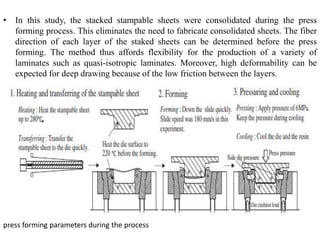
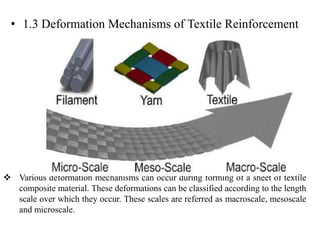
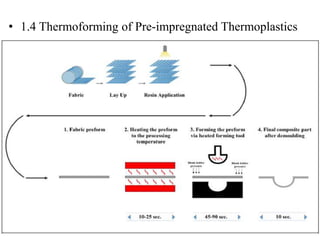
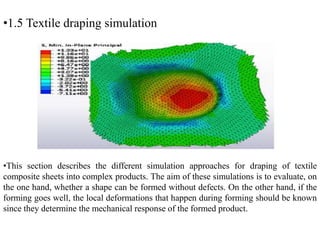
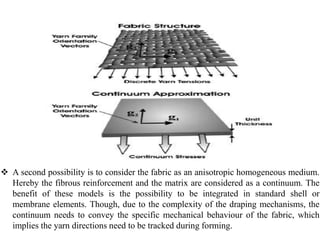
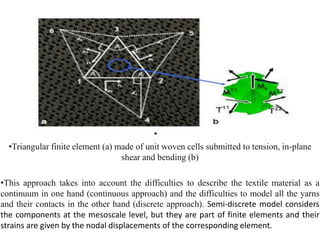
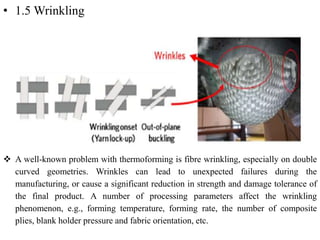
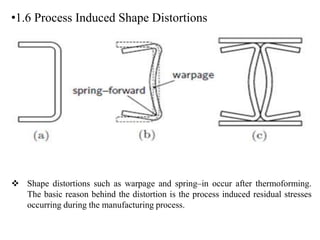
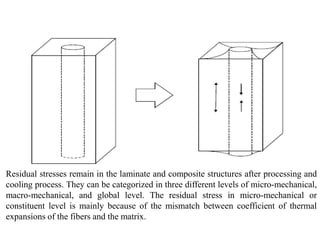
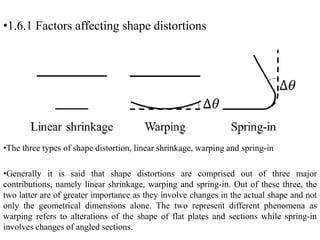
This document discusses numerical and experimental analysis of the thermo-stamping process applied to woven fabric reinforced thermoplastic composites. It provides an overview of polymer matrix materials, fiber reinforcements including woven fabrics, and deformation mechanisms at the micro, meso, and macro scales during forming. It also describes experimental fabric characterization methods like picture frame and bias extension tests. Thermoforming of pre-impregnated thermoplastics and different approaches to textile draping simulation including kinematic mapping, discrete modeling, continuum modeling, and semi-discrete modeling are introduced. Challenges like wrinkling and process-induced shape distortions including warping and spring-in are also covered.

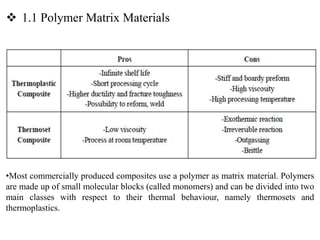
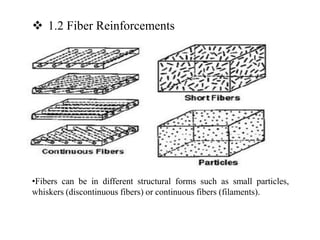
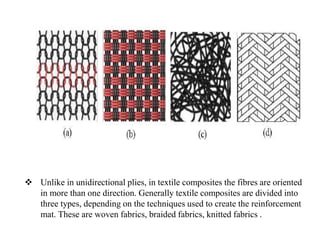
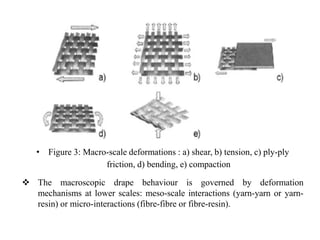
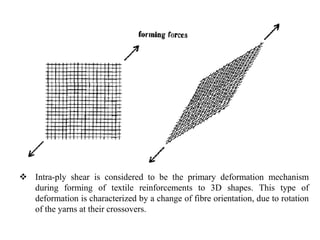
![•Experimental Fabric Characterization Methods
•Testing mechanism of in-plane shear behaviour for fabric materials [Shuai Chen Thesis]
•Standard material testing methods are necessary for researchers to understand the
formability of the material, the effects of process variables on formability, and to
provide input data and validation data for numerical simulations. As shearing is the
major forming mechanism for forming of double curved geometries with woven fabrics
it has been the most intensively studied forming behaviour. Two methods to describe
the intra-ply shearing behaviour are widely used: picture frame and bias extension tests,
both showing benefits and disadvantages.
