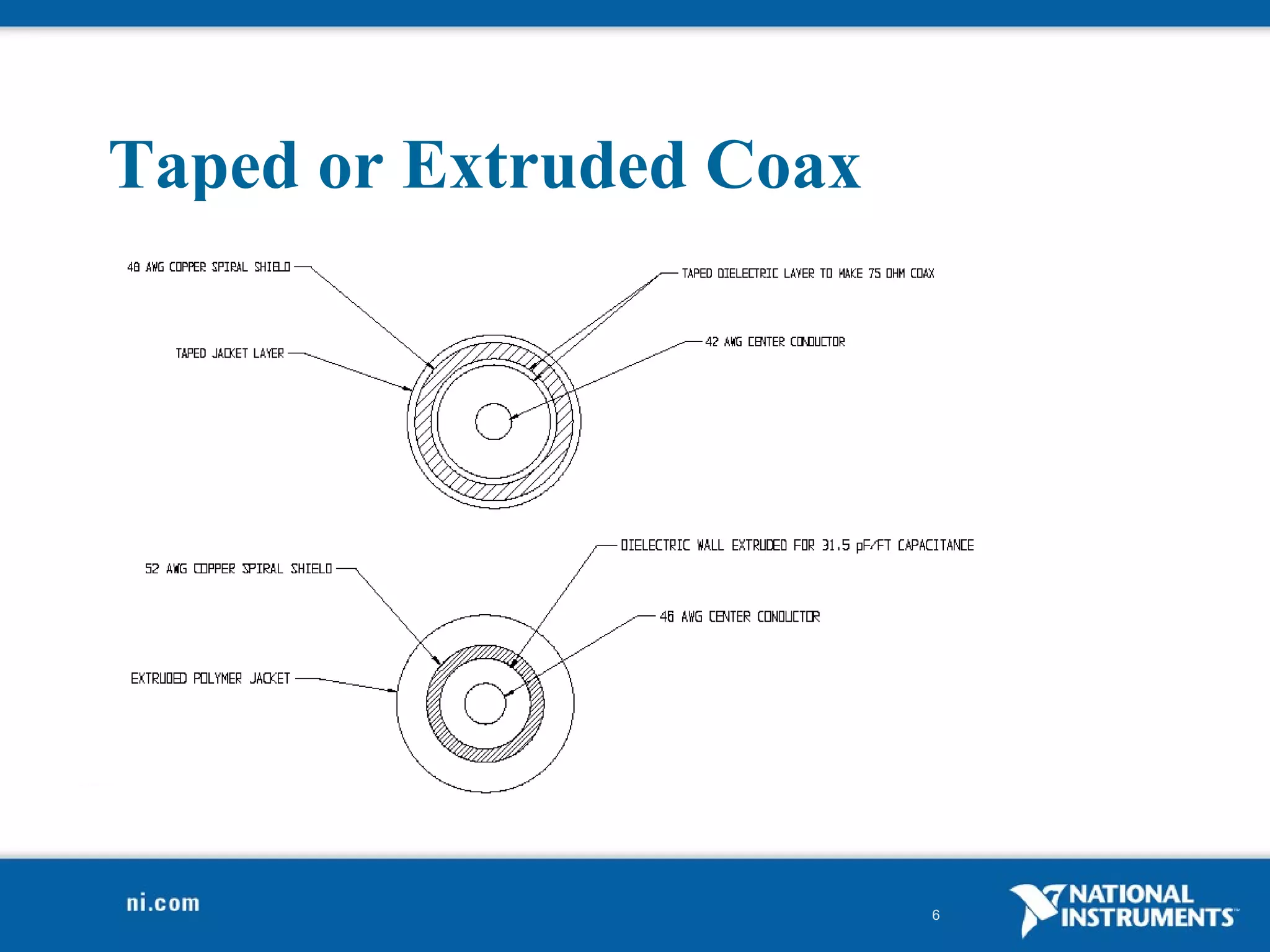
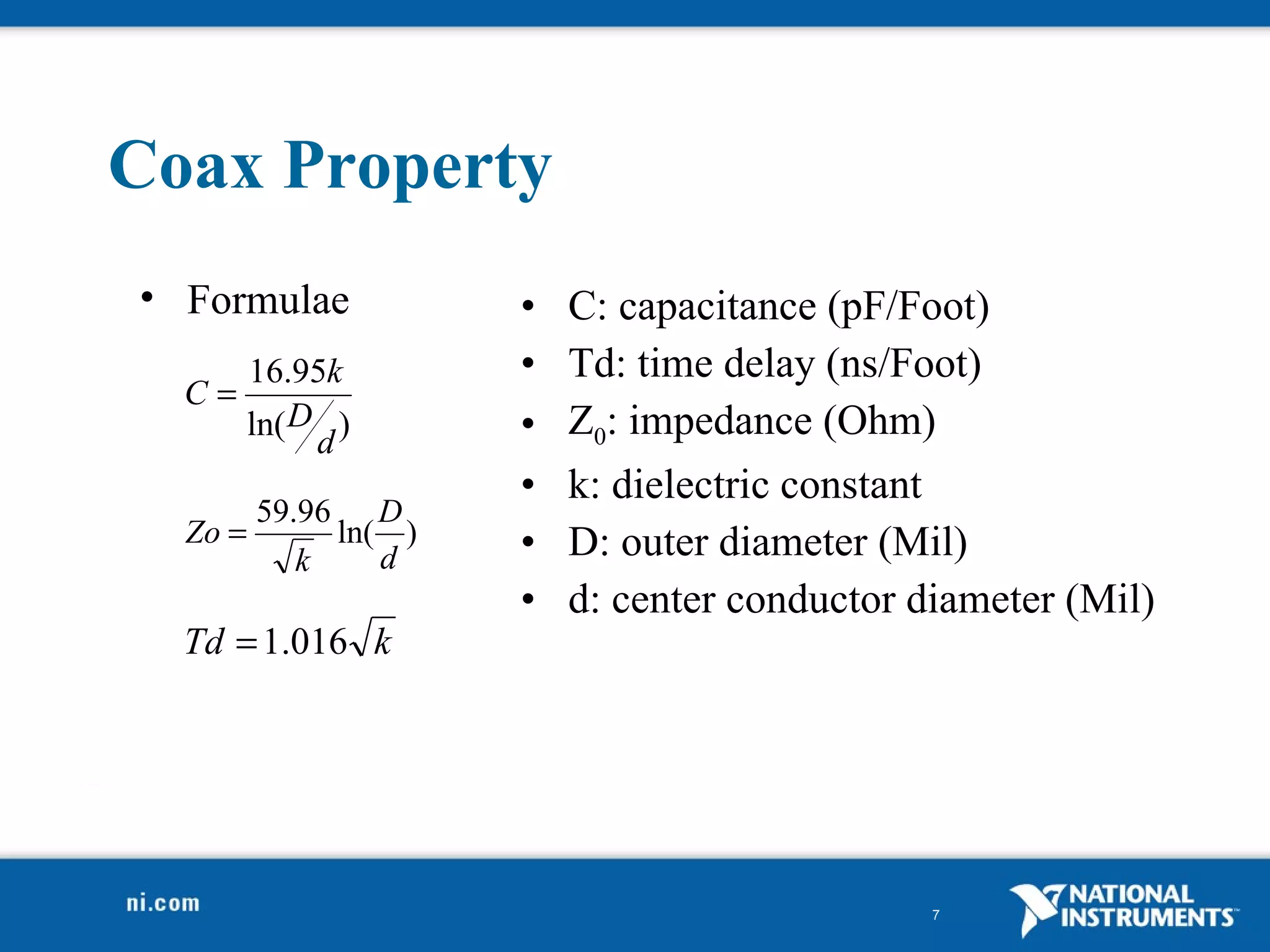
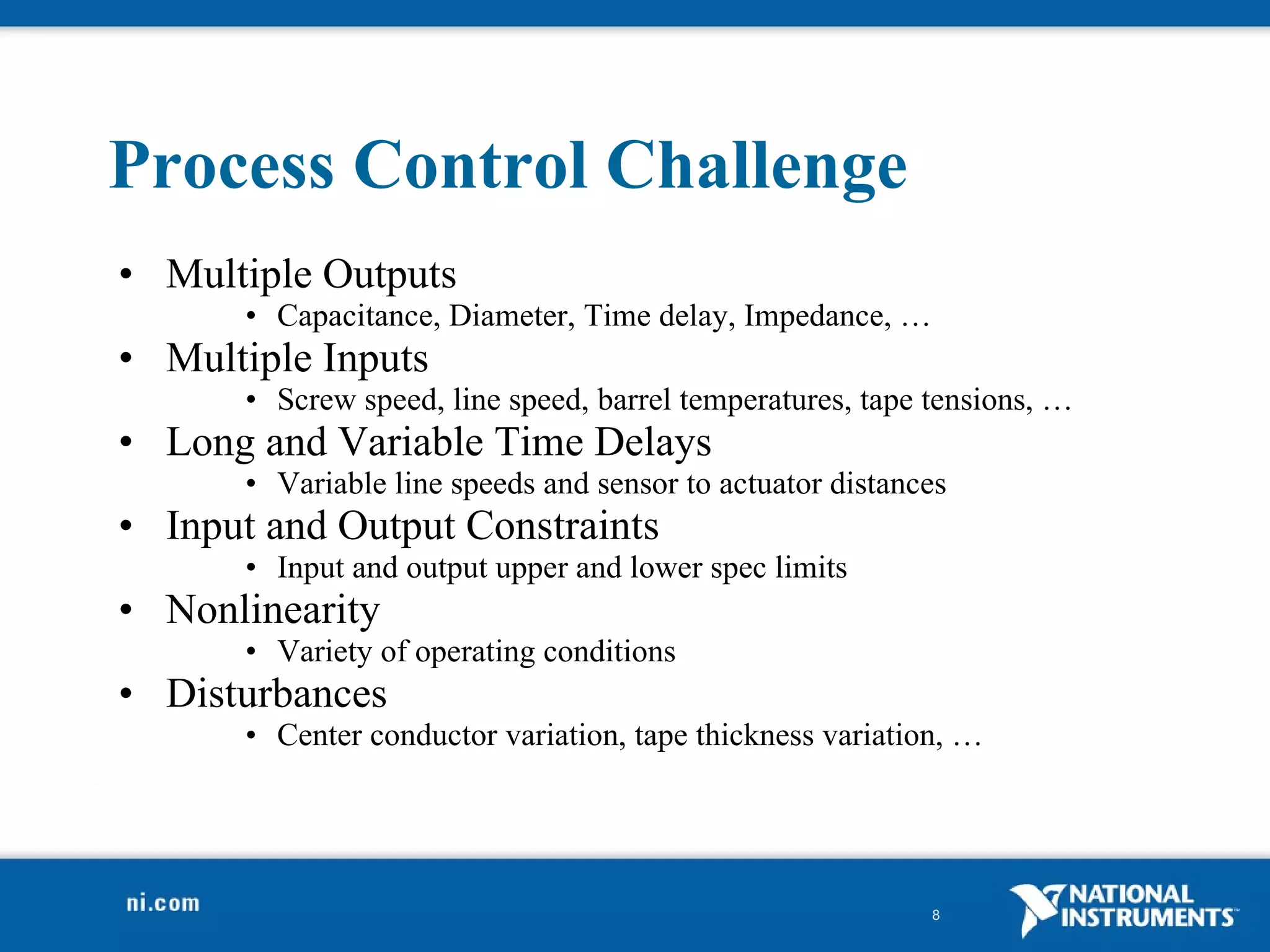
