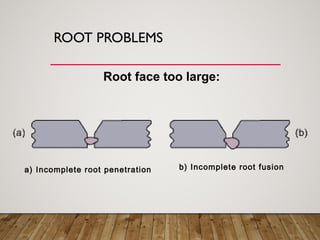
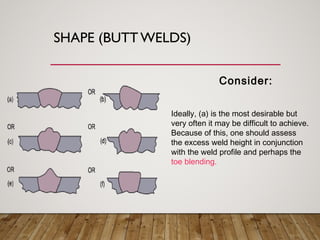
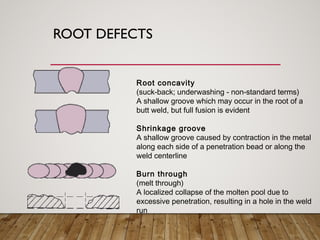
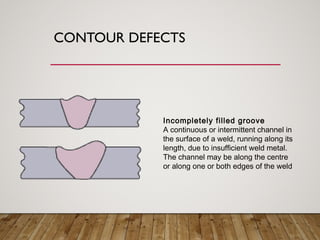
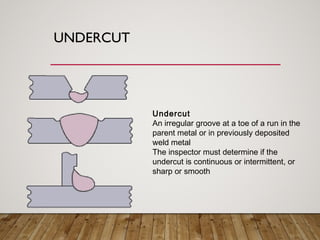
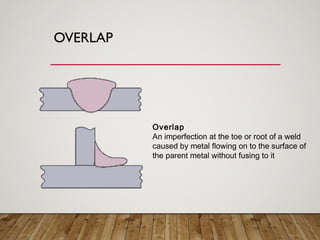
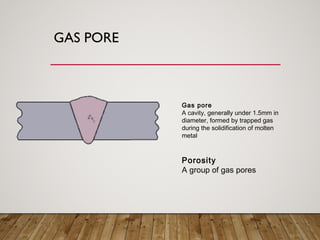
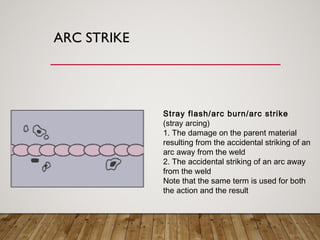
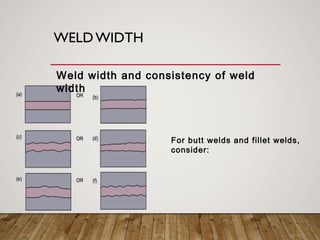
The document provides an overview of welding inspection. It discusses the roles and duties of welding inspectors, including verifying qualifications and documentation, ensuring proper joint preparation and fit-up, monitoring welding processes, and performing post-weld inspections. It also covers common welding defects, inspection of weld size and shape, and examples of problems that can arise from incorrect joint fit-up such as incomplete fusion or burnthrough. The document aims to give insight into basic welding inspection practices and defect prevention.