• .](https://image.slidesharecdn.com/sunum-230302192358-8376b74e/85/sunum-pptx-14-320.jpg)
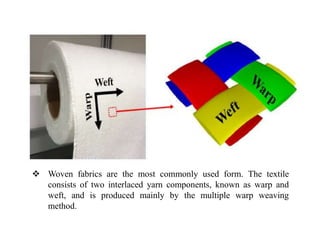
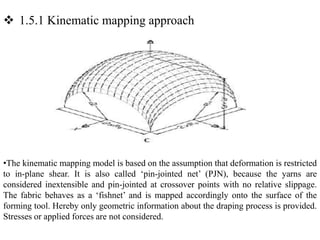
![•Picture Frame Test
• Geometrical configuration of a PF test: (a) Geometry of the frame; (b) Specimen
mounted in the fixture [Armin Rashidi Mehrabadi Thesis]
For picture frame tests a cross shaped test sample is mounted on a square frame
hinged in the corners. The picture frame is extended subsequently on a tensile
testing machine. Shear force vs. shear angle curves can be calculated from the
force–displacement curves.](https://image.slidesharecdn.com/sunum-230302192358-8376b74e/85/sunum-pptx-15-320.jpg)
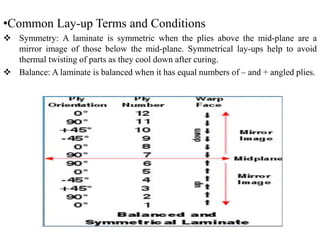
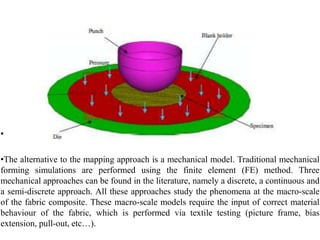
![•Geometrical configuration of a BE test
• The bias extension (BE) test is an alternative to the PF test, consisting of a
rectangular sample such that the weft and warp yarns are originally oriented at
45° to the orientation of the applied tension. The initial length of the specimen
must be more than twice the width of the specimen in a BE test . [Armin Rashidi
Mehrabadi Thesis]](https://image.slidesharecdn.com/sunum-230302192358-8376b74e/85/sunum-pptx-16-320.jpg)
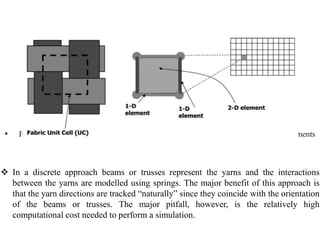
![•Papers about Shape Distortion
Beyong Sam Kim et al. [25] investigated the dimensional stability of V shaped
composite parts made from unidirectional polyamide-12/carbon fibre
commingled yarn.
• It was implemented anisotropic thermoviscoelastic material model in a FEA
solver for different cooling cycles.
• In the experimental study, the laminates, with stacking sequences of [08], [908]
and [904/04], were used.](https://image.slidesharecdn.com/sunum-230302192358-8376b74e/85/sunum-pptx-28-320.jpg)
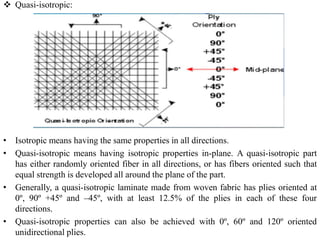
![• To manufacture the laminates, the mould containing the fabric plies was heated from room
temperature to 220 C, held at this temperature for 10 min, and finally cooled back to room
temperature.
• During the consolidation and cooling stages, a pressure of 15 bars was applied to the material.
• Both balanced and slightly unbalanced cooling conditions were applied, with a maximum
cooling rate of 10 C/min.
• Results :
• The angles predicted by the present thermoviscoelastic approach are similar to those
predicted by the thermoelastic approach in the literature. It seems that at these cooling rates in
this semi-crystalline matrix, the effect of viscoelastic relaxation during cooling is relatively
small.
• Low levels of stresses were obtained in the [908] and [08] parts, whereas the significant
stresses was obtained in the [904/04] part.
• The [08] laminate showed the largest deviation from the 900
angle of the mould, whereas the
[904/04] stacking sequence led to the highest curvature of the side planes.
• The differences in angle and curvature between parts cooled under balanced and unbalanced
conditions were found to be small. This is because the difference in temperature between the
upper and lower surfaces of the laminate during cooling was relatively small.](https://image.slidesharecdn.com/sunum-230302192358-8376b74e/85/sunum-pptx-29-320.jpg)