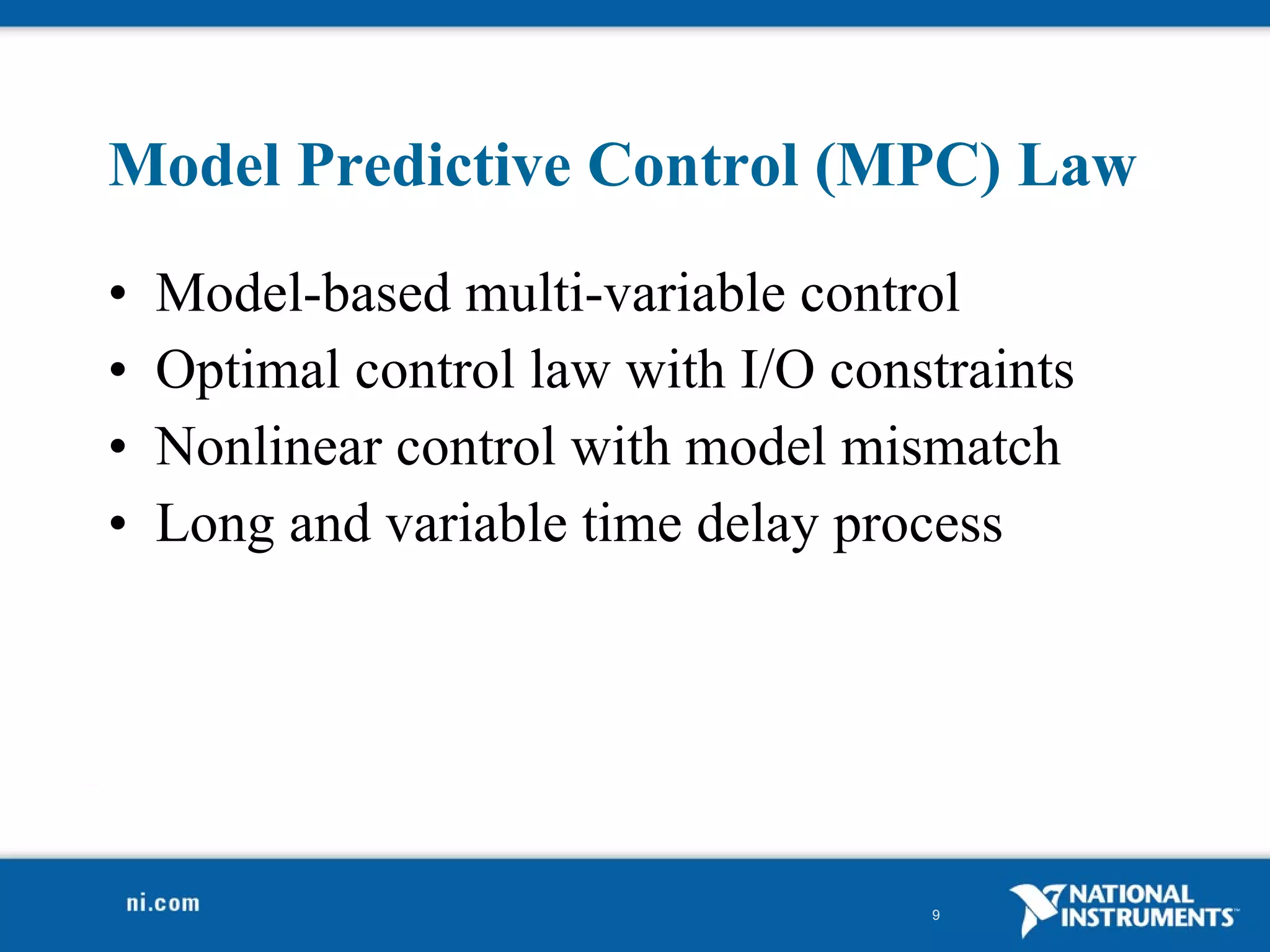
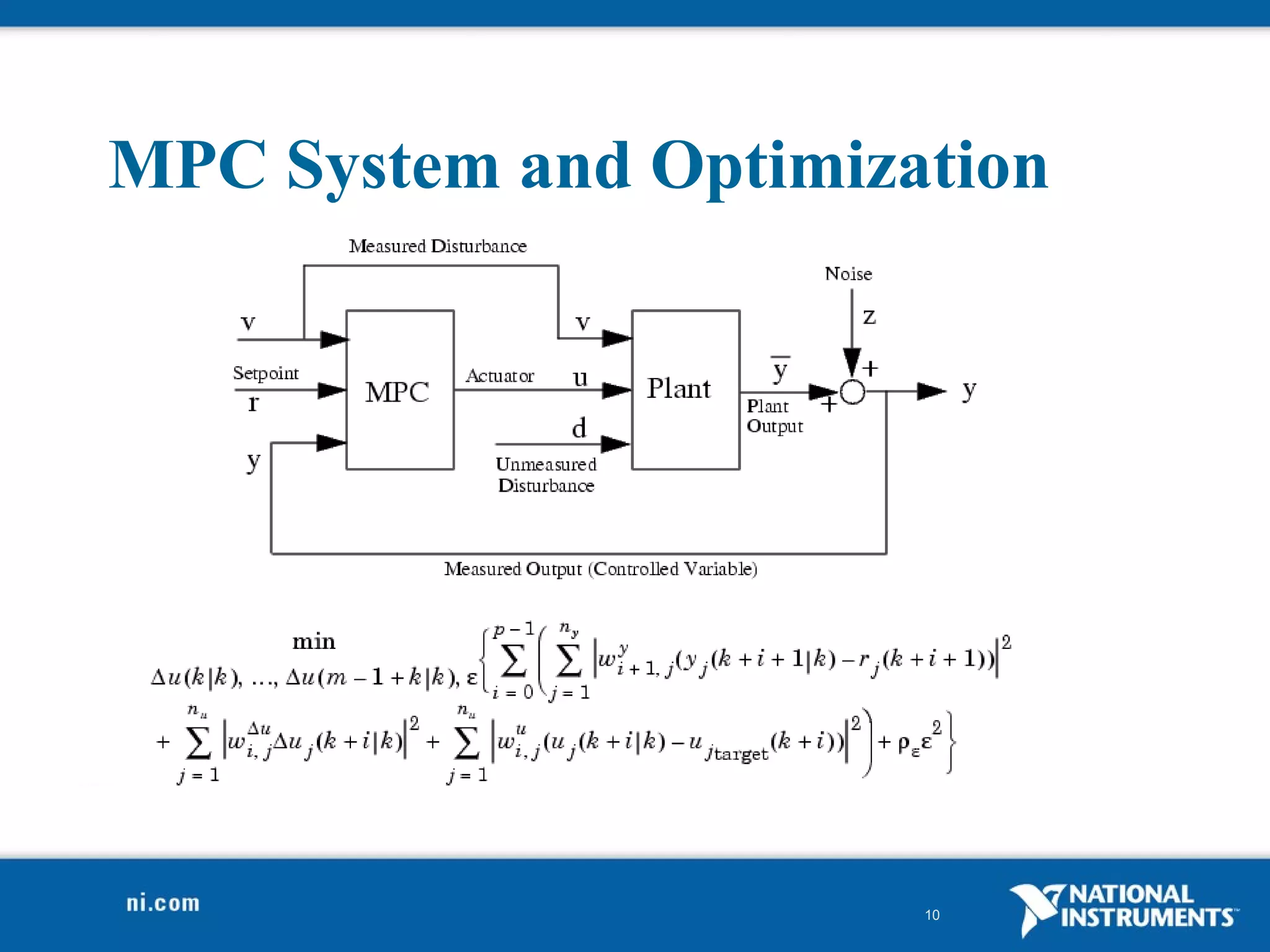
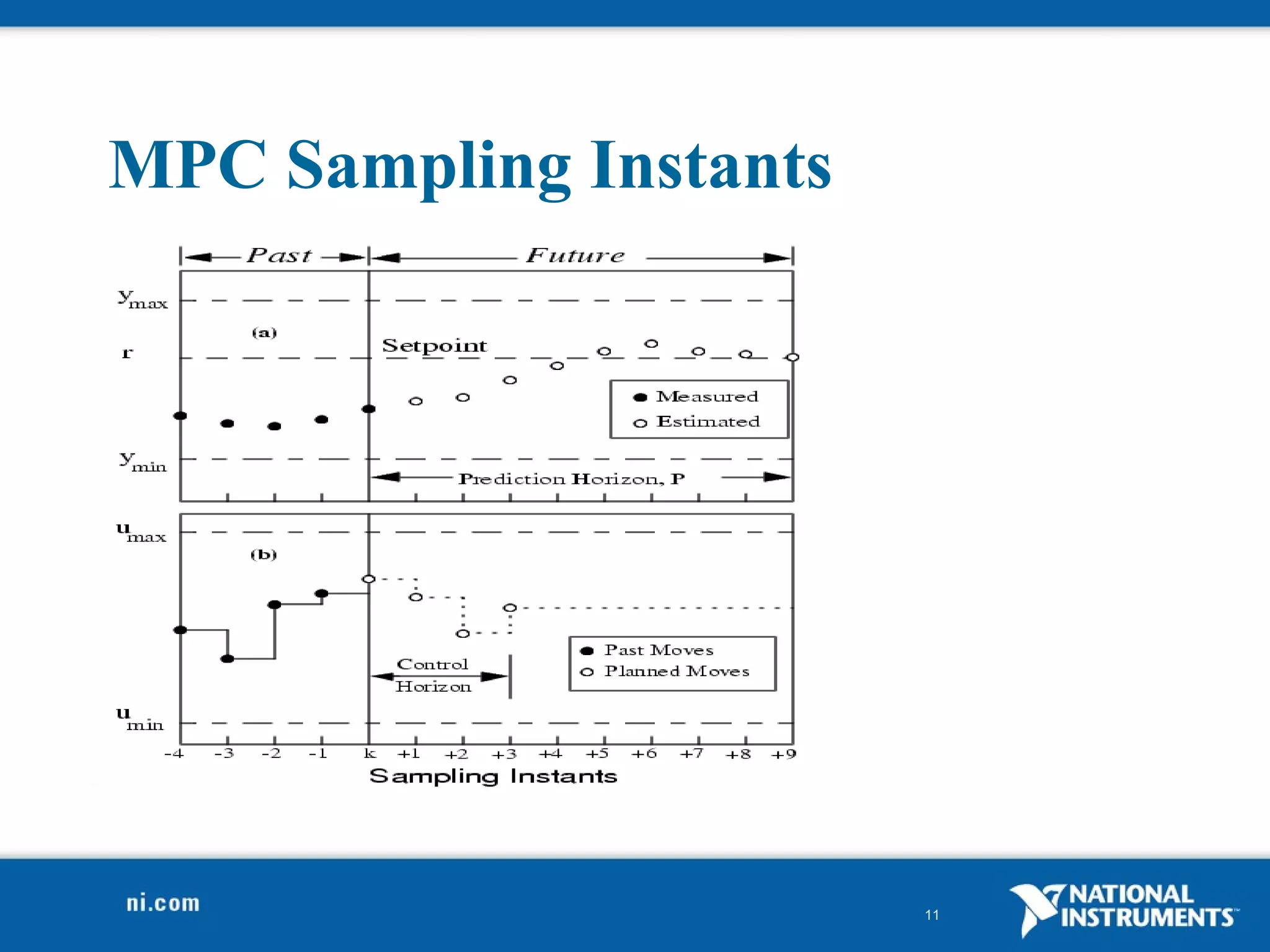
