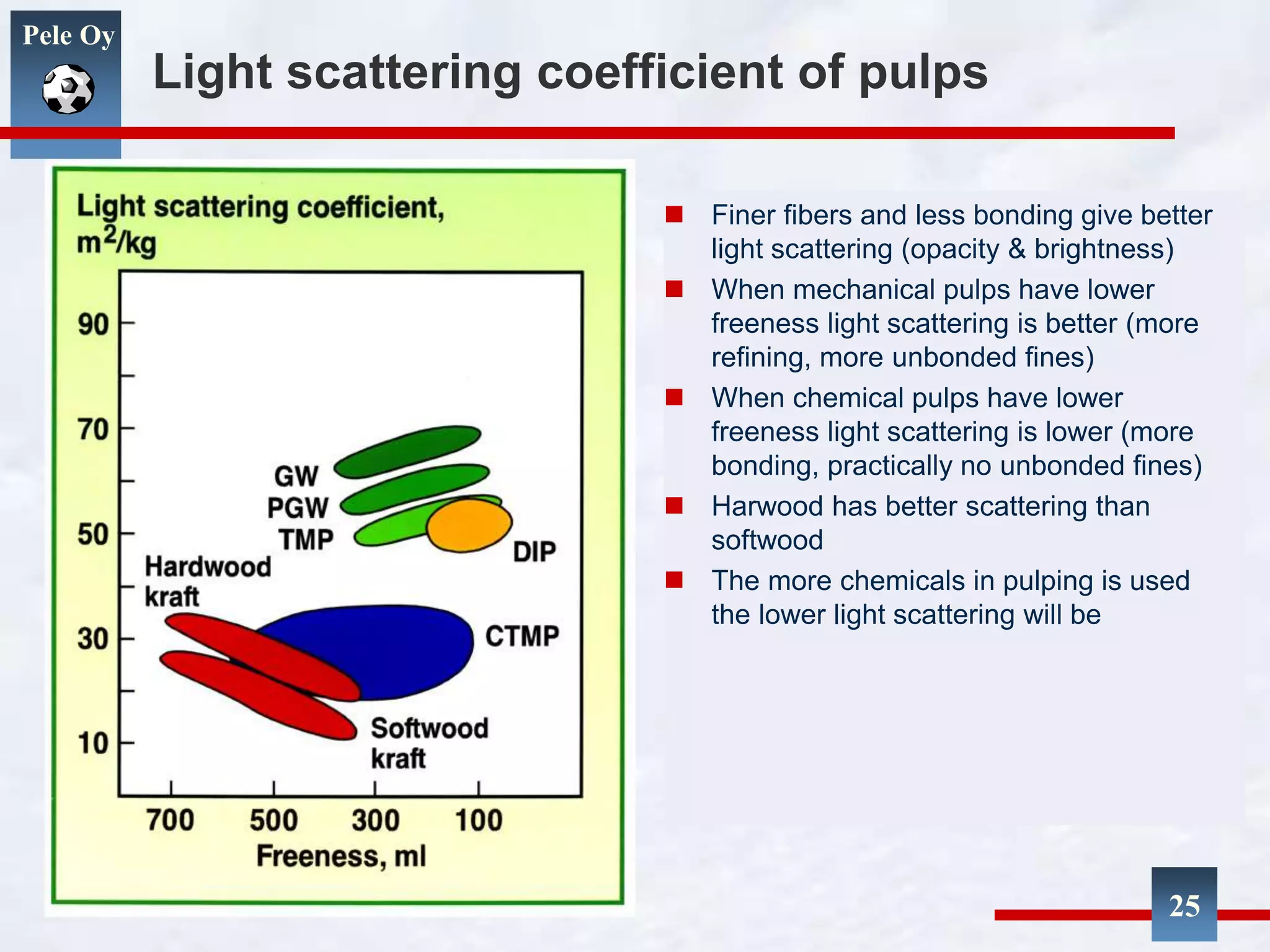
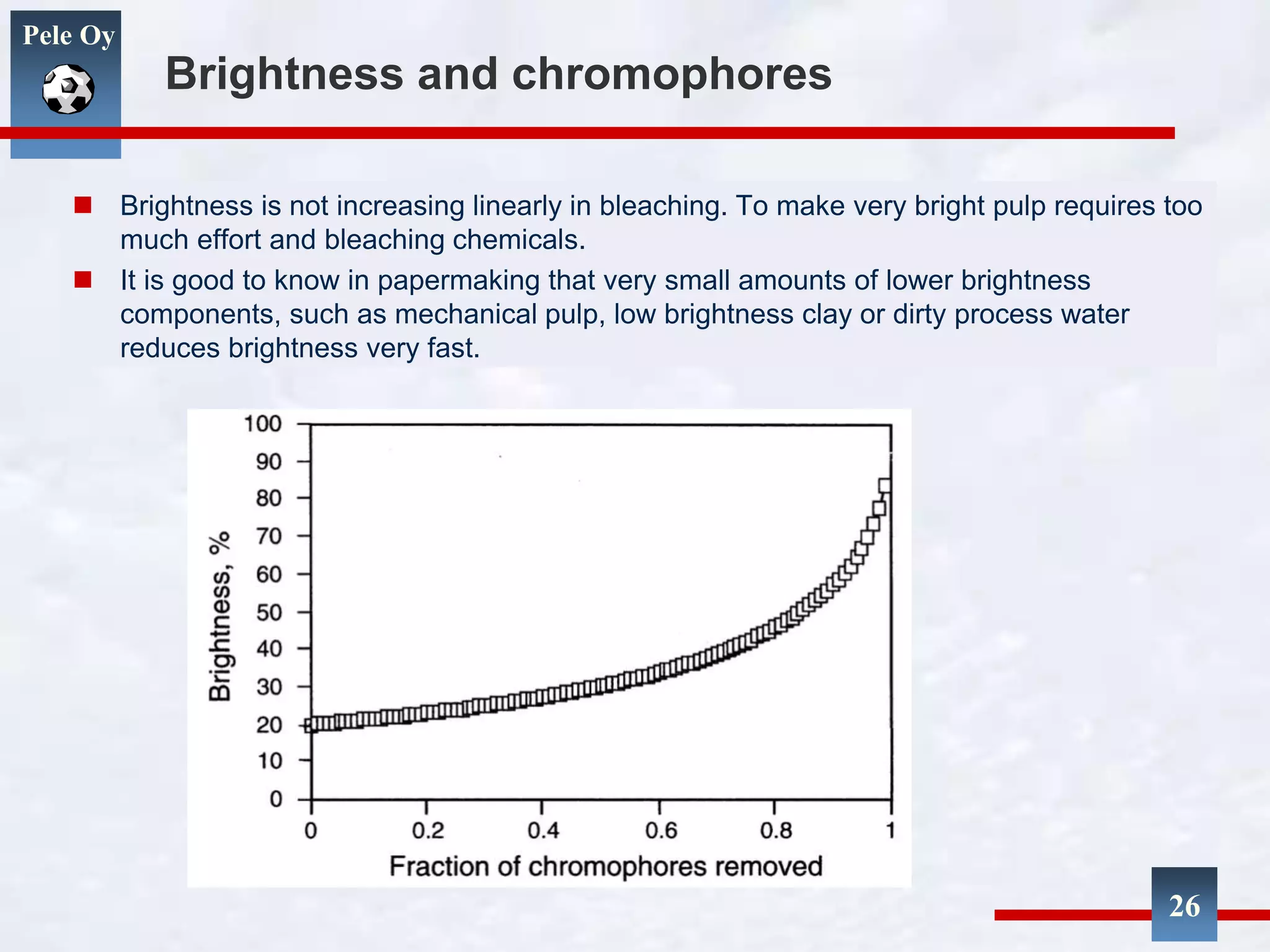
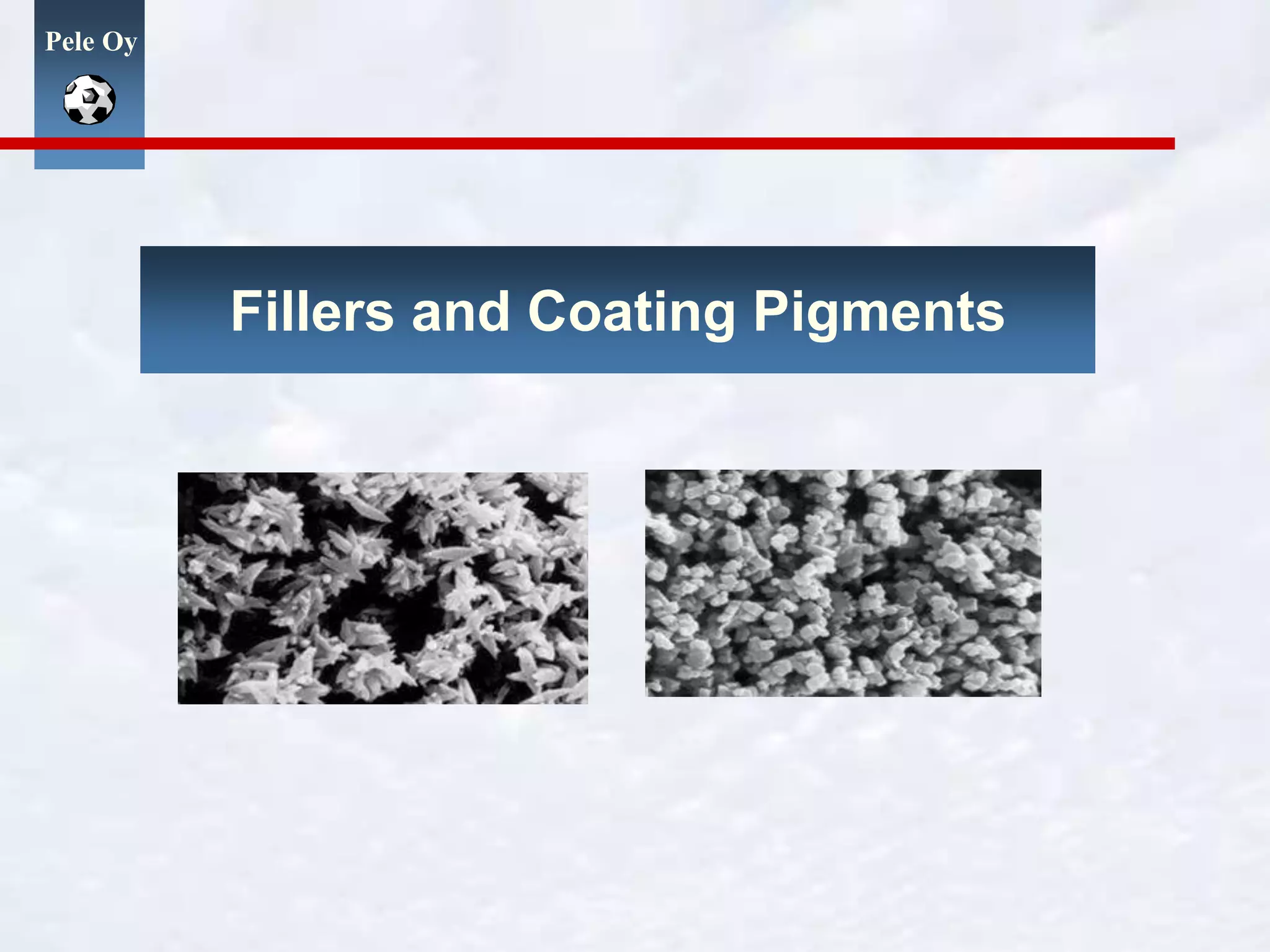


