Downloaded 135 times


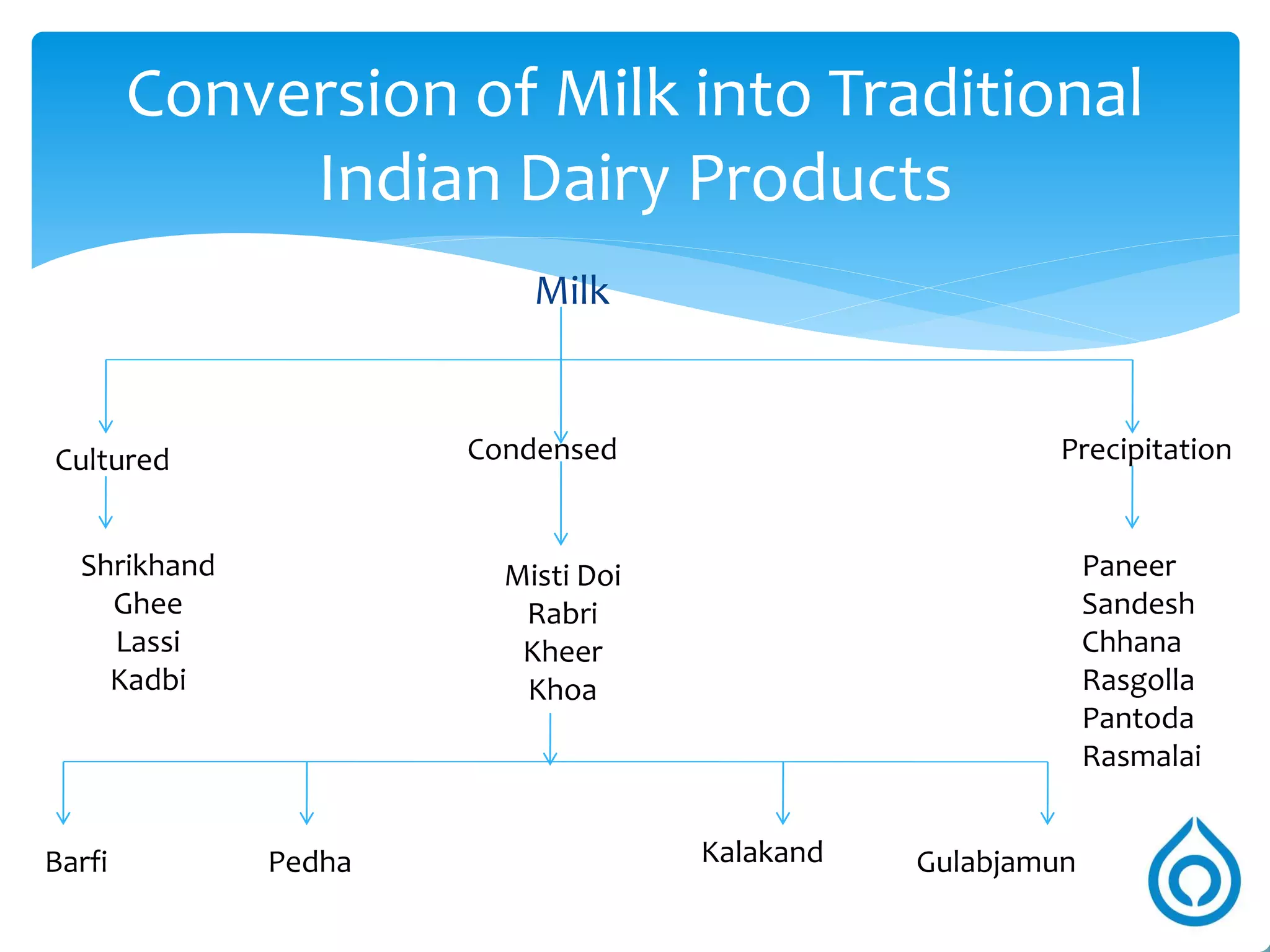




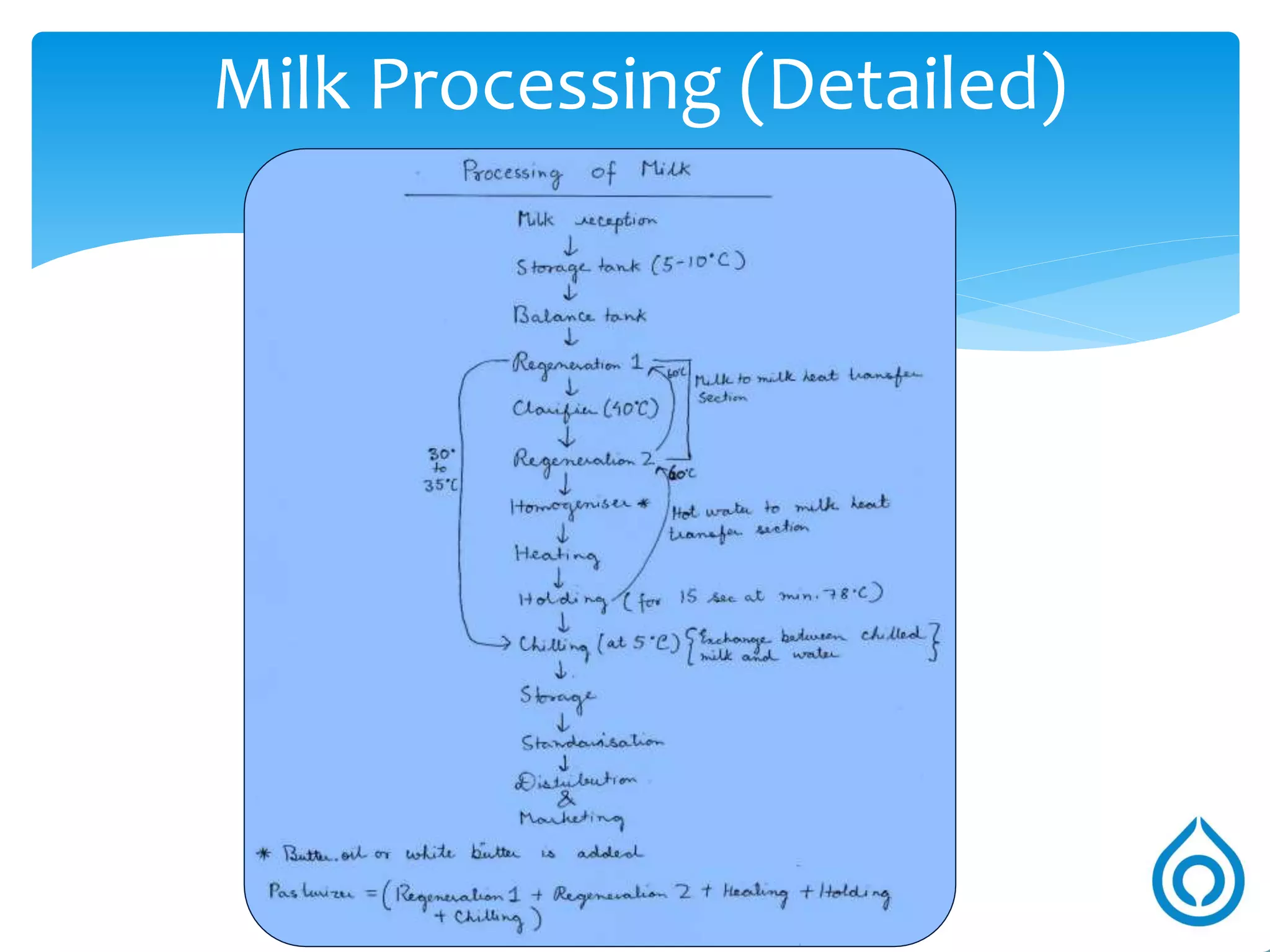




































Mother Dairy in Kolkata produces and sells various dairy products like milk, yogurt, paneer and ghee. It ensures quality through various processes like pasteurization, homogenization and standardization during milk production. Several tests are conducted in the quality assurance lab to check for adulteration, nutrients, microbes and other specifications. These include organoleptic tests, acidity test, fat and SNF measurement, microbial count, moisture in paneer and various chemical analyses. Strict processes and quality checks help Mother Dairy provide safe and nutritious dairy products to consumers.