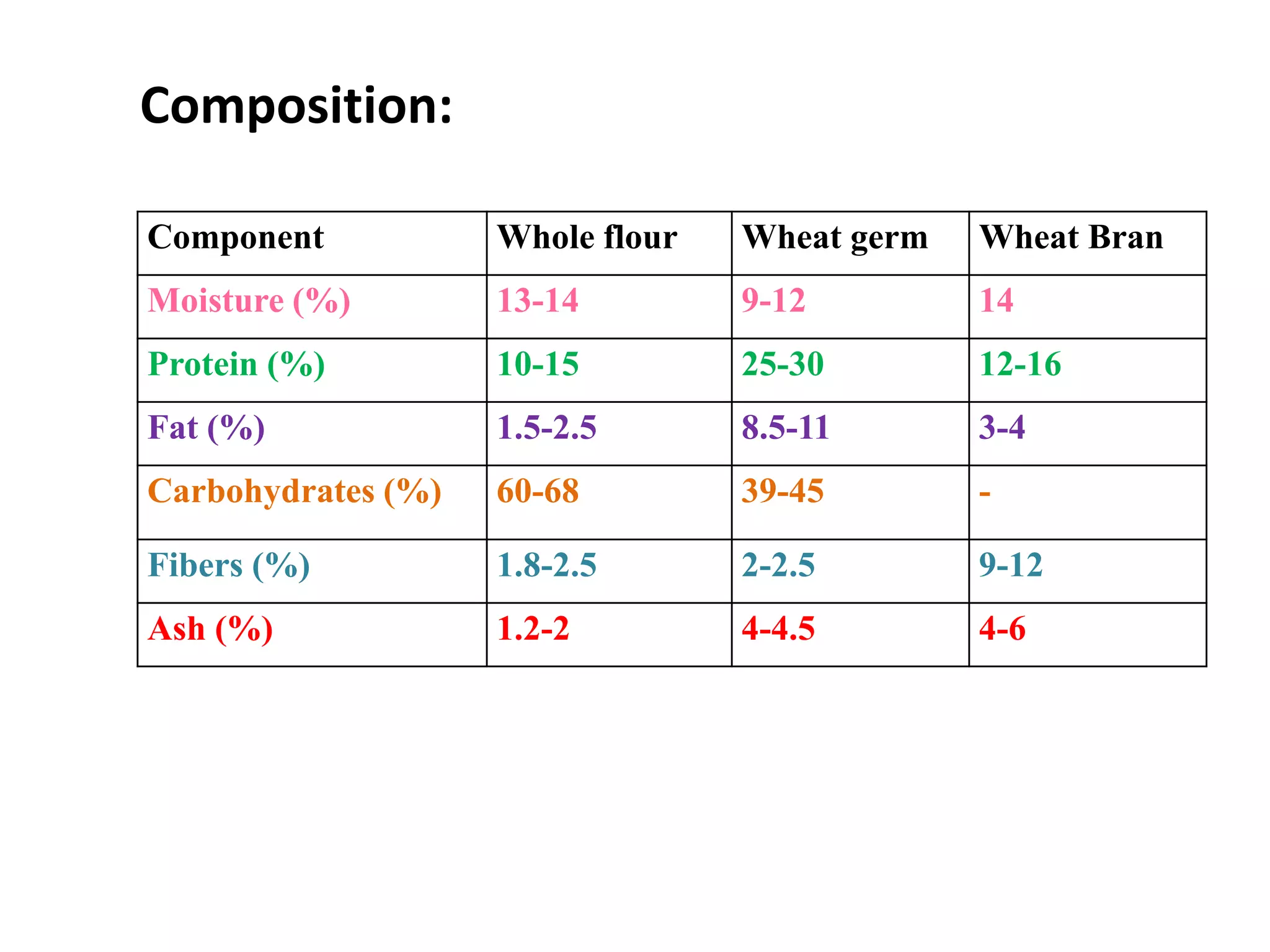
The document discusses the three main parts that make up a wheat kernel - the endosperm, bran, and germ. It provides details on the composition and weight percentage of each part, as well as the key nutrients contained. The endosperm makes up 83% of the kernel and is the source of white flour. It contains the greatest share of protein, carbohydrates, and iron. The bran makes up 14% of the kernel weight and contains dietary fiber and minerals. The germ makes up 2.5% of the kernel weight and contains B vitamins, trace minerals, and fat.