This document provides an overview of vibration in machines, focusing on its measurement, analysis, and application in maintenance programs to reduce downtime. It details key characteristics of vibration, including amplitude, frequency, and phase, and discusses methods of vibration measurement and analysis, including the use of proximity probes and Bode plots. Additionally, it addresses common machine faults like unbalance and provides case studies on balancing practices to improve machine performance.


![U
Un
nb
ba
al
la
an
nc
ce
e
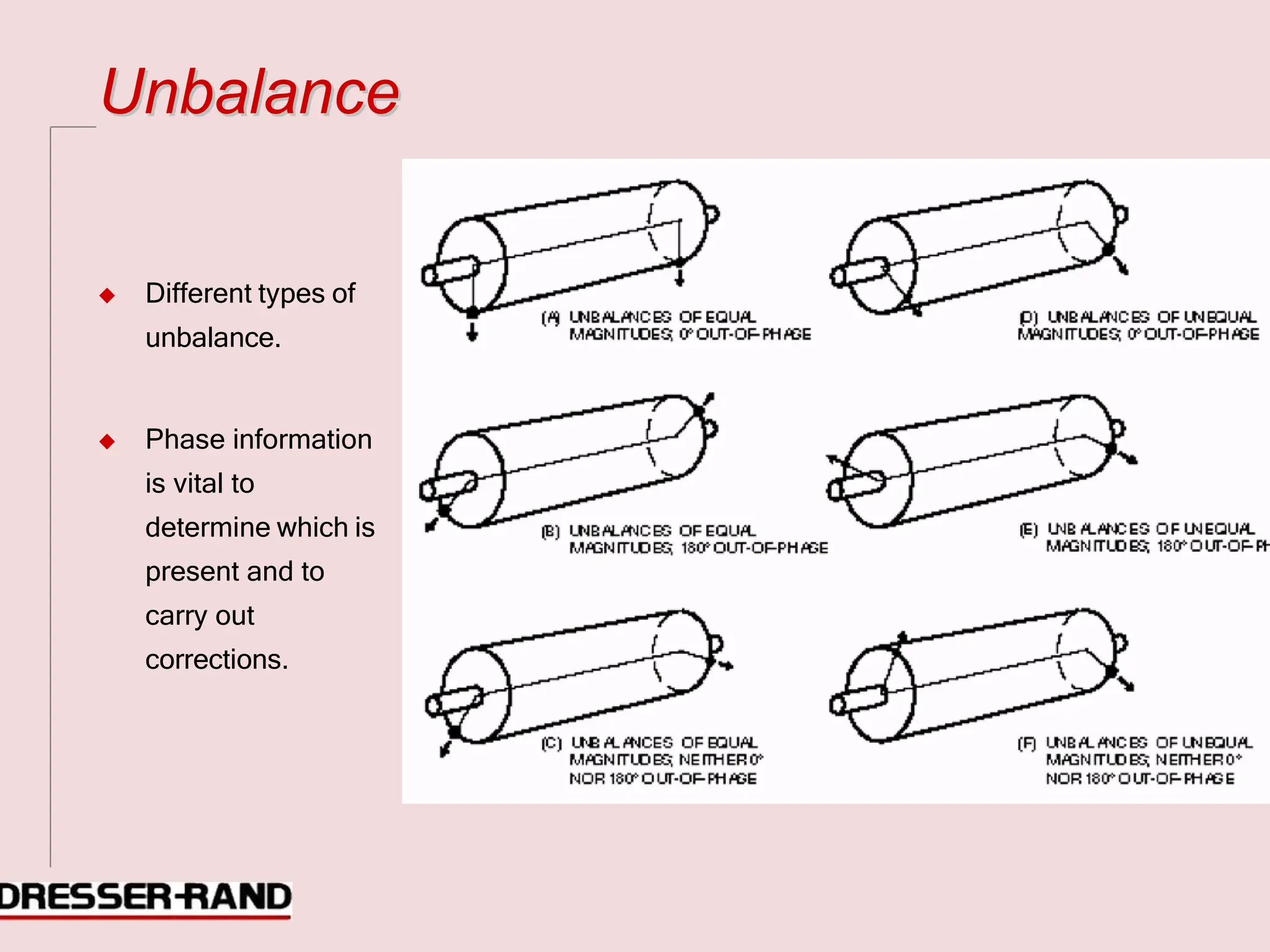
◆ Unequal radial mass distribution on a rotor
system;
◆ A shaft condition where the mass centerline
(principal axis of inertia) does not coincide
with the geometric centerline. [Eccentricity of
local center of gravity (c.g.) of rotor from
undisturbed axis of rotation.]](https://image.slidesharecdn.com/basicsofvibrationcompressorvibrationmeasurements-241116180106-1e7653f0/75/Basics-of-Vibration-Compressor-Vibration-Measurements-pdf-41-2048.jpg)














![Vibration_and_Its_Causes[1] Vibrations.pdf](https://cdn.slidesharecdn.com/ss_thumbnails/vibrationanditscauses1-241125115821-611dbbe3-thumbnail.jpg?width=640&height=640&fit=bounds)















![7._Compressors[1] offshore equipment.pdf](https://cdn.slidesharecdn.com/ss_thumbnails/7-241125114954-04189d47-thumbnail.jpg?width=640&height=640&fit=bounds)


