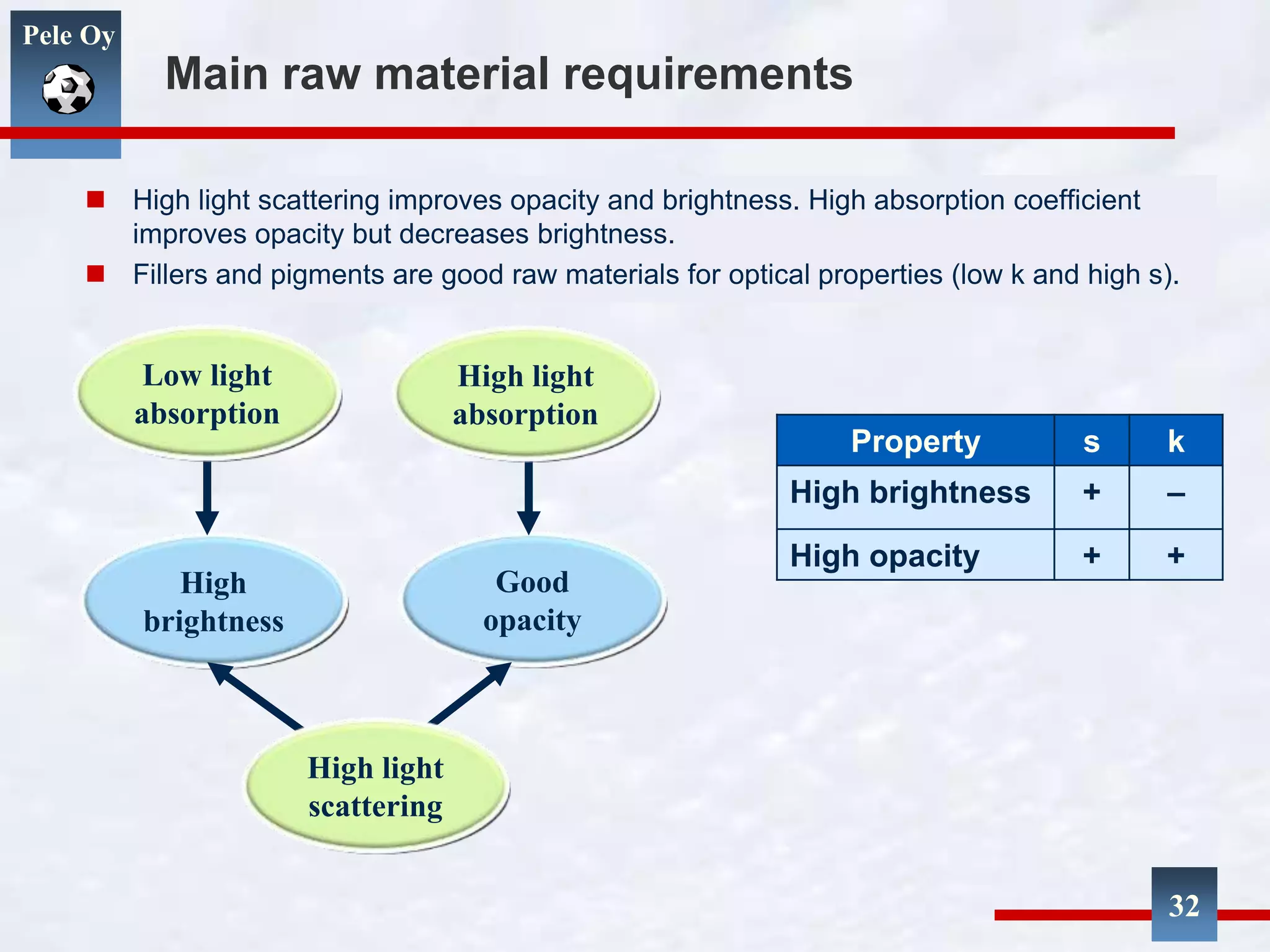

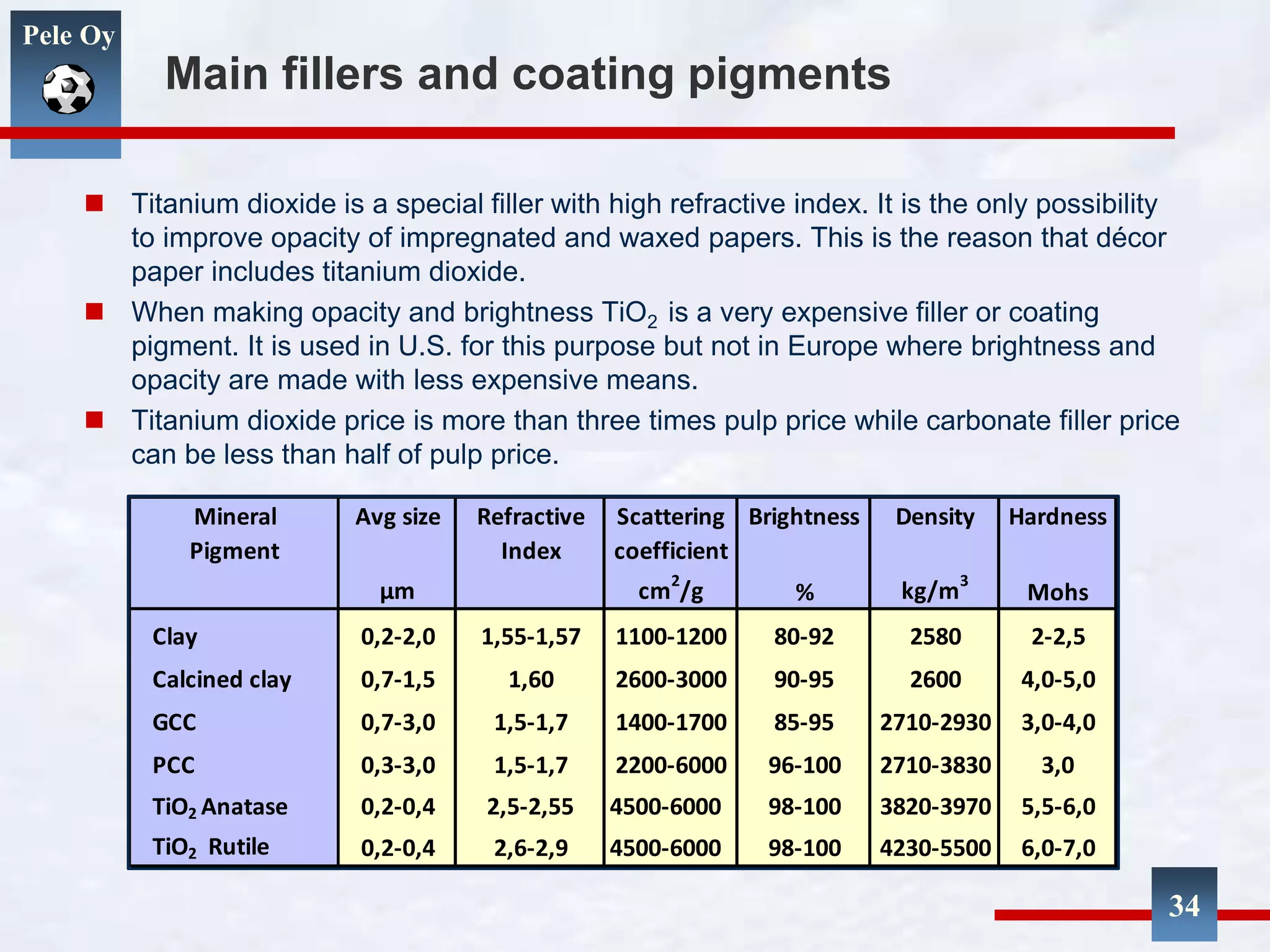


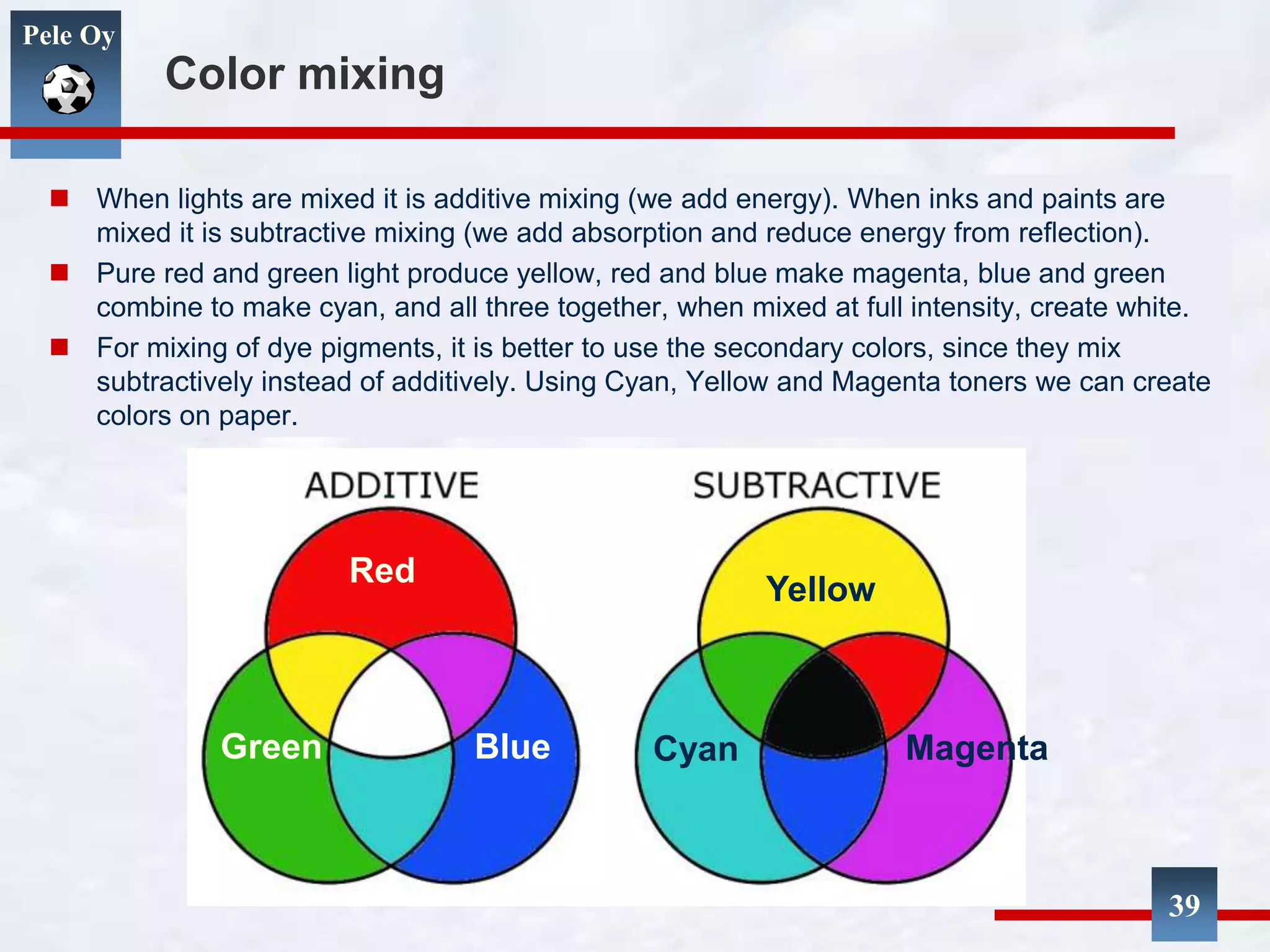

