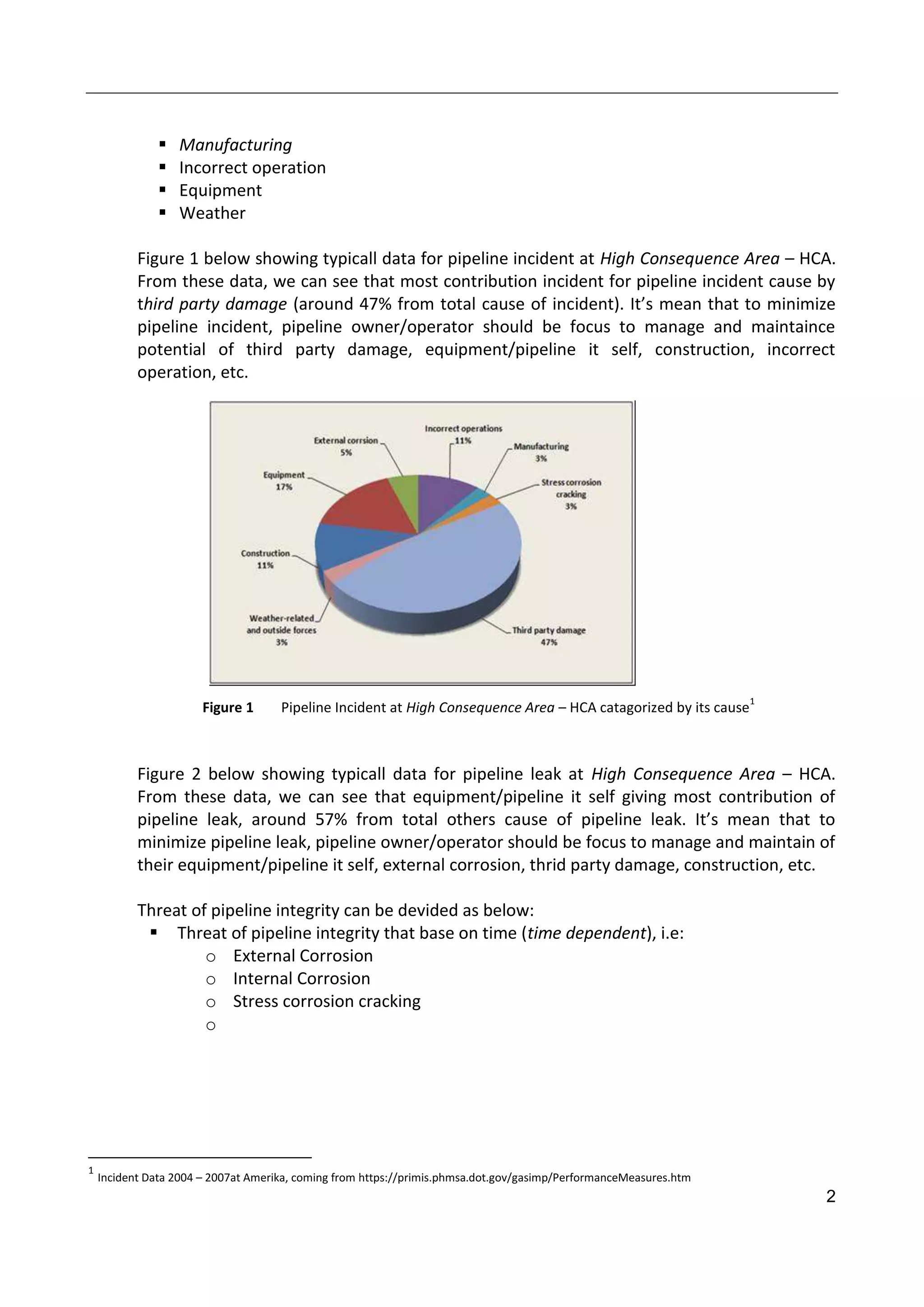
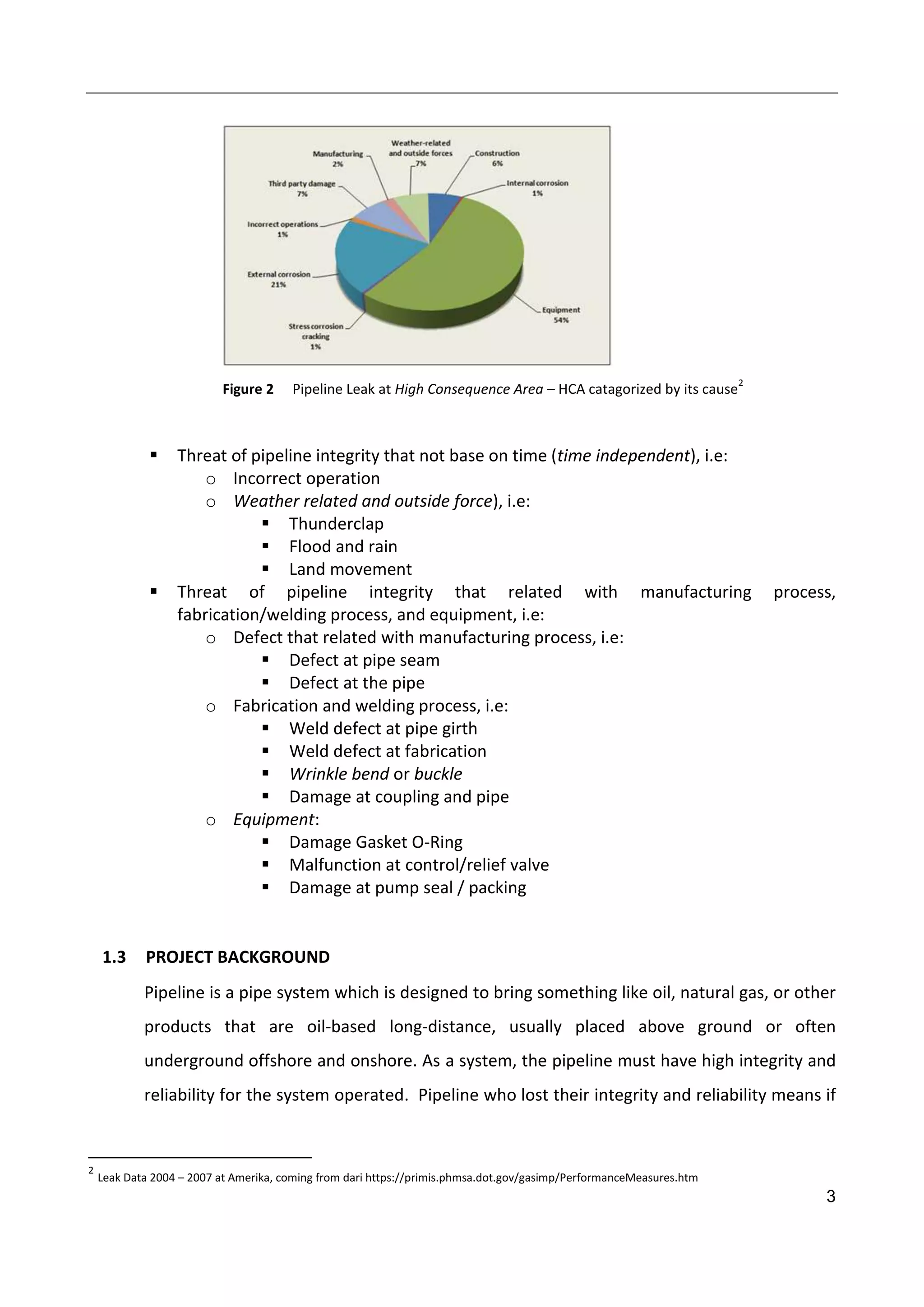
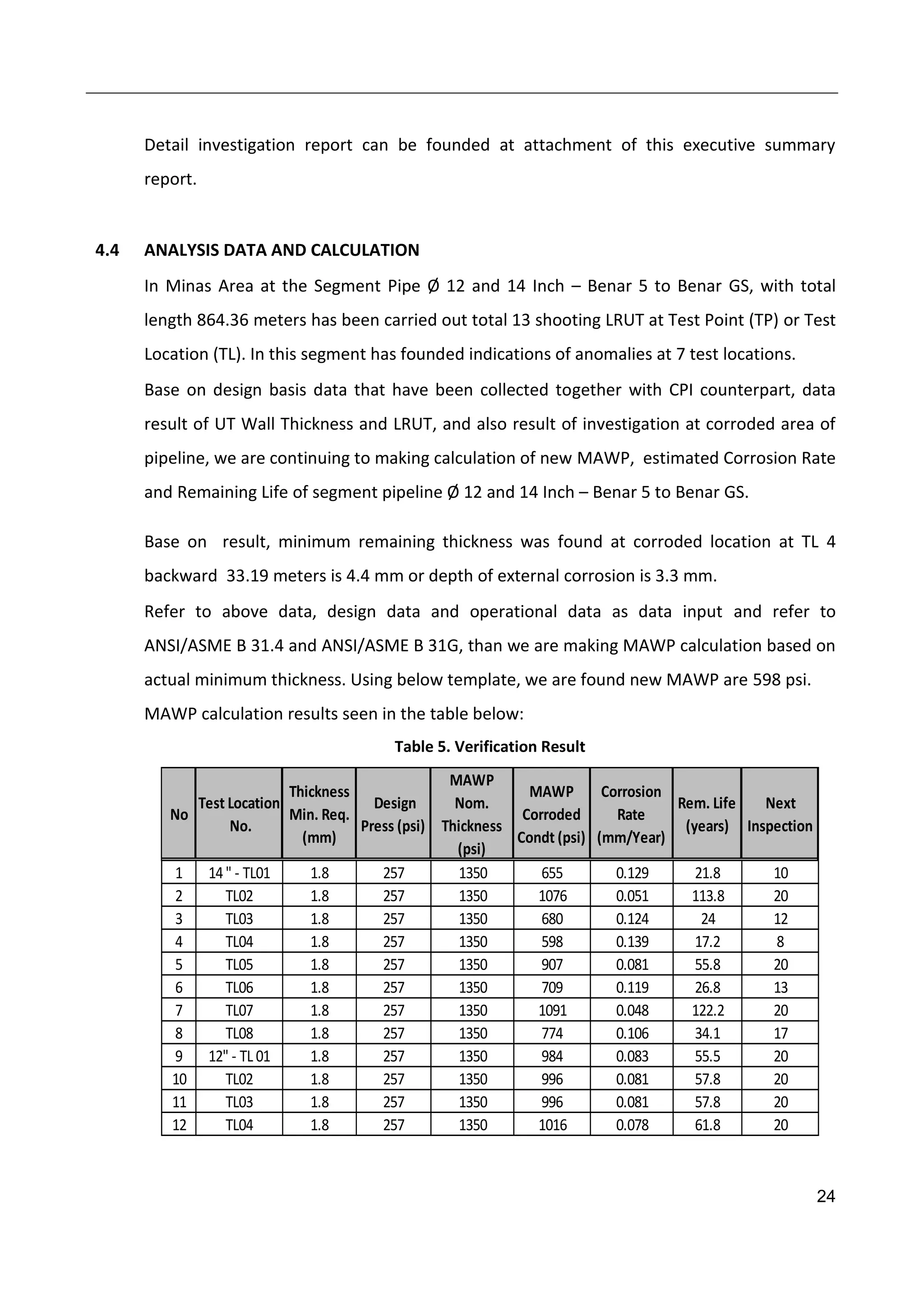
