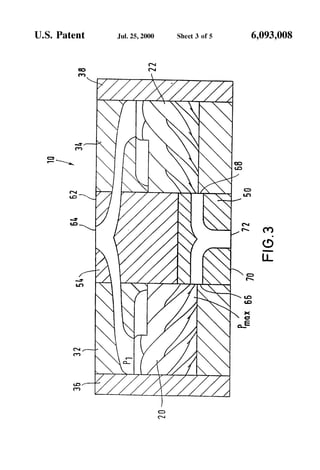
This patent is for a worm-drive compressor with at least one first and one second main rotor on a main shaft that mesh with matching first and second sub-rotors on a layshaft. To provide an efficient compressor that is durable and inexpensive to produce, the bearings for the main and layshaft are placed radially near where the loads from the compressed gas pressures act to absorb those loads. This reduces wear on the shafts and bearings. The rotor geometries are also designed to cancel out opposing axial forces from the compressed gas to further reduce wear.
![US006093008A
Ulllted States Patent [19] [11] Patent Number: 6,093,008
Kirsten [45] Date of Patent: Jul. 25, 2000
[54] WORM-DRIVE COMPRESSOR 609405 2/1935 Germany .
1954738 7/1966 Germany .
[76] Inventor: Guenter Kirsten, Erzbergerstrasse 13, 1428125 11/1968 Germany -
D-08451 Crimmitschau, Germany 84891 10/1971 Germany -
2520667 11/1976 Germany .
[21] Appl. No.: 08/973,167 2621303 11/1976 Germany .
3031801 3/1981 Germany .
[22] PCT Filed: May 18, 1996 3813272 11/1988 Germany .
_ 4227332 2/1993 Germany .
[86] PCT No.. PCT/EP96/02078 germany _
. ermany .
§ 371 Date‘ NOV‘ 19’ 1997 397937 3/1960 Switzerland .
§ 102(6) Date; Nov_ 19, 1997 342791 2/1931 United Kingdom .
650606 2/1951 United Kingdom .
[87] PCT Pub. No.: W096/37706 2254376 10/1992 United Kingdom ................... 418/200
PCT Pub Date: NOV- 28’ 1996 Primary Examiner—Hoang Nguyen
[30] Foreign Application Priority Data Attorney, Agent, or Fzrm—D1ller, Ramlk & Wight, PC
May 25, 1995 [DE] Germany ........................... 195 19 247 [57] ABSTRACT
[51] Int. Cl.7 ........................................................ F01C 1/16 The invention relates to a Worn-rive compressor (10) With a
[52] US. Cl. ......................................... 418/201.1; 418/200 main rotor Shaft (18) On Which are ?tted at least one ?rst and
[58] Field of Search 418/200 201 1 one second main rotor (14, 16), each of Which meshes With
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~" ’ ' a matching ?rst or second sub-rotor (20, 22) on a rotor
[56] References Cited layshaft (24). To provide a hard-Wearing, economically
produced and highly ef?cient Worm-drive compressor (10),
US. PATENT DOCUMENTS the hearings of the rotor main and layshafts (18, 24) are
4 259 045 3/1981 Teruyama ................................ 418/200 thatched to the Compressed gas Supply th Such a Way that the
418000 loads imposed on the shafts by the pressures produced are
418/200 X absorbed by radially operating bearings (40, 42, 44, 47) near
the point at Which they arise.
5,496,163 3/1996 Griese et a1. .
5,549,463 8/1996 OZaWa .............................. ..
FOREIGN PATENT DOCUMENTS
470400 12/1950 Canada ................................ .. 418/200 24 Claims, 5 Drawing Sheets
7L m-ri /th
2h 76 {12
3h 22](https://image.slidesharecdn.com/f618d97a-4789-4da0-b13b-3905dc5e3a3b-160525120221/85/US6093008-1-320.jpg)