Download as PDF, PPTX



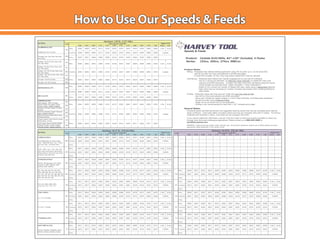
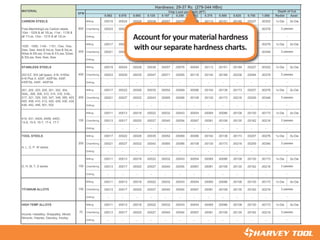
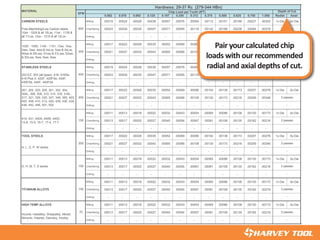
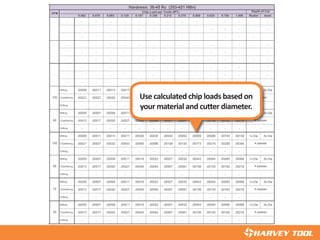
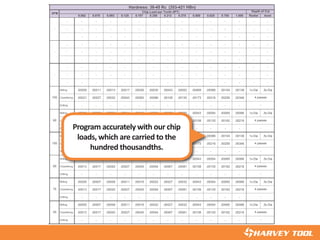


This document provides recommended speeds and feeds for machining various materials with carbide drill/mill tools. It includes tables of suggested speeds in surface feet per minute (SFM) and chip loads in inches per tooth (IPT) for milling, chamfering, and drilling applications. The speeds and feeds are designed to maximize tool life, minimize damage, and decrease production costs by lowering breakage and optimizing the tool's performance. Users can find all the parameters needed to machine with purchased tools from these guidelines.








































![Ppt Fits Tolerances[1]](https://cdn.slidesharecdn.com/ss_thumbnails/pptfitstolerances1-091107045206-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)










![[Workshop] cnc router ver 0.4](https://cdn.slidesharecdn.com/ss_thumbnails/workshopcncrouterver0-160830113607-thumbnail.jpg?width=640&height=640&fit=bounds)































