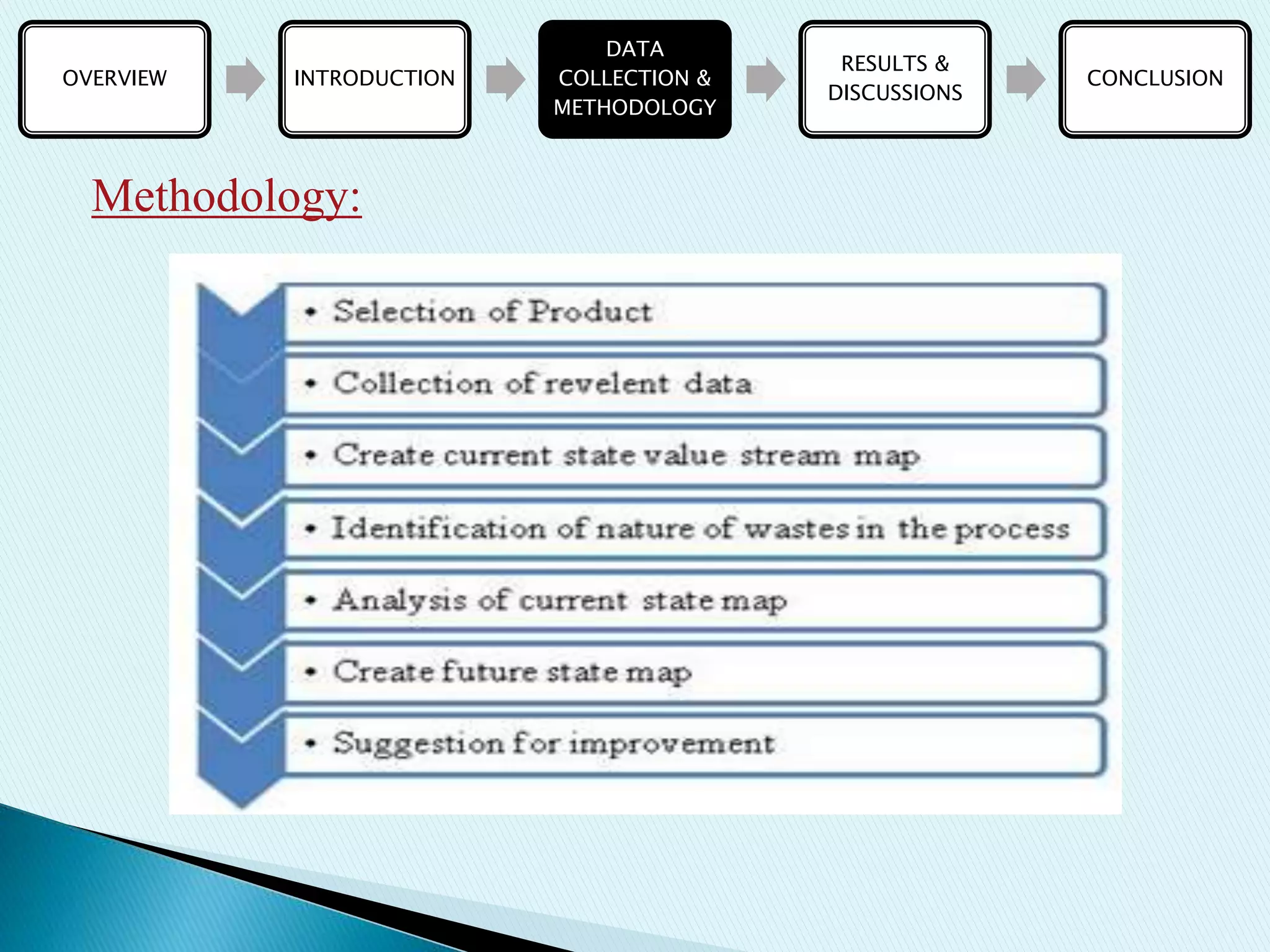
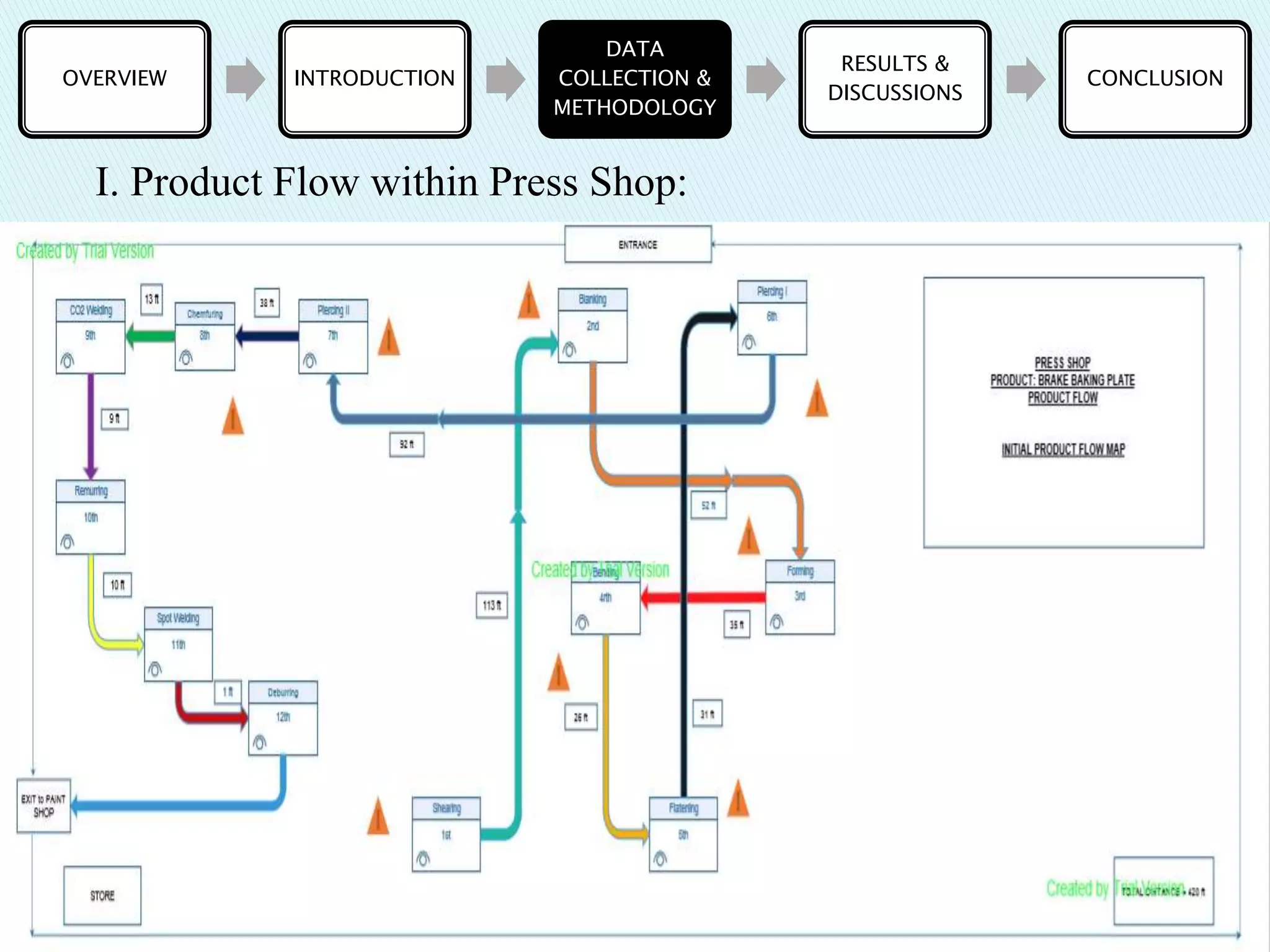
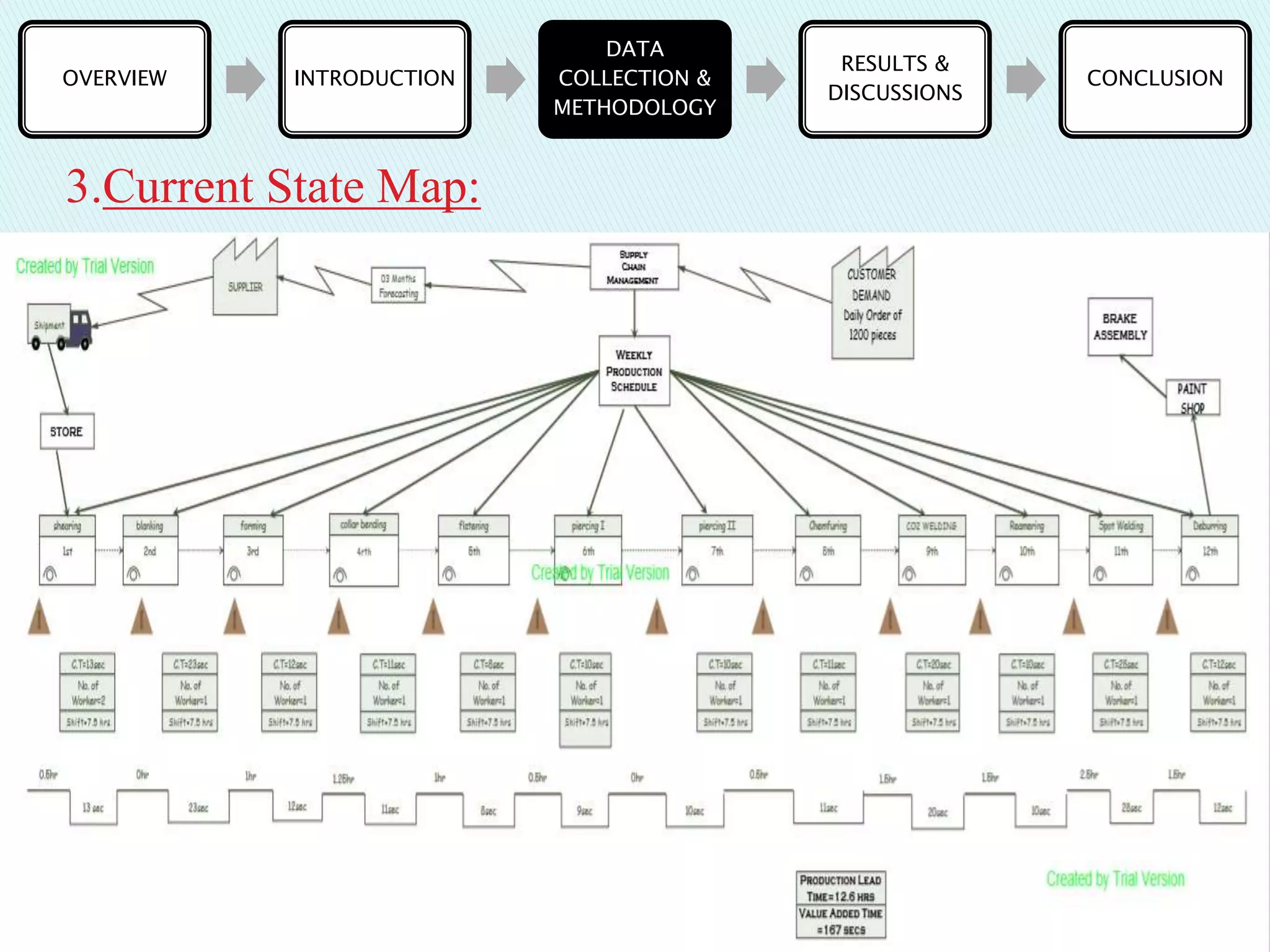
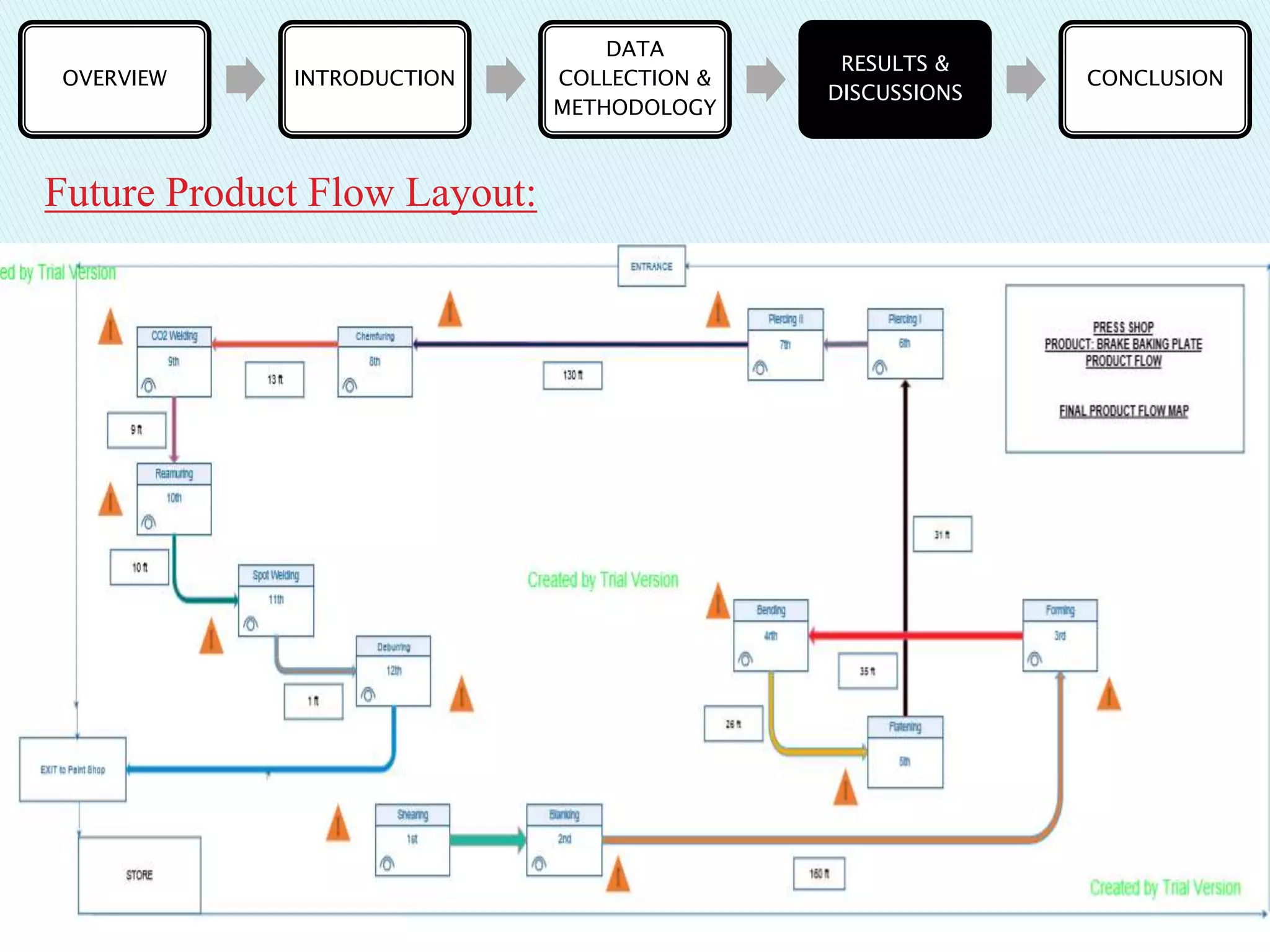
This document summarizes a project to reduce production lead time at a automotive parts manufacturing company using value stream mapping. It describes collecting data on current processes, creating a current state map showing a 12.6 hour lead time, identifying wastes like transportation delays, and proposing a future state map with a reduced 2.25 hour lead time through improvements like relocating machines, improved material handling, and adding a new welding machine. The project aimed to improve productivity, understand waste, and provide a plan for a more efficient lean production line.