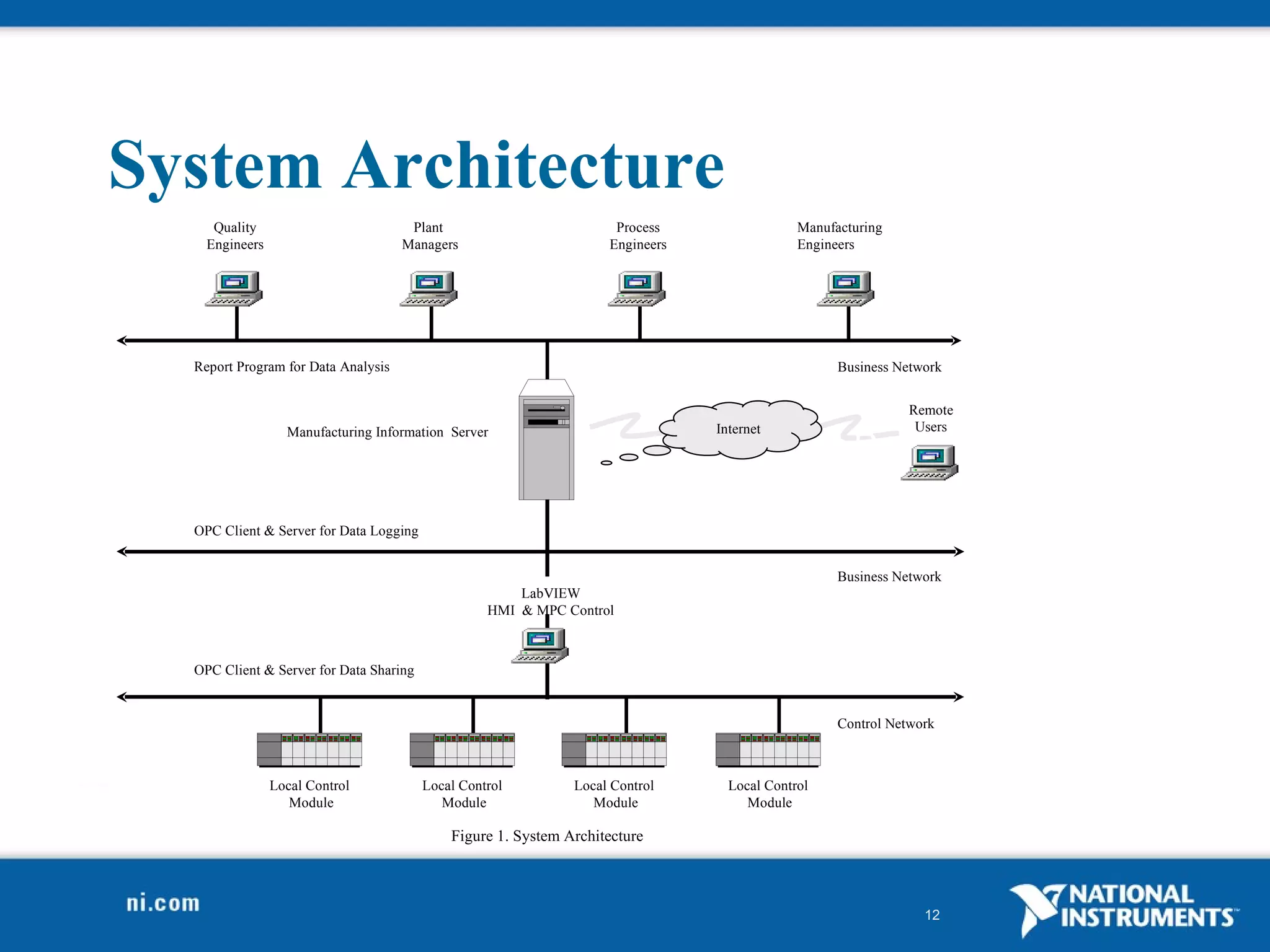
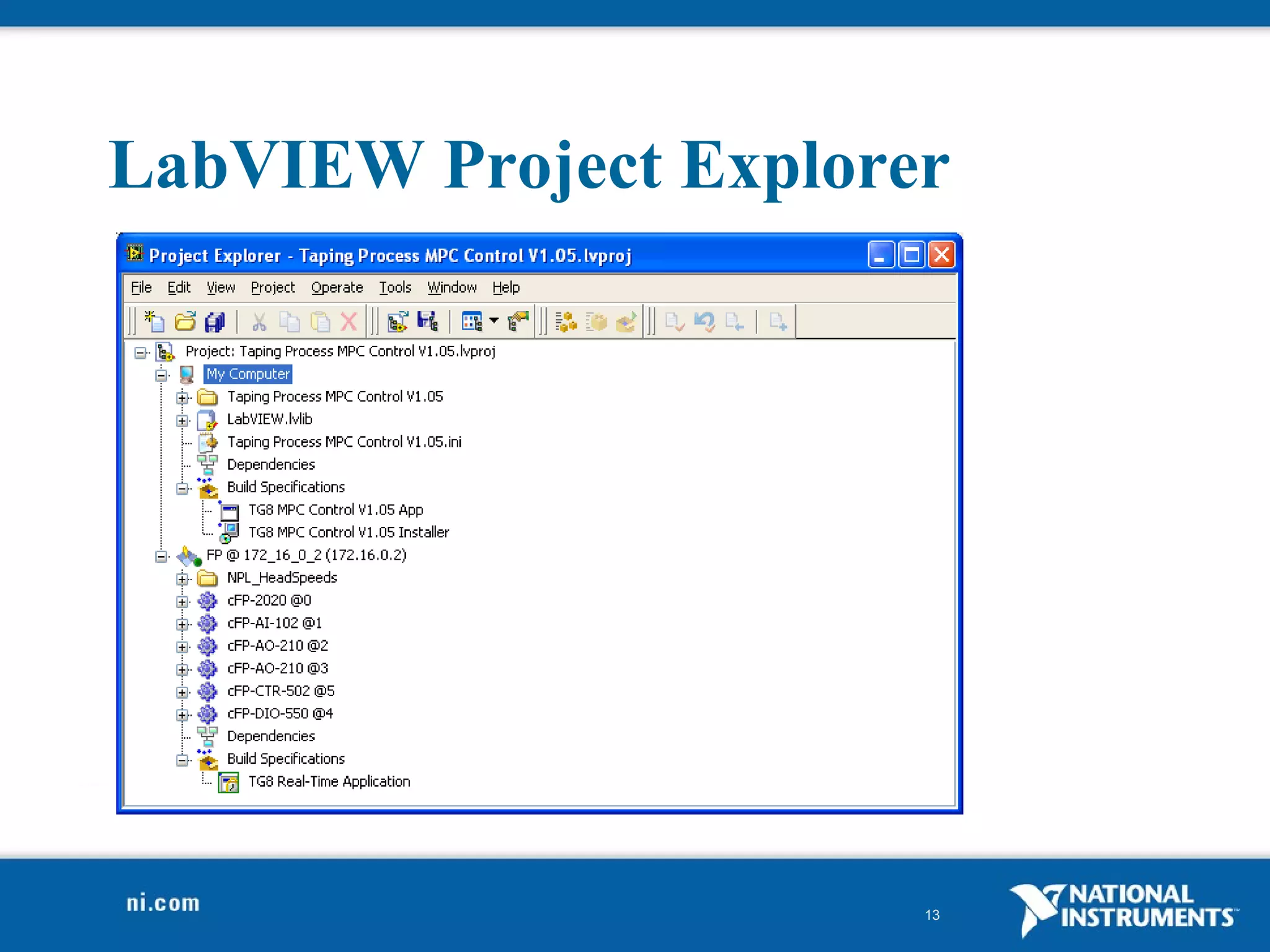
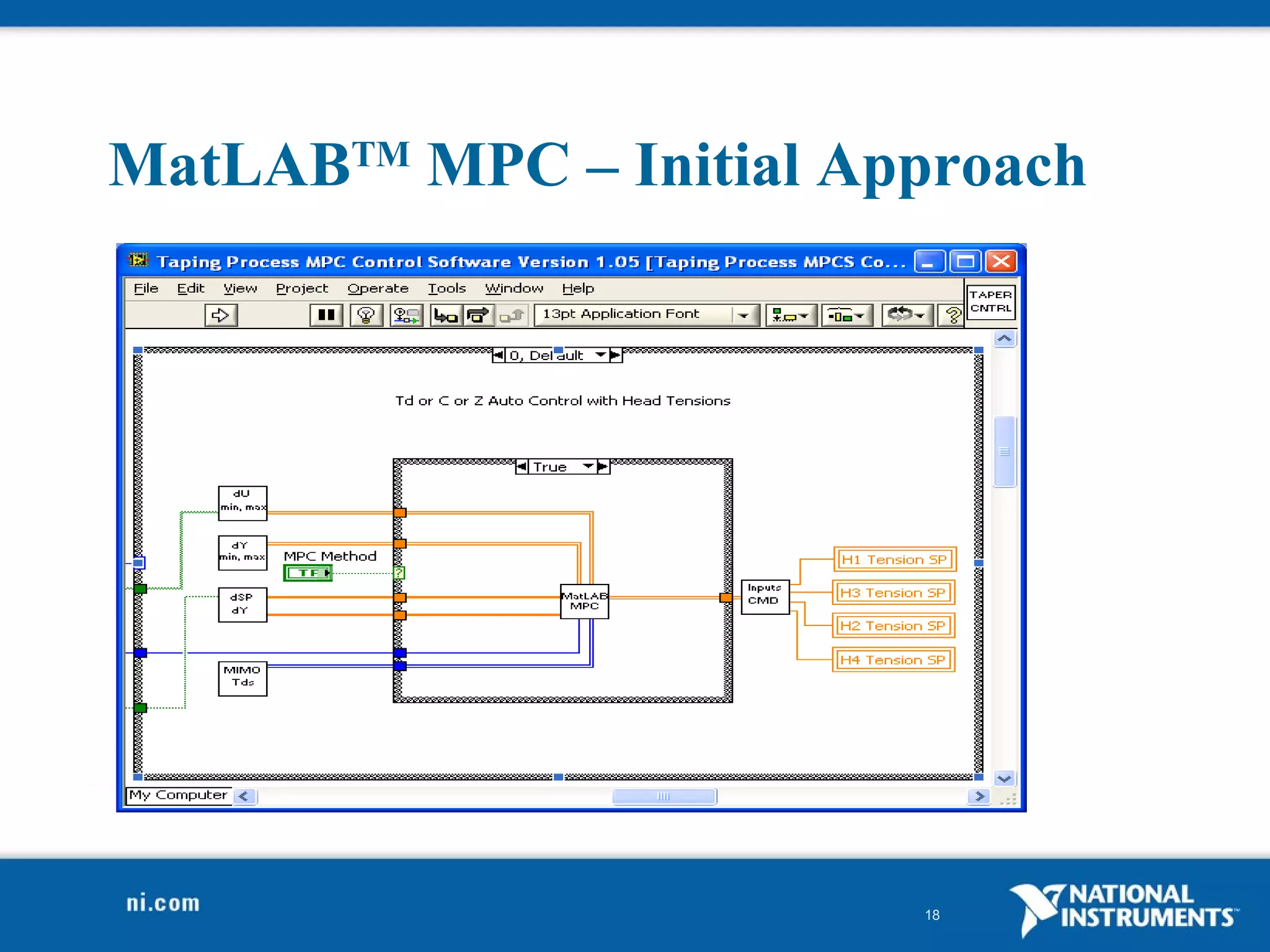
