Downloaded 393 times



![Pele Oy
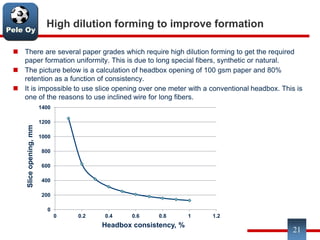
Foam forming to solve flocculation problems
New possibilities with increased headbox consistency by foam forming:
New paper properties by using special long fibers with good formation
High bulk products with good strength by combination with nanofibrillated
cellulose for insulation materials, filters and tissue products
High bulk with good z-strength for e.g. middle ply of cartonboard
31
Bulk [cm3/g]
Picture: VTT](https://image.slidesharecdn.com/flocculationandformationinpapermakingjan2018-180118065604/85/Flocculation-and-formation-in-papermaking-jan-2018-31-320.jpg)


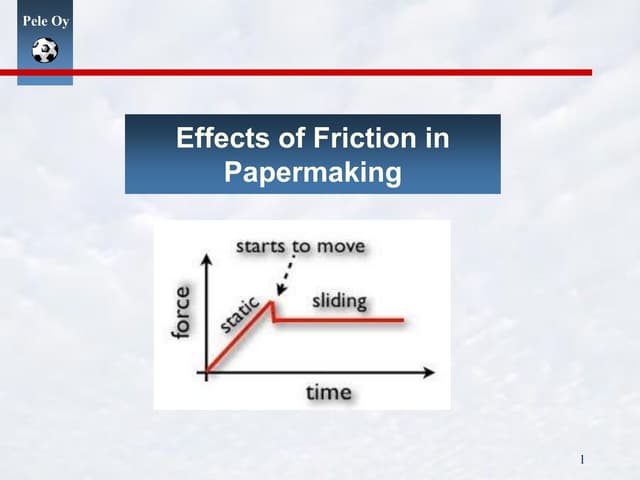
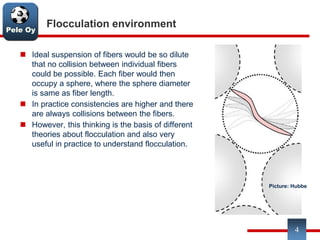
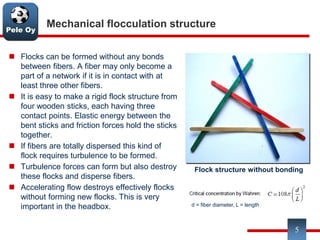
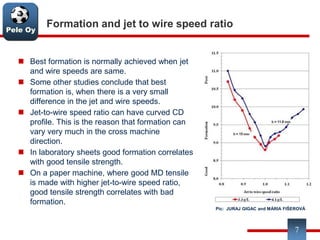
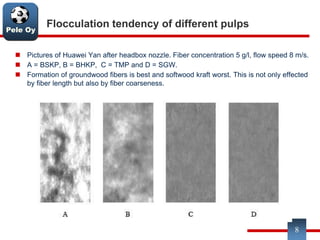
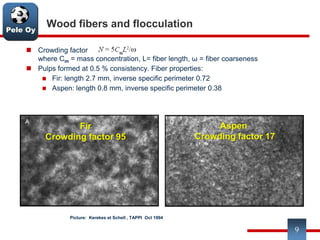
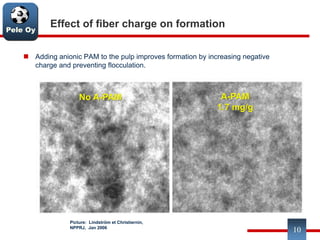
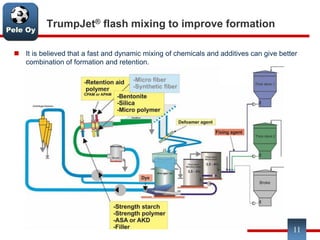
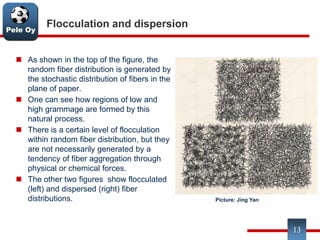
This document discusses fiber flocculation and its impact on paper formation. It provides information on: 1) How fiber flocs form in the approach flow and headbox but are broken apart on the wire, and how the extent of flocculation affects paper formation. 2) Variables that increase or decrease flocculation such as fiber properties, fluid properties, and process conditions. 3) How formation is measured and its effects on paper properties like printing quality and strength. 4) Technologies to improve formation like inclined wire forming, headbox designs, and on-wire processes like shaking.