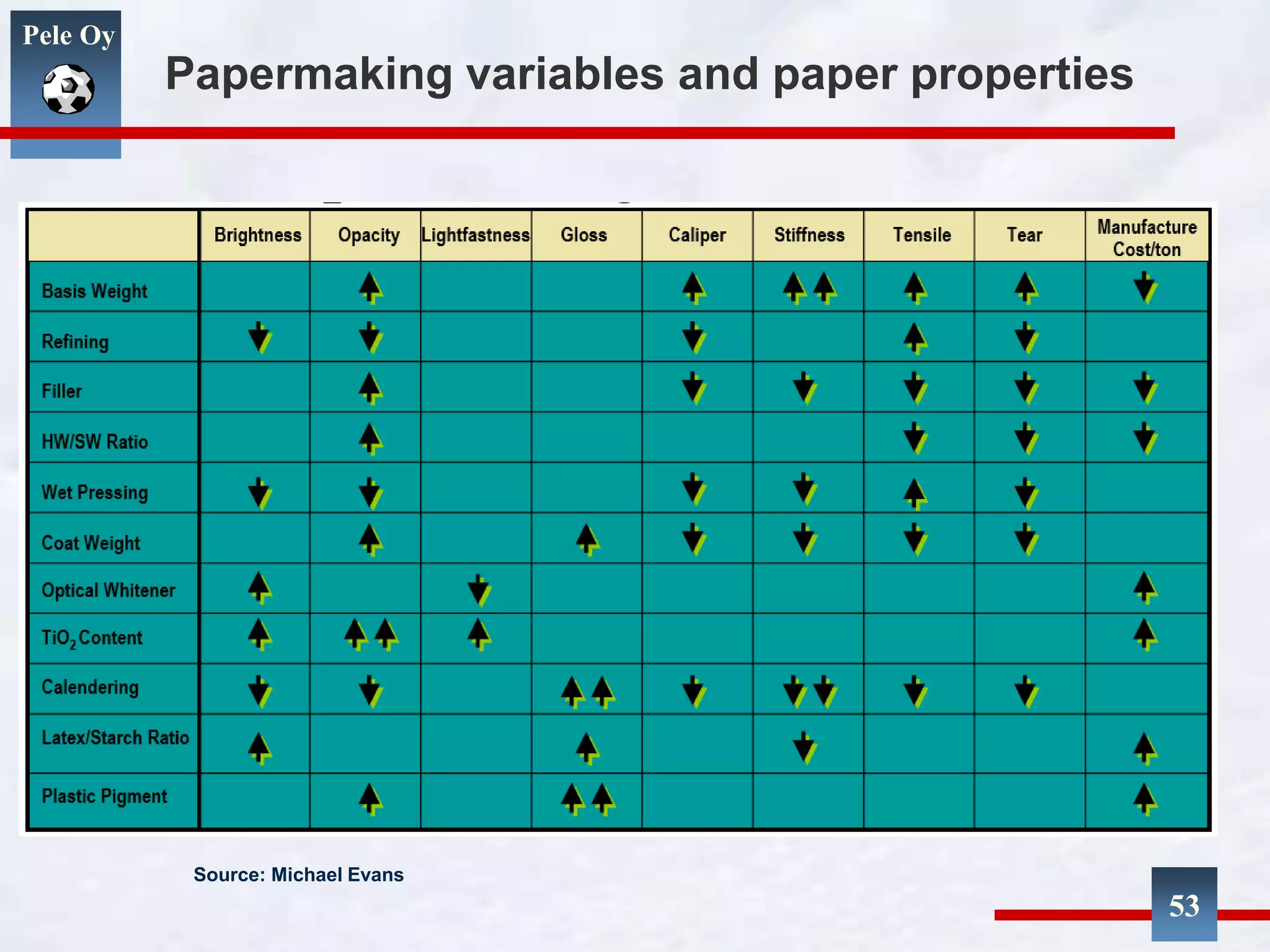
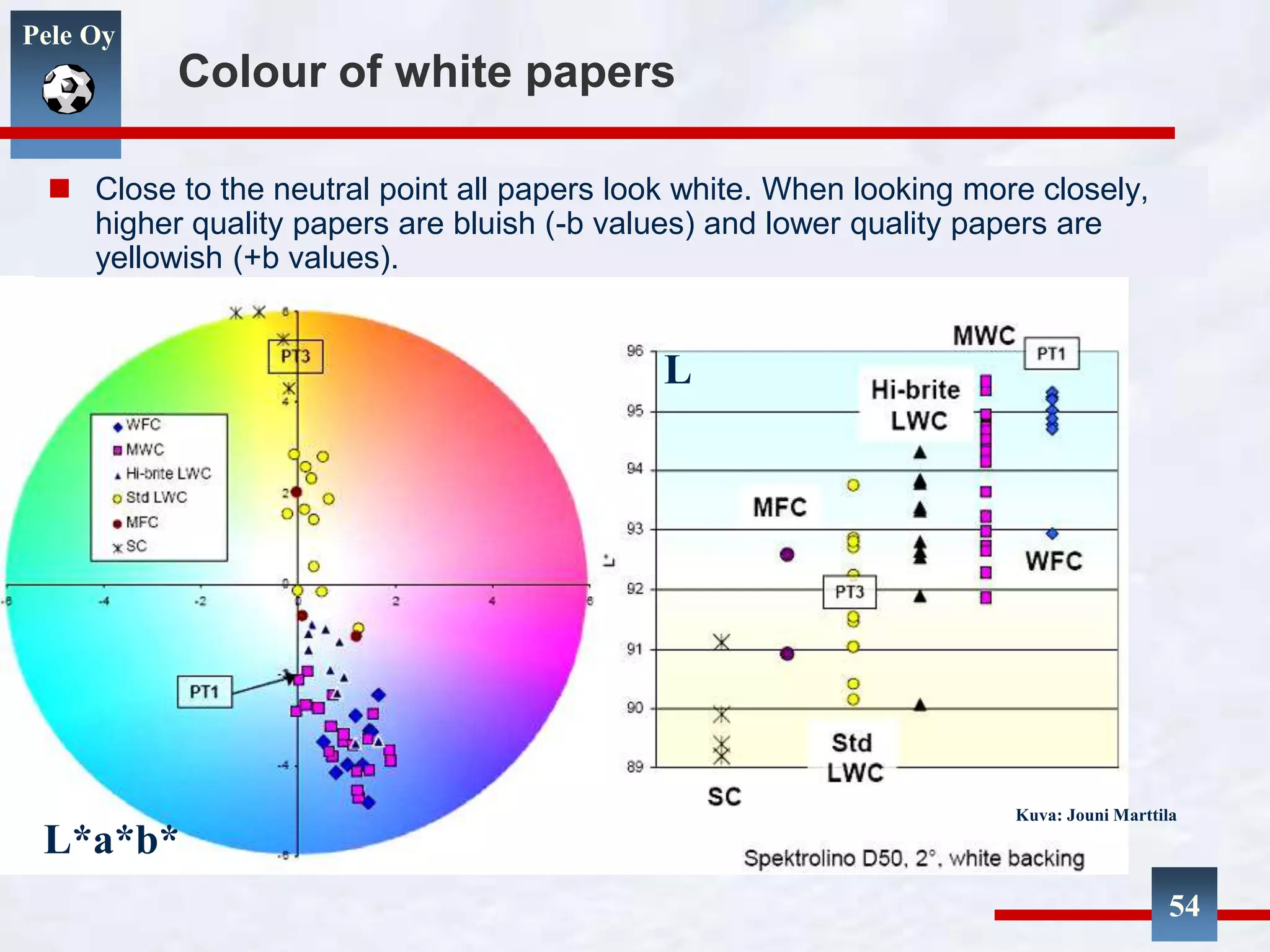
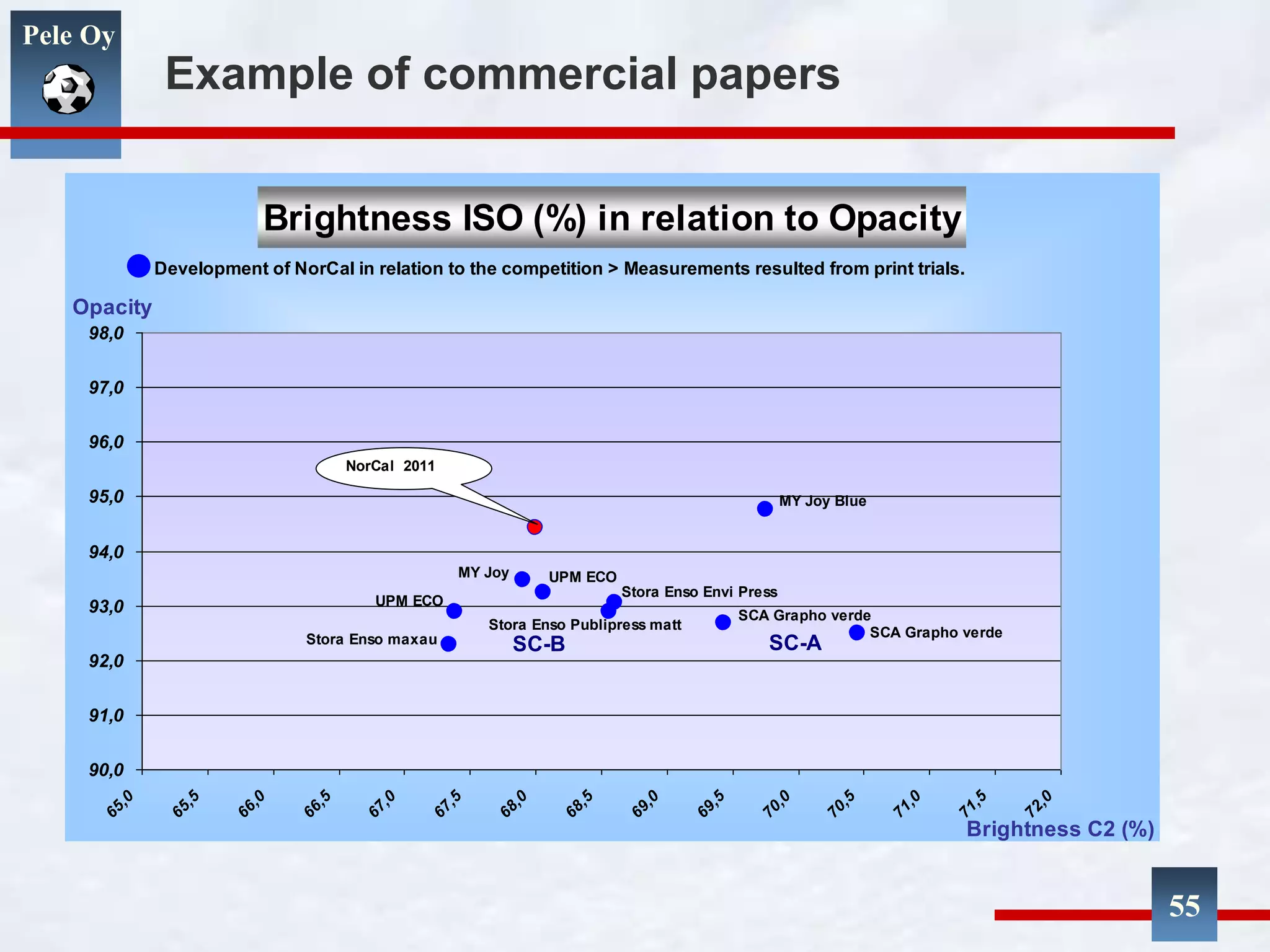
