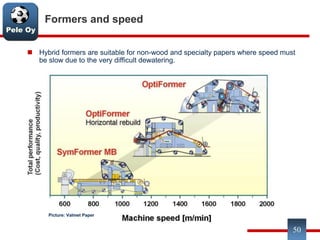
Download as PDF, PPTX















































































































![Pele Oy
Foam forming to solve flocculation problems
New possibilities with increased headbox consistency by foam forming:
New paper properties by using special long fibers with good formation
High bulk products with good strength by combination with nanofibrillated
cellulose for insulation materials, filters and tissue products
High bulk with good z-strength for e.g. middle ply of cartonboard
120
Bulk [cm3/g]
Picture: VTT](https://image.slidesharecdn.com/modernpapermakingfeb2018pdf-180212231416/85/Modern-papermaking-feb-2018-pdf-120-320.jpg)









The document provides an overview of modern papermaking processes. It covers various paper and board grades, their compositions, and the properties contributed by different fiber types. The papermaking process is described, including stock preparation, forming, pressing, drying, and finishing. Recovered fiber usage and deinking processes are also discussed. Key factors that influence paper quality such as fiber length and type are explained.