Downloaded 176 times
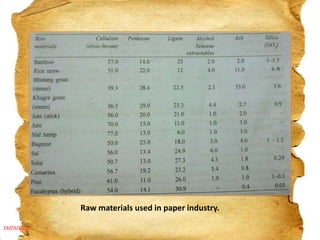
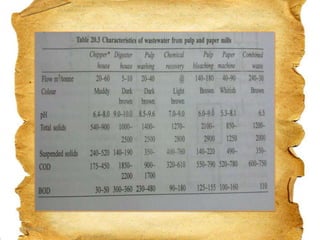

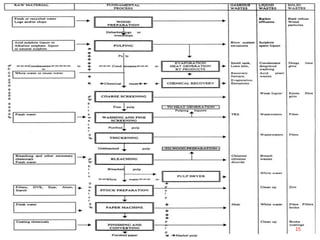
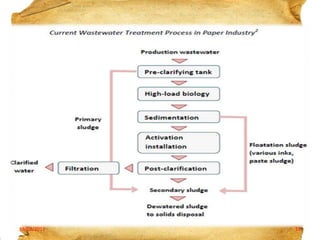



The document summarizes the pulp and paper industry processes. Key points include: - Raw materials like wood, rice straw and cotton are used and undergo cooking, washing, screening and bleaching. - Wastewater is generated from the cooking, washing, bleaching and papermaking steps. - Treatment schemes include sedimentation and flocculation to remove impurities from wastewater before discharge. - Innovative technologies like using enzymes and polymers can improve wastewater treatment and paper quality.