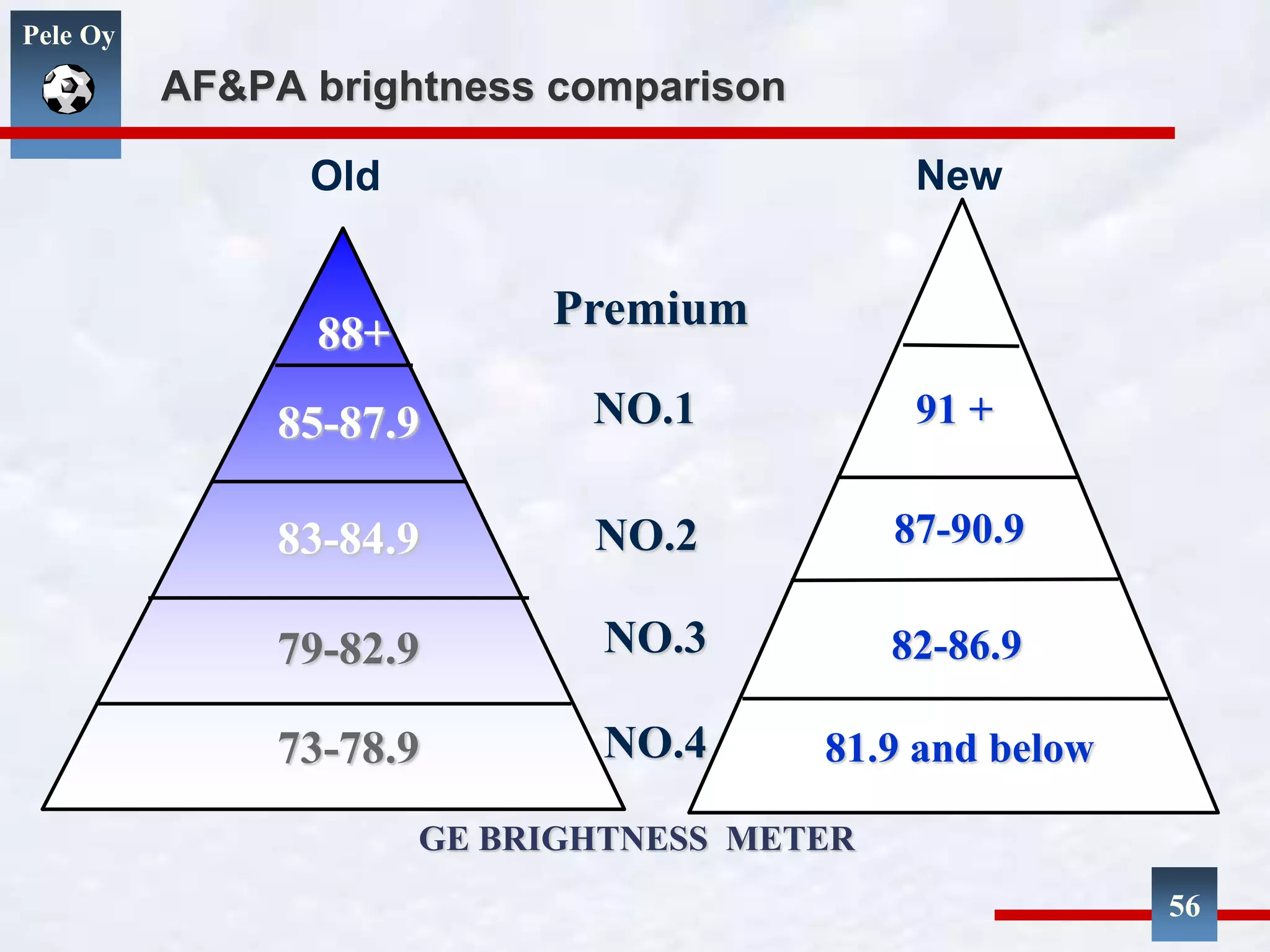
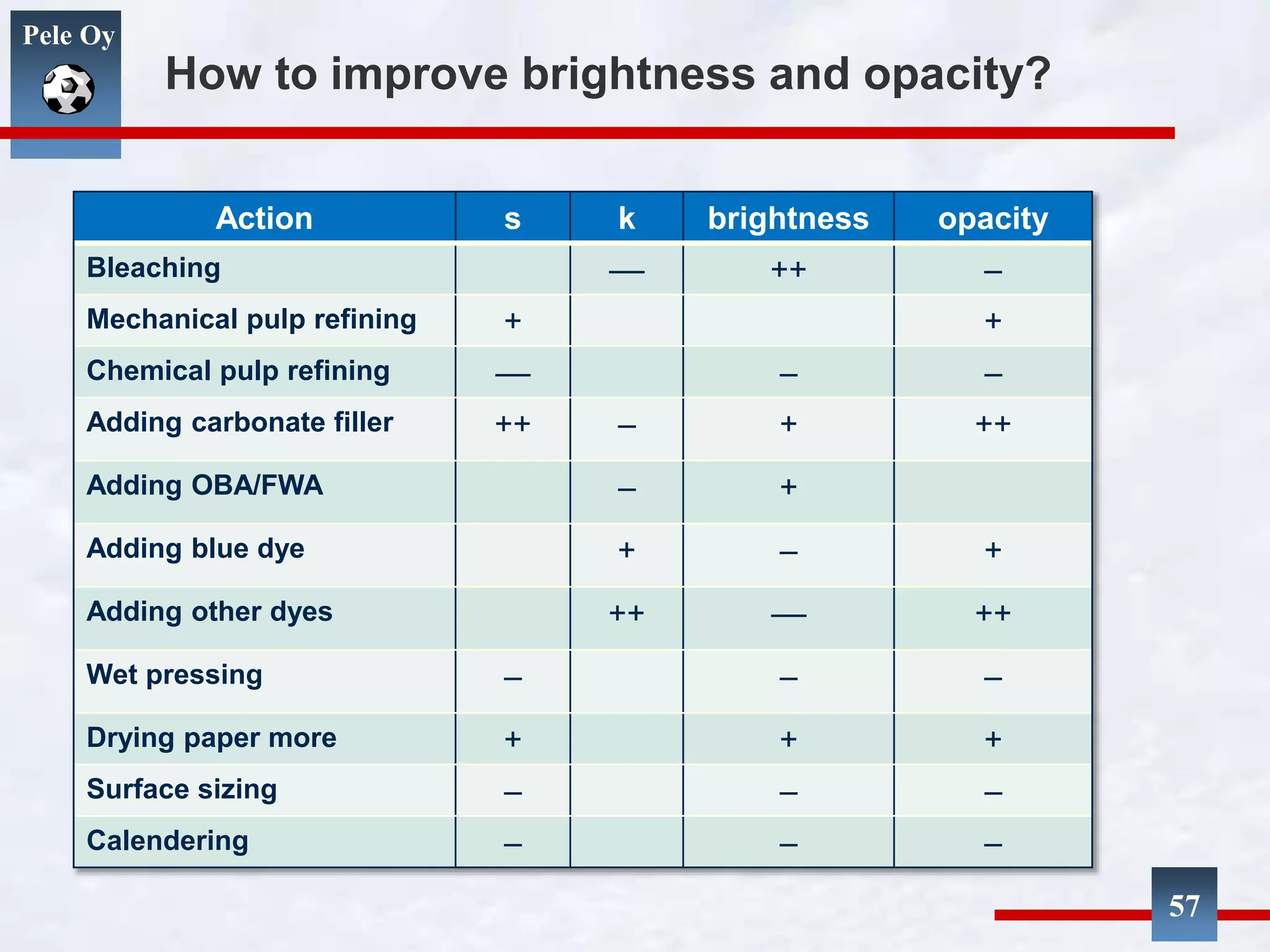



This document discusses optical properties in papermaking. It covers topics such as light reflection, scattering, absorption, transmission and how they relate to paper properties like brightness, opacity, color, and gloss. Fiber distribution and porosity are important for optical properties. Brightness is influenced by factors like pulp bleaching level, fillers, coatings, and fluorescent whitening agents. The use of different light sources and measurement methods can lead to variations in measured brightness values.