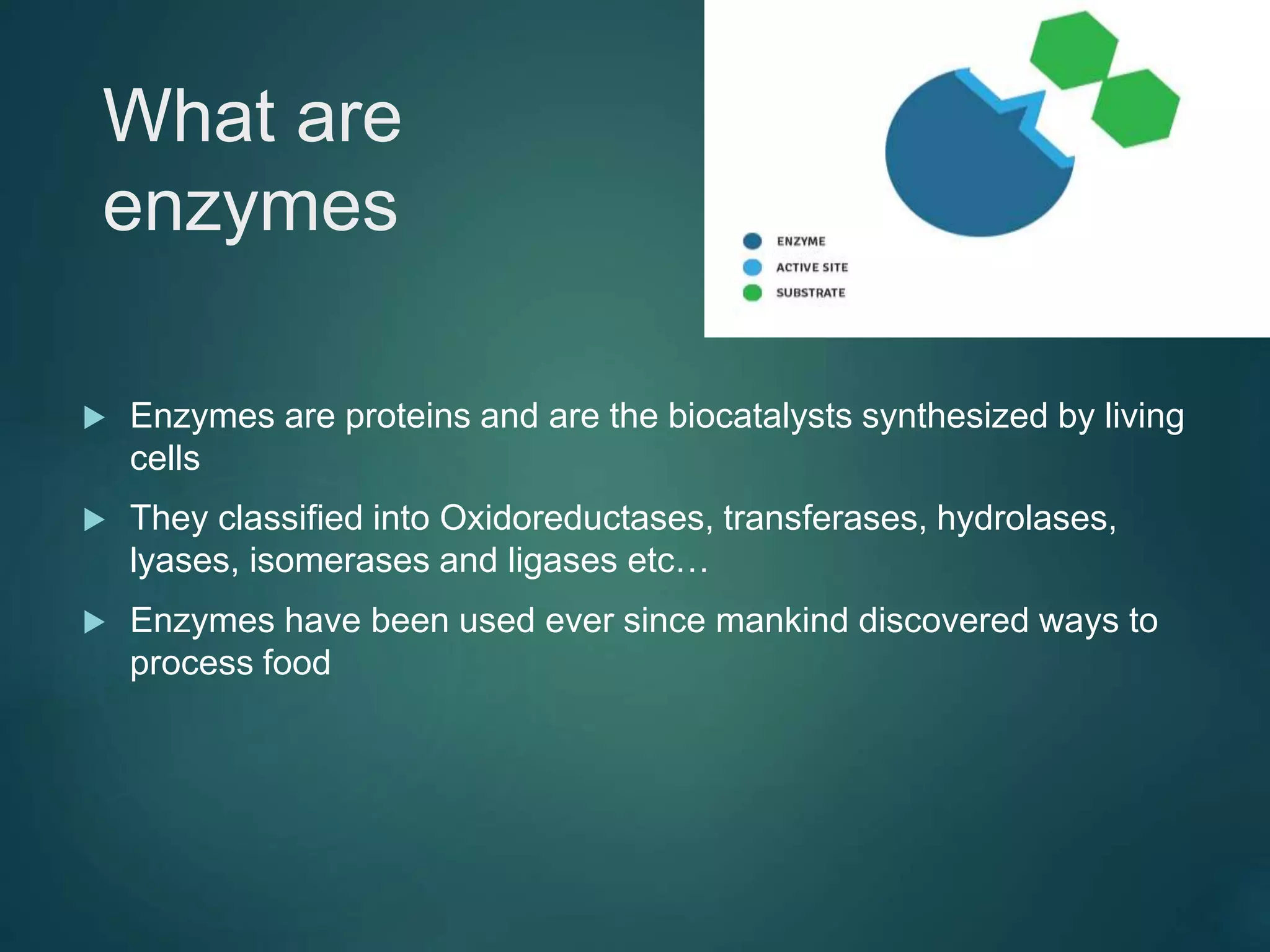
The document discusses the production of enzymes, specifically focusing on upstream processing technologies for secondary metabolite production through microbial fermentation methods. It details the historical background of enzymes, their classification, and the biotechnological processes involved in enzyme production, including solid-state and submerged fermentation techniques. Additionally, it addresses the formulation, extraction, and purification of enzymes, emphasizing the optimization of conditions for maximum yield, particularly for α-amylase from Aspergillus oryzae using solid-state fermentation of edible oil cakes.