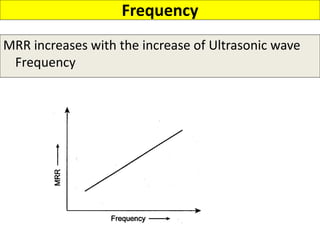
The document discusses various unconventional machining processes. It begins by introducing mechanical energy based processes like abrasive jet machining, water jet machining, and ultrasonic machining. It then describes the working of each process in 1-2 sentences. For example, it notes that abrasive jet machining involves removing material by directing a high-velocity stream of abrasive particles using compressed gas, and that ultrasonic machining uses high-frequency vibrations and an abrasive slurry to erode material. The document also provides brief summaries of key parameters that affect the material removal rate in each process.