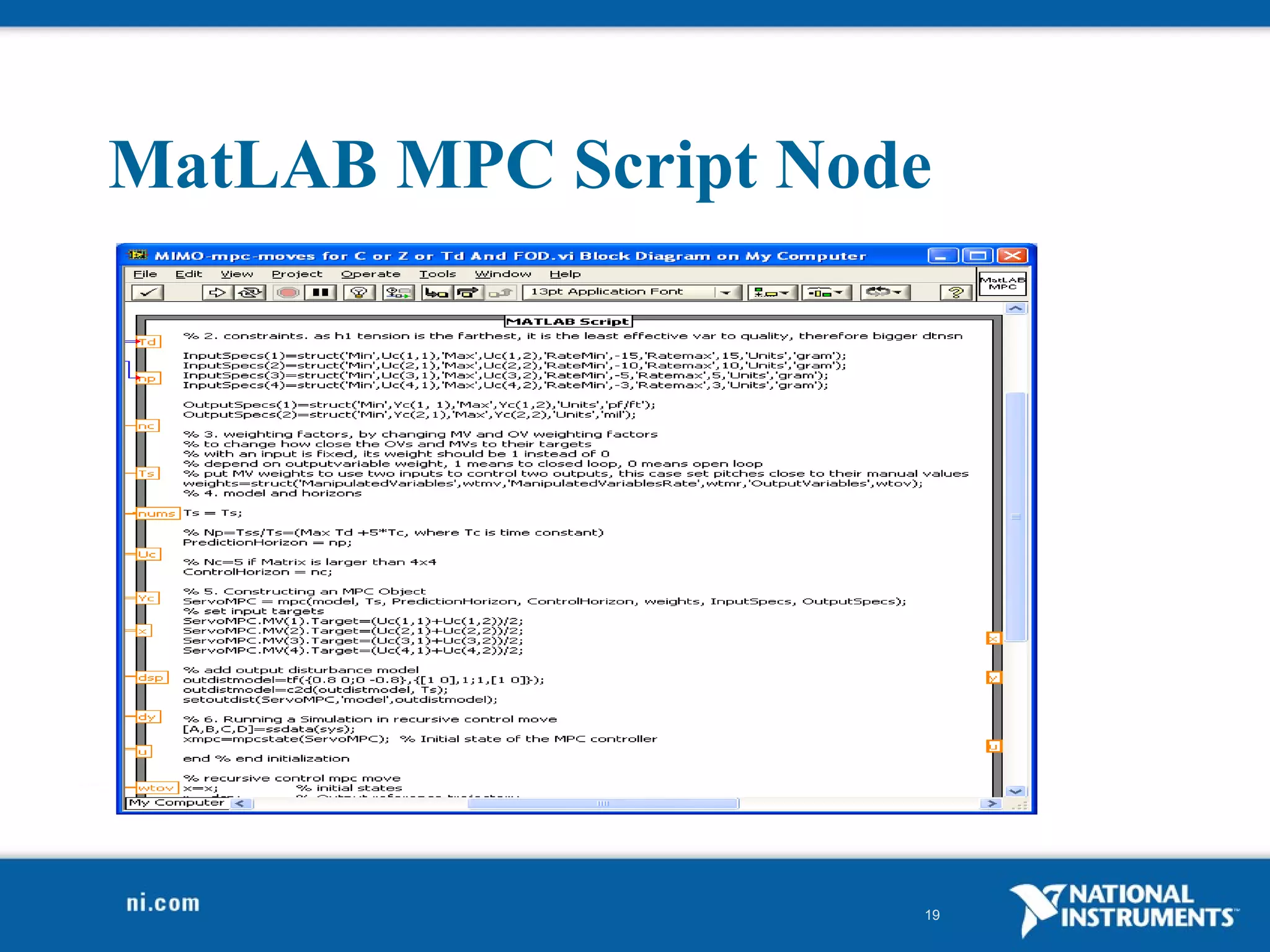
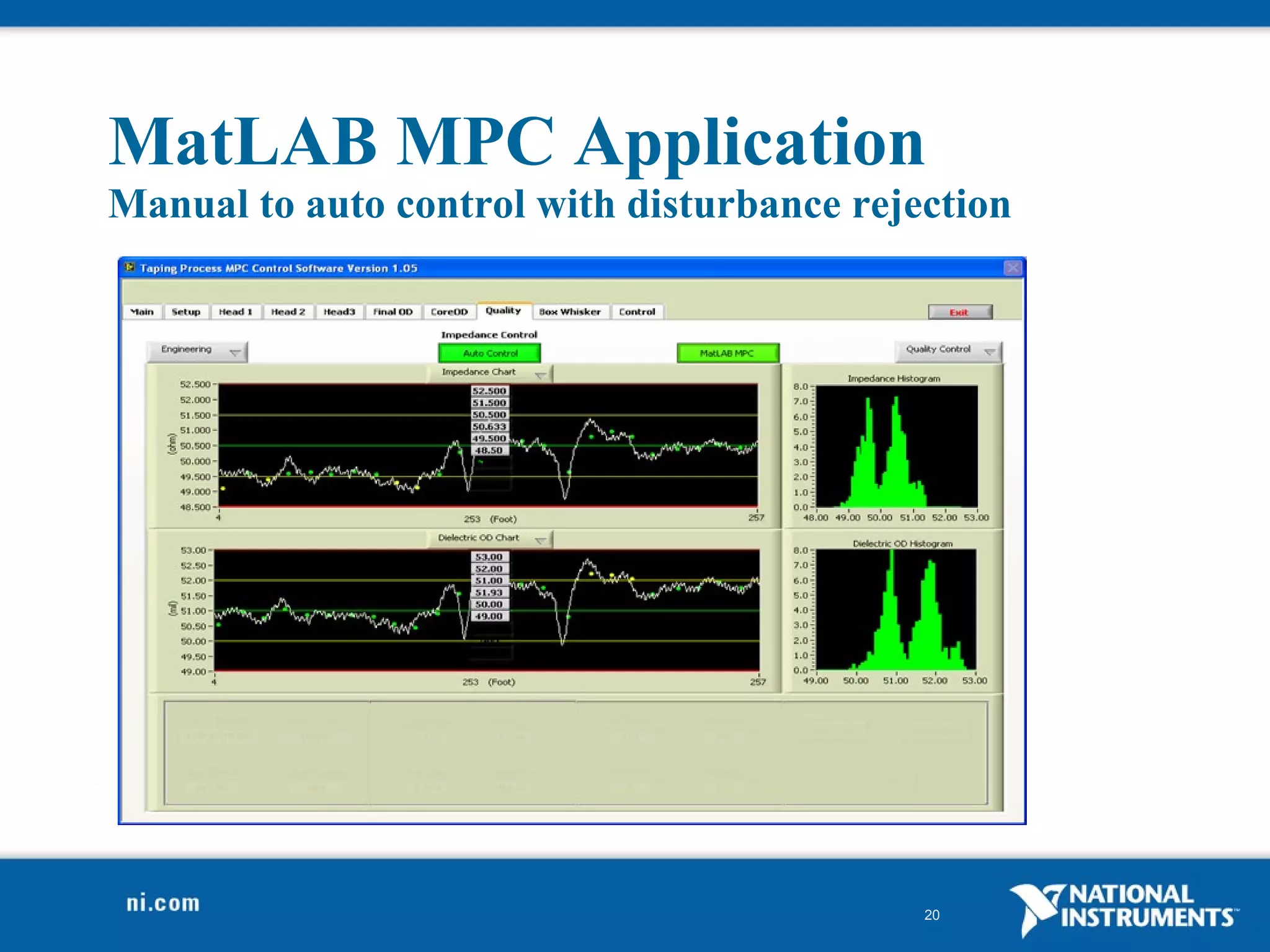
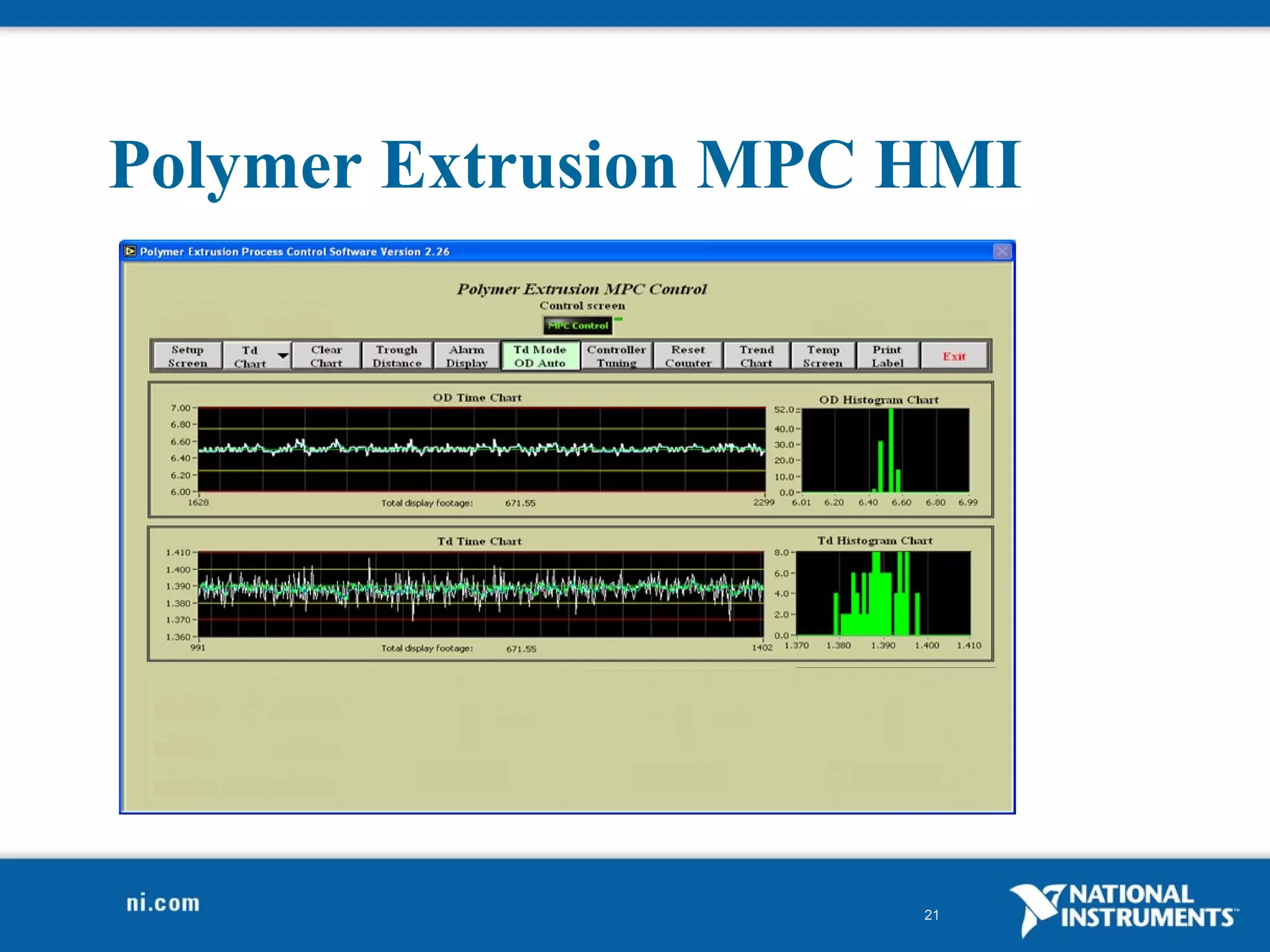
This document discusses the implementation of Model Predictive Control (MPC) using LabVIEW for manufacturing processes at Tyco Electronics, focusing on optimizing multiple inputs and outputs such as capacitance and impedance. It outlines challenges such as long time delays and process nonlinearity, and details the system architecture and functionalities of LabVIEW-based applications for efficient control and monitoring. Benefits include consistent product quality and improved productivity, along with cost reductions in equipment and labor.