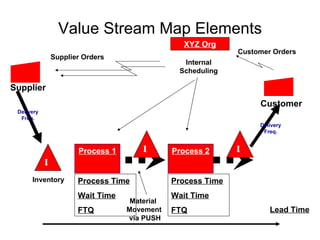
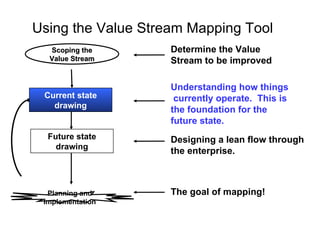
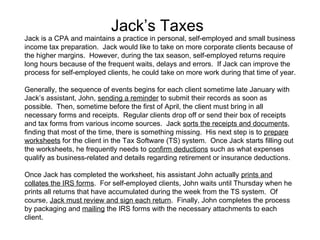
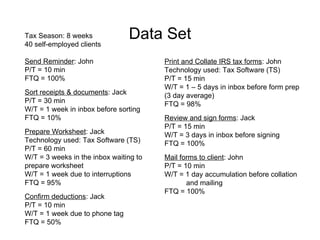
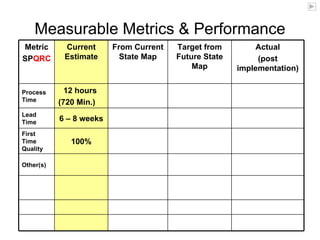
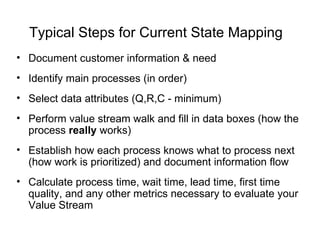
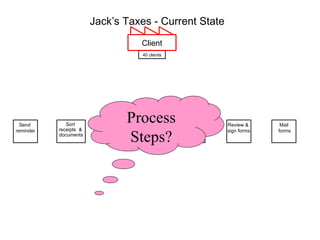
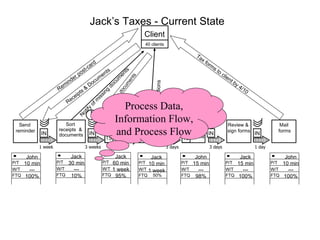
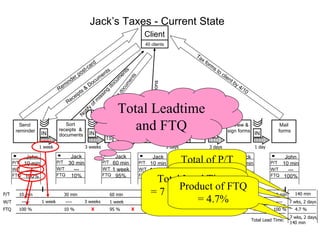
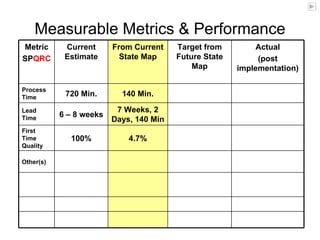
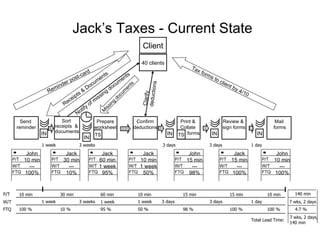
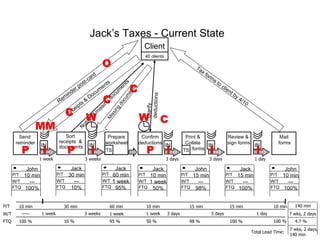
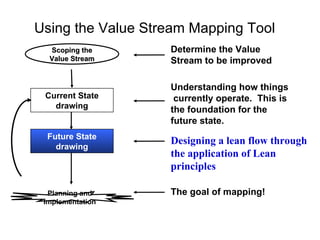
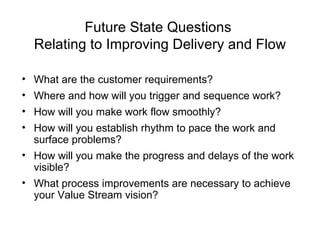
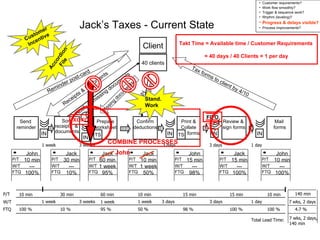
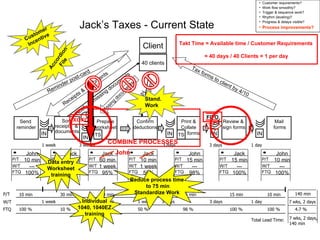
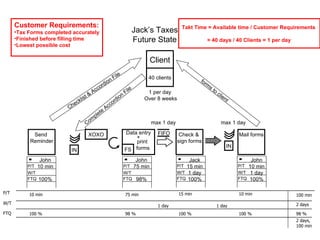
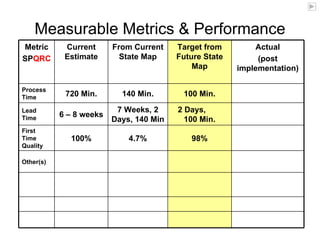
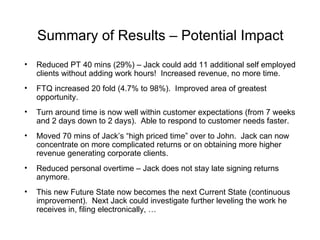
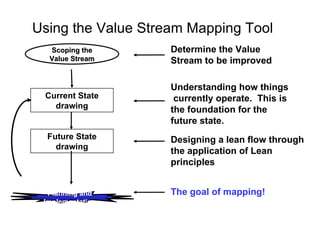
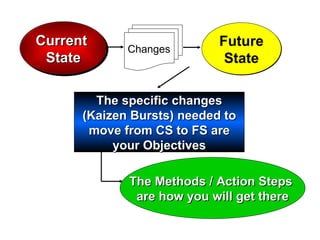
This document provides an overview of value stream mapping (VSM) concepts and techniques. It defines VSM as a tool used to visualize and improve business processes. The document outlines key elements of a VSM, including current and future state maps. It also provides an example of mapping the current state of a tax preparation process to identify opportunities for improvement. The example highlights collecting data on process times, wait times, quality, and other metrics to evaluate the current value stream.


















































![[Deck] What's New in Spark-Iceberg Integration via DSV2.pptx](https://cdn.slidesharecdn.com/ss_thumbnails/deckwhatsnewinspark-icebergintegrationviadsv2-260210005337-25955b12-thumbnail.jpg?width=640&height=640&fit=bounds)