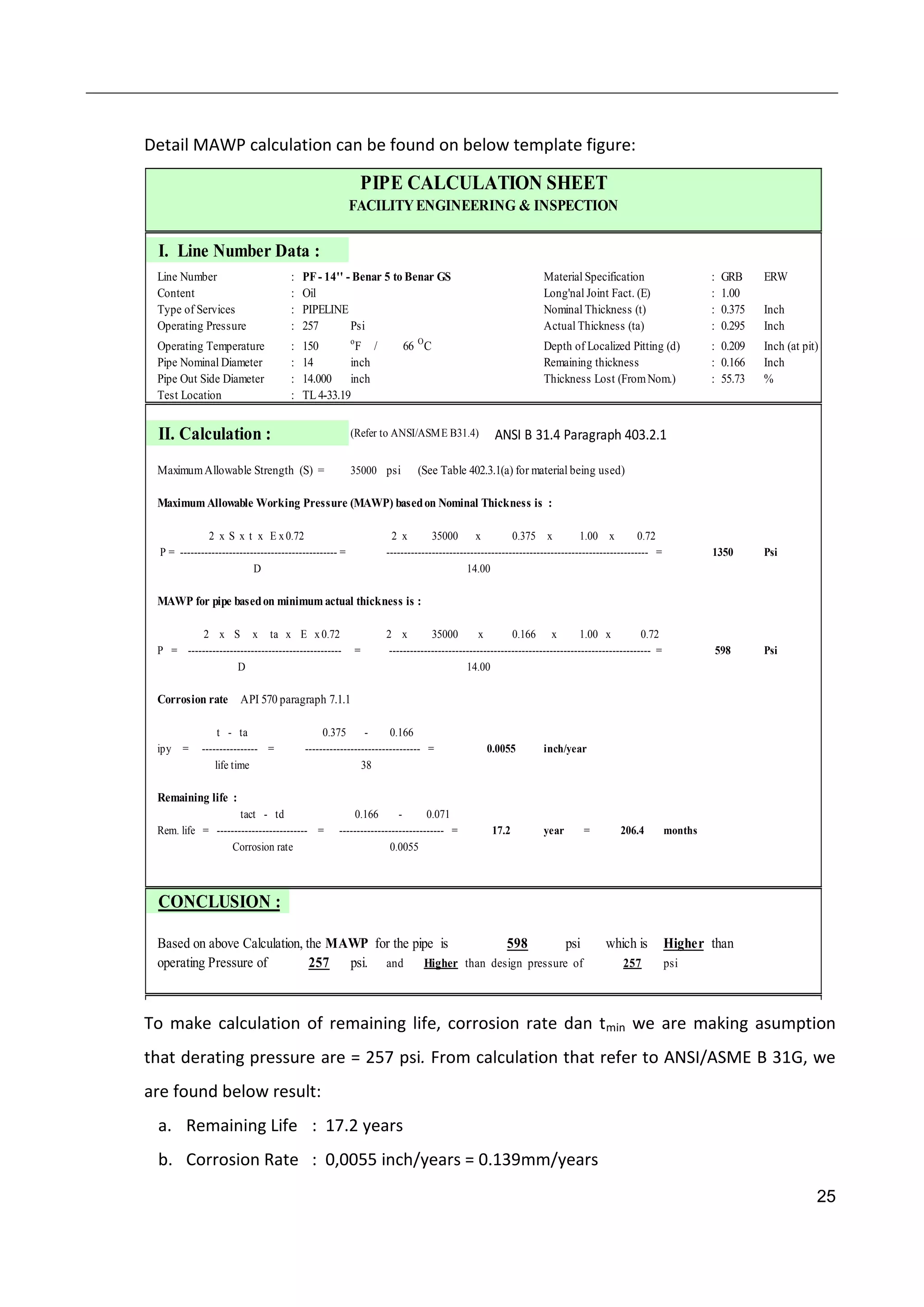
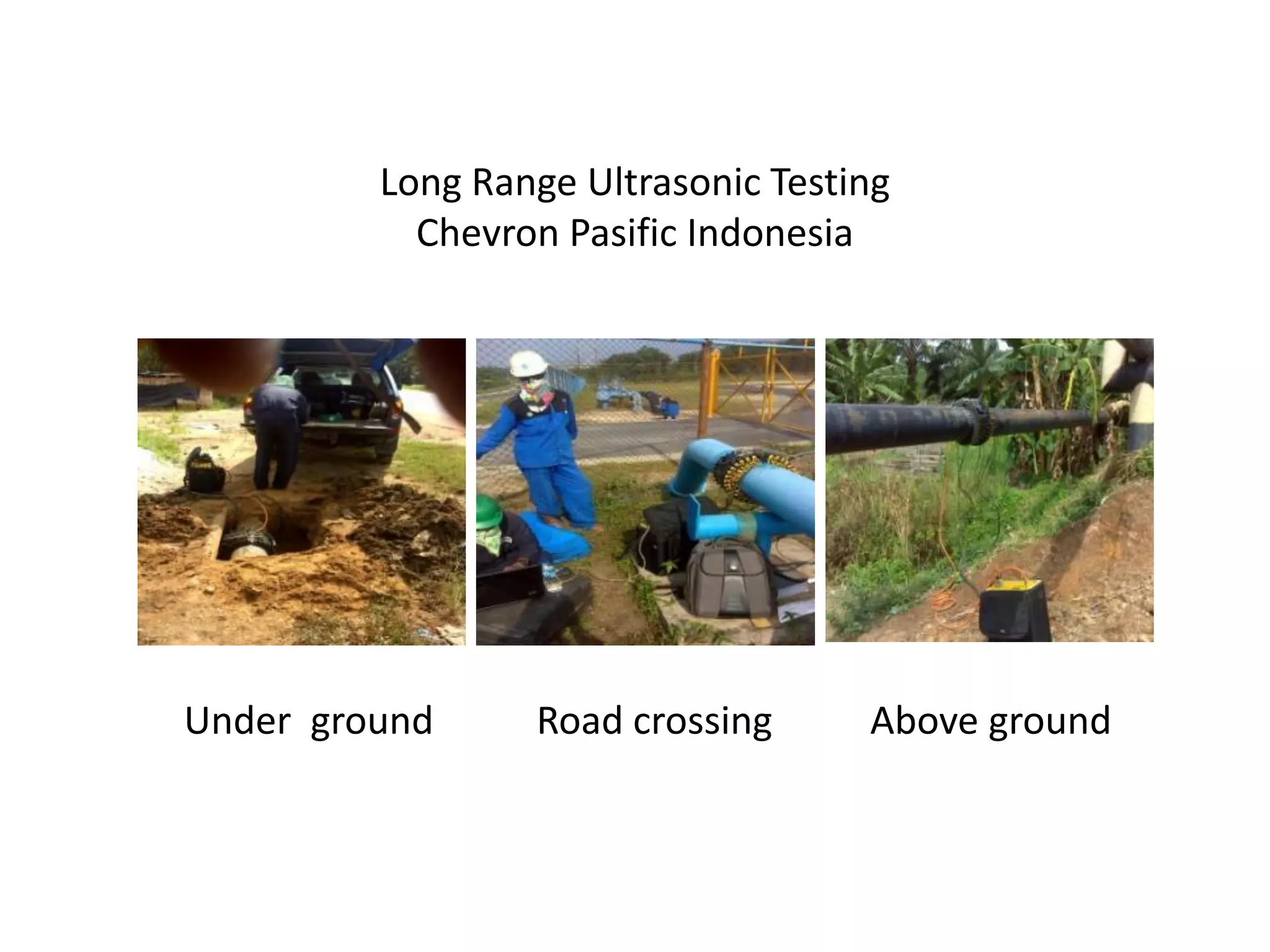
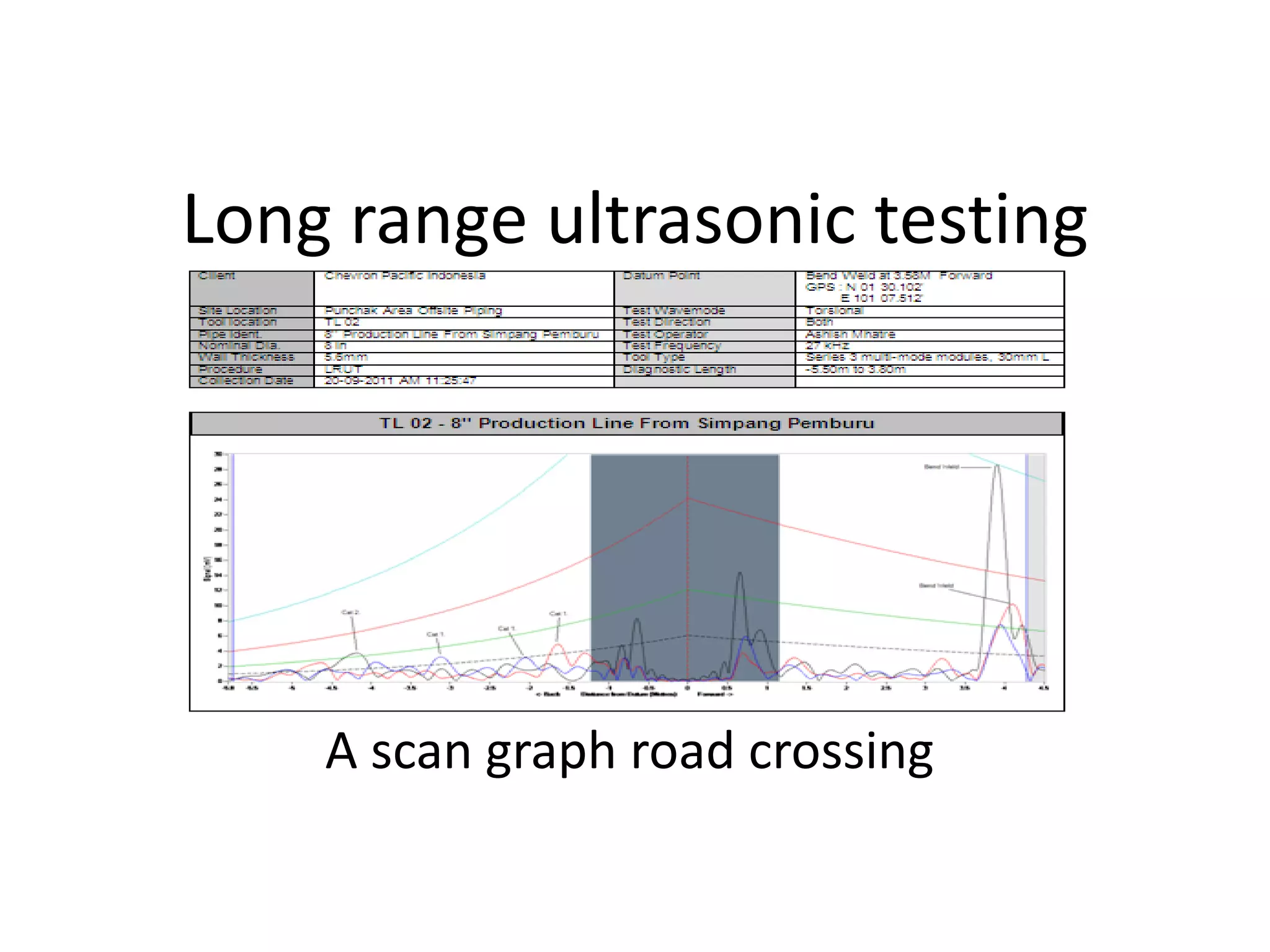
