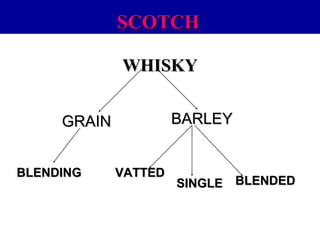
Scotch whisky has its origins in Ireland but was refined in Scotland over centuries. There are three main types - single malt, grain, and blends. Single malts are produced at individual distilleries from malted barley and carry distinct regional flavors from Islay, Highlands, Lowlands, or Campbeltown. Grain whisky uses barley and other grains and lacks strong flavors. Blends expertly combine malts and grains from various distilleries for consistency. The production process involves malting, mashing, fermentation, distillation in pot stills, and aging for years in oak barrels, imparting color and mellowing flavors. Major blending companies produce well-known brands for