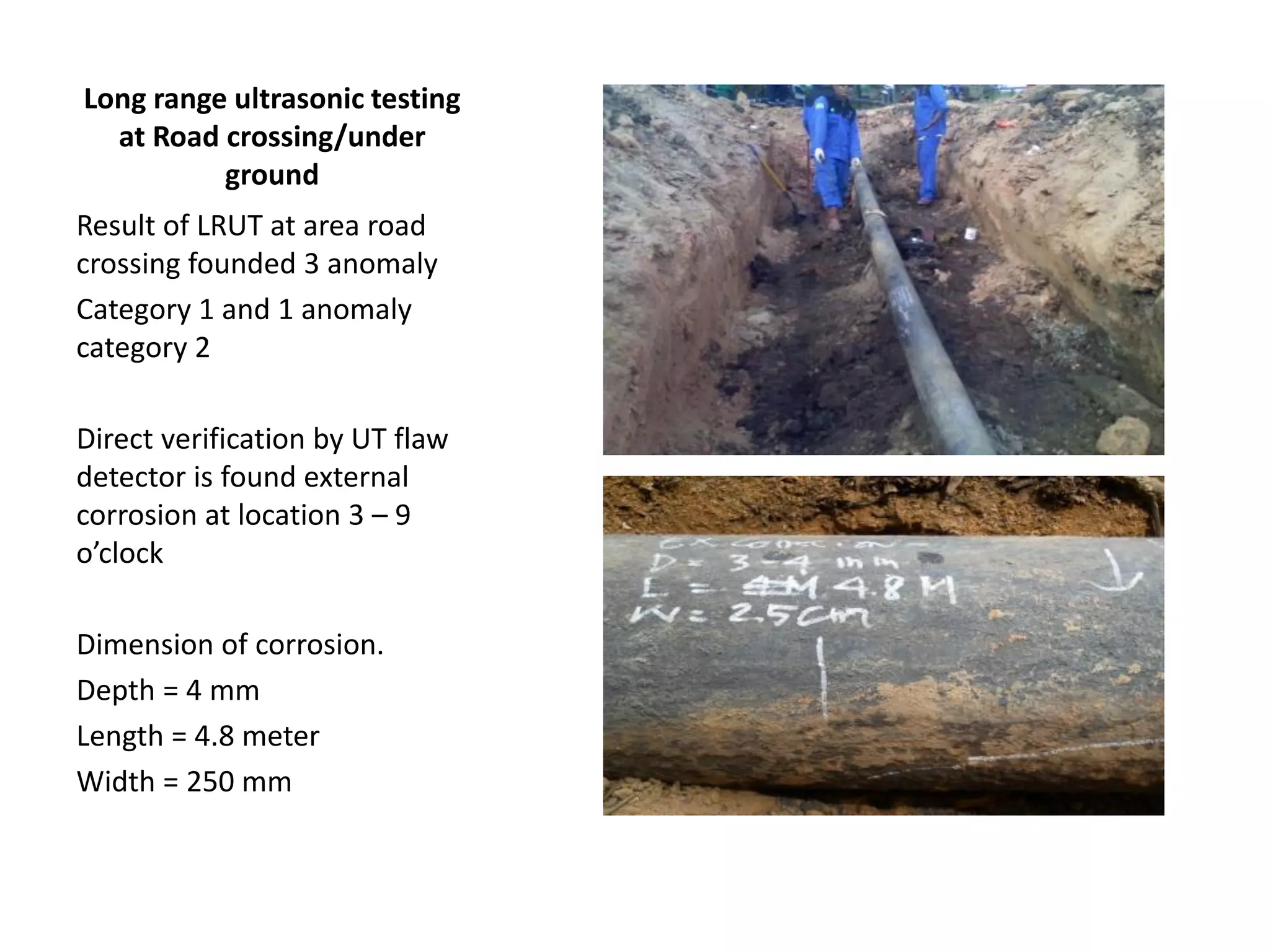
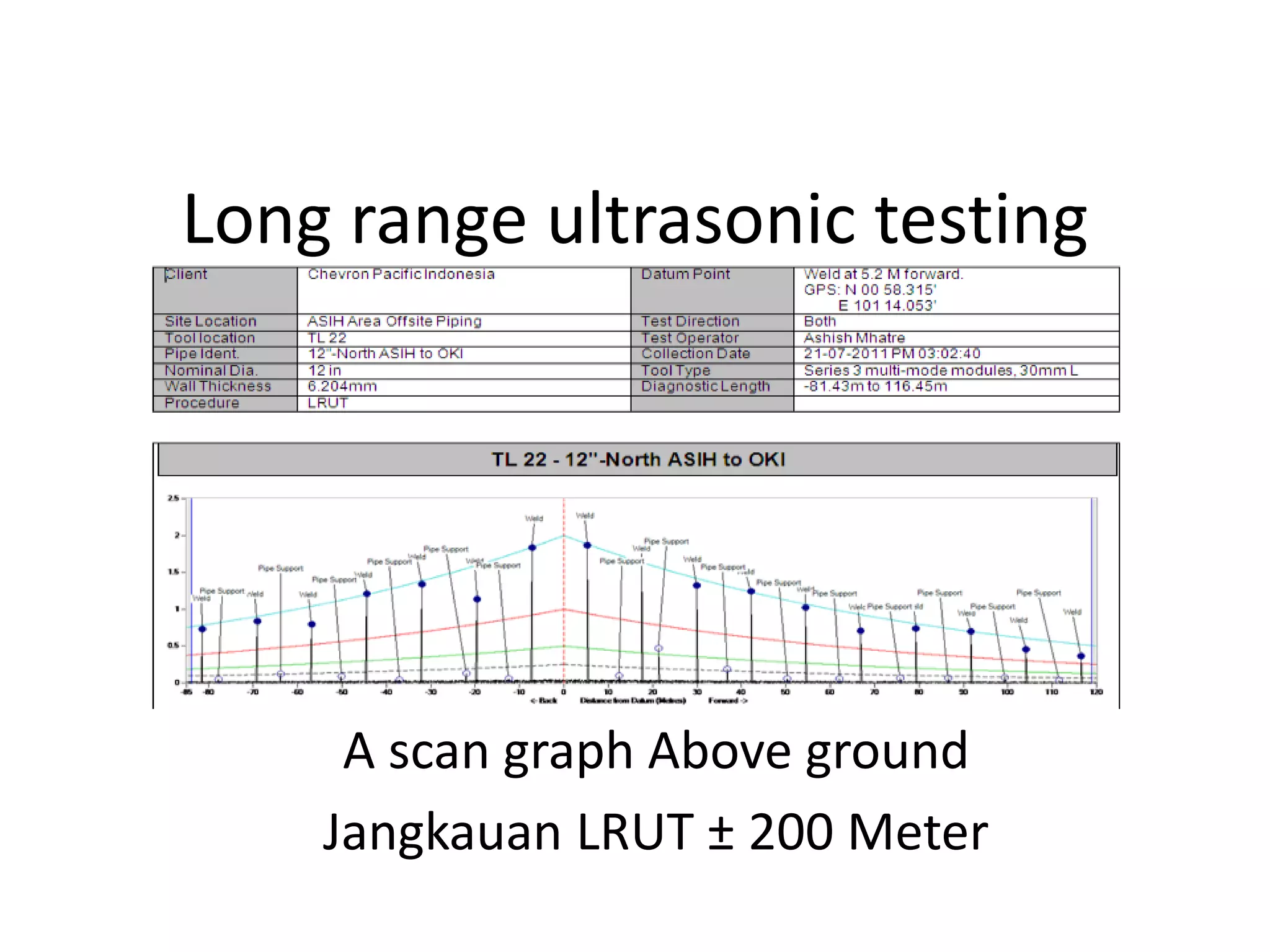
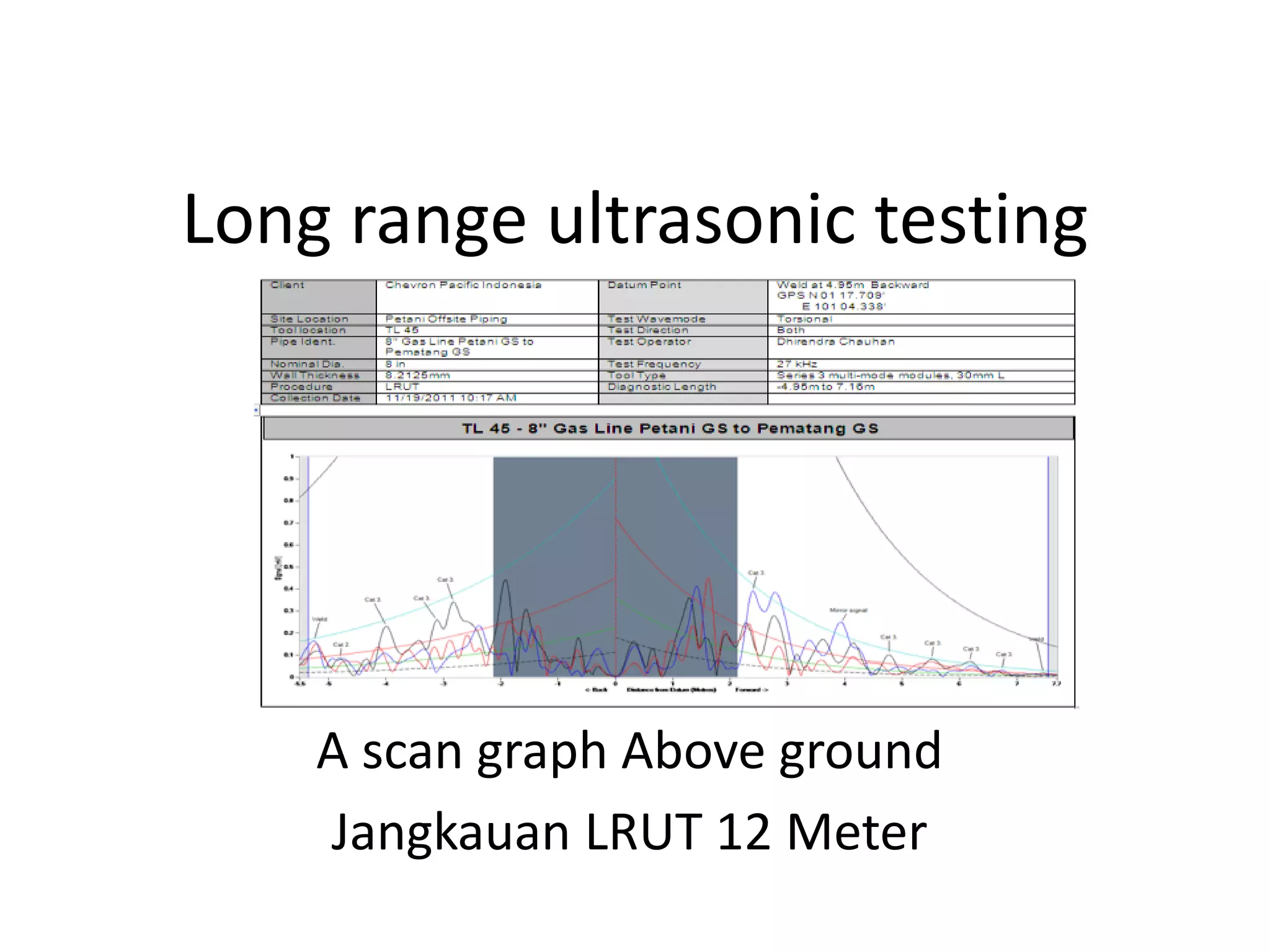
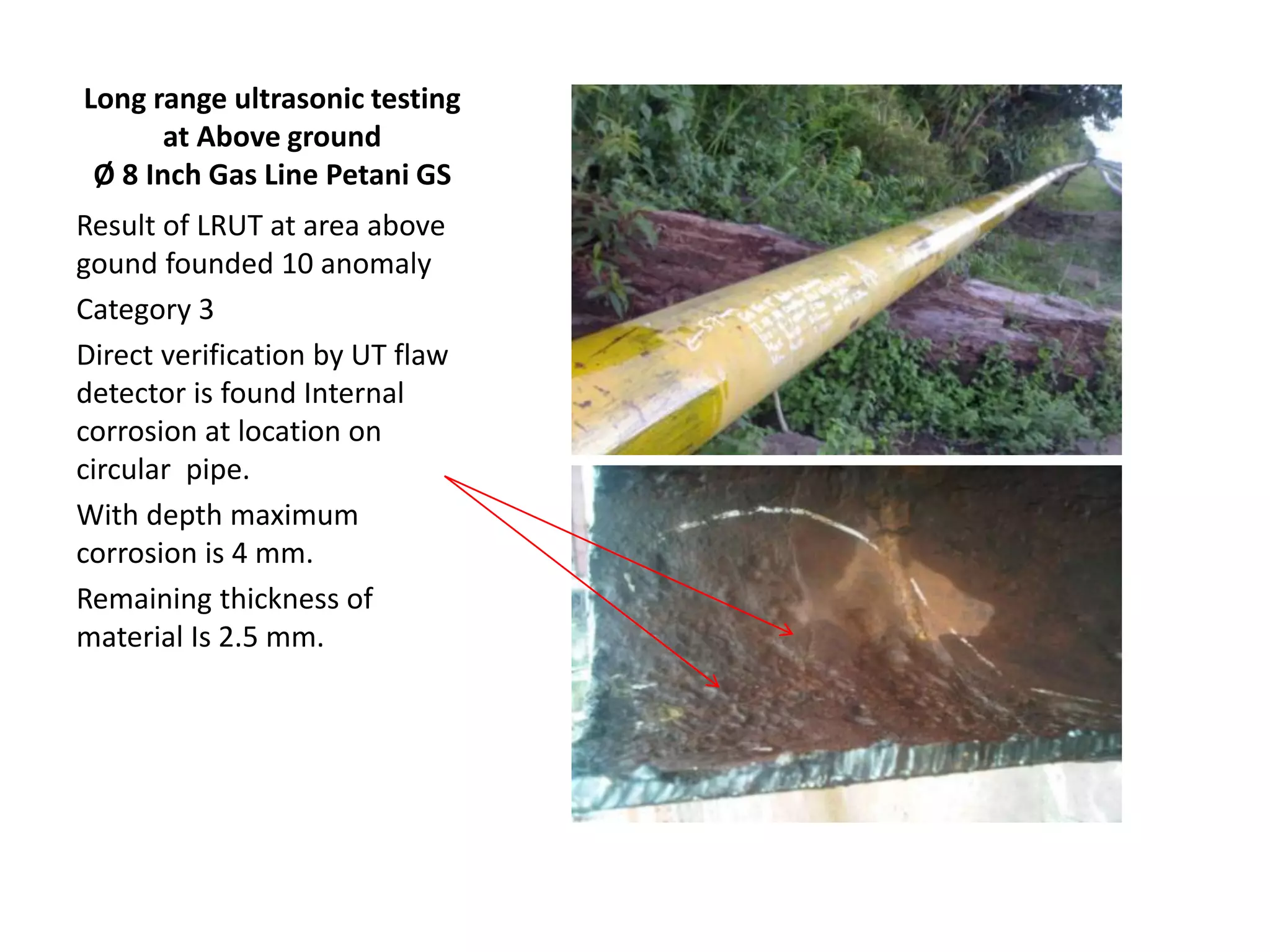
The document discusses long range ultrasonic testing (LRUT) for pipeline integrity assessment, emphasizing the importance of maintaining pipeline integrity to avoid failures that can lead to severe economic and environmental consequences. It outlines various causes of pipeline incidents and leaks, categorizes high consequence areas, and details methods to mitigate risks associated with pipeline failures. Additionally, the document presents the inspection methodology, equipment used, and the scope of work involved in evaluating the condition of specific